Известные устройства для контроля микроплат, содержащие вибропитатель, транспортер, блок контроля габаритных размеров микроплат, блок контроля глубины заполнения пазов микроплат припоем, снабженный шаблонами и электронно-оптическим датчиком, блок памяти, программатор и блок сортировки плат, не обеспечивают достаточно высокой точности контроля и не позволяют простыми средствами автоматизировать процесс контроля.
В описываемом устройстве для контроля микроплат повышение точности контроля и упрош,епие автоматизации процесса контроля достнгнуто тем, что шаблон укреплен на ползуне, опирающемся на микрометрический винт, и снабжен двумя базовыми ножами, а между шаблоном и источником света оптического датчика размещен поворотный диск с двумя окнами, смещенными в радиальном направлении и по окружности.
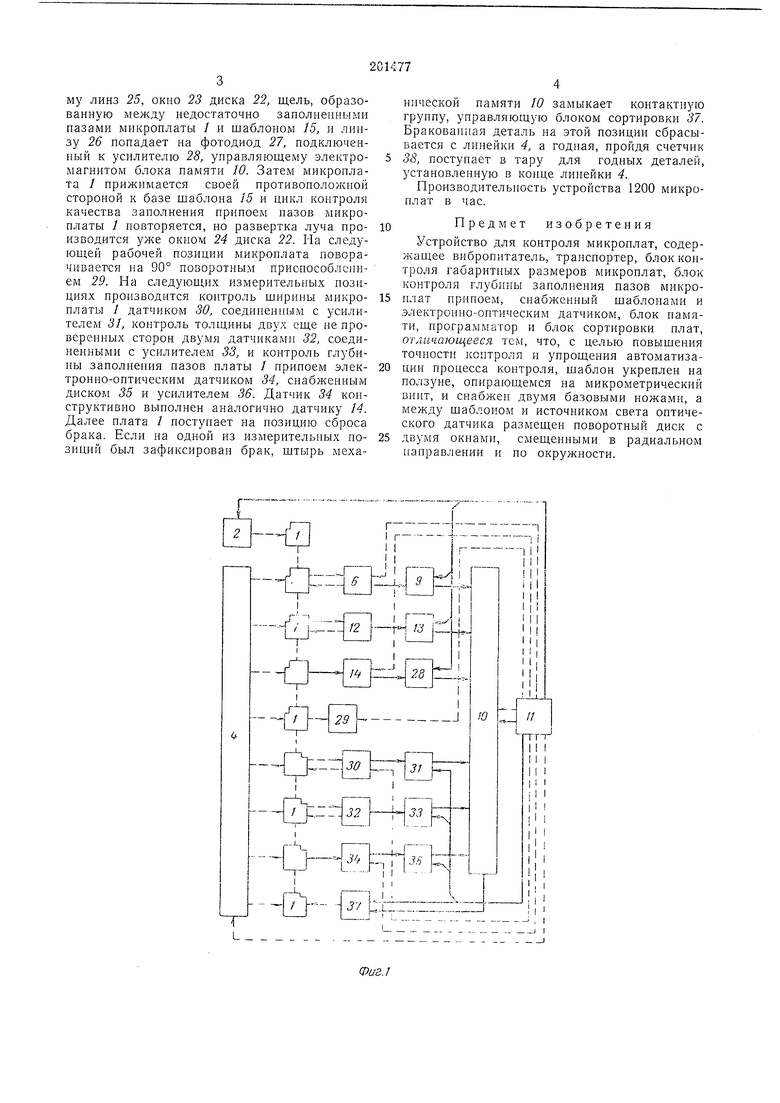
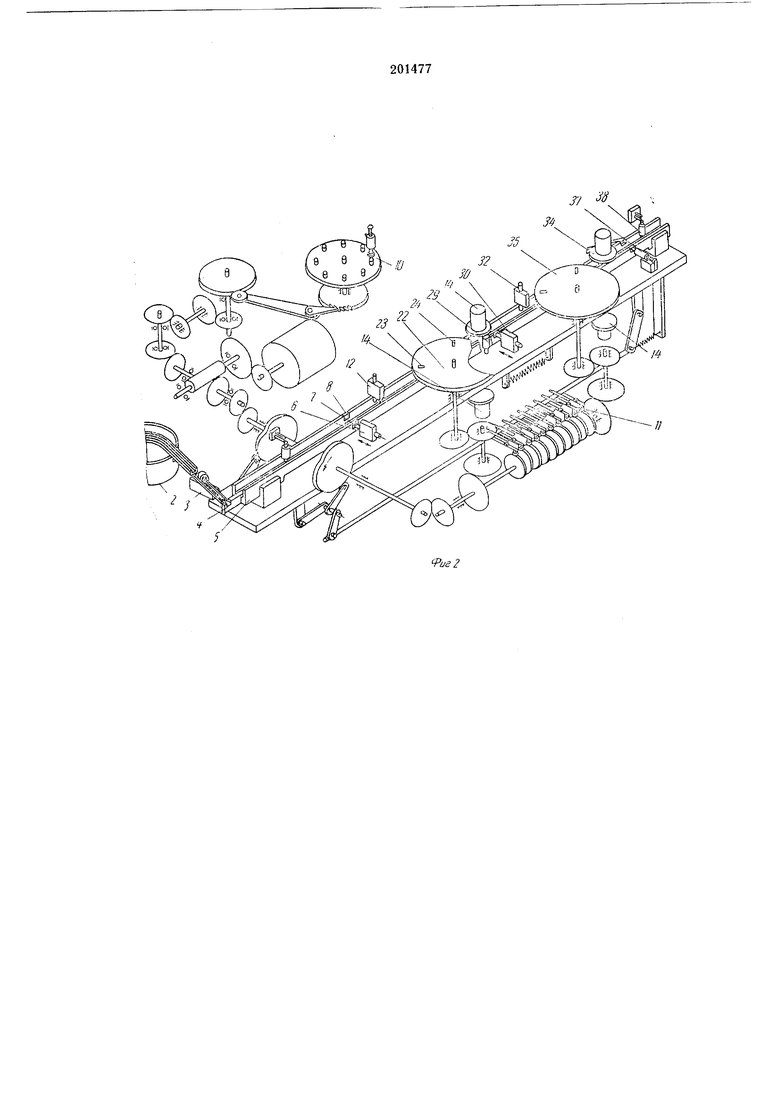
На фиг. 1 изображена блок-схема устройства, на фиг. 2 - его кинематическая схема; на фиг. 3 - конструкция электронно-оптического датчика; на фиг. 4 - конструкция шаблона.
де подвижной линейки 4, перемещающей микроплаты 1 по направляющим неподвил ных линеек 5. На первой измерительной позиции производится замер длины микроплаты У электроконтактным датчиком 6. Измерительным стержнем 7 датчика 6 микроплата / прижимается к планке 8. При отклонении длины микроплаты / от допустимой, датчик 6 срабатывает и сигнал брака подается на усилитель 9, управляющий электромагнитом блока памяти 10, который но команде программатора // срабатывает и воздействует на один из штырей механической части блока памяти 10. На следующей измерительной
позиции контролируется толщина микронлаты / двумя электроконтактными датчиками }2, нодключенными к усилителю 13. Контроль глубины заполнения пазов микроплат припоем производится электронно-оптическим датчиком М. Микроплата / прижимается одной из сторон к базе шаблона 15 при помощи базирующего присиособления 16, снабженного двумя базовыми ножами 17, укрепленными па корпусе 18 шаблона 15. Шаблон укреплен на
ползуне 19, перемещаемом микрометрическим винтом 20. Между щаблоном 15 и источником света 21 размещен поворотный диск 22 с двумя окнами 23 и 24, смещенными в радиальном направлении и по окрул ности. Нри наличи
му линз 25, окно 23 диска 22, щель, образованную между недостаточно занолненными пазами микроплаты 1 и шаблоном 15, и линзу 26 попадает на фотодиод 27, подключенный к усилителю 28, управляющему электромагнитом блока памяти 10. Затем микроплата / прижимается своей противоположной стороной к базе шаблона 15 и цикл контроля качества заполнения припоем пазов микроплаты / повторяется, но развертка луча производится уже окном 24 диска 22. На следующей рабочей позиции микроплата поворачивается на 90° поворотным приспособлением 29. На следующих измерительных позициях производится контроль ширины микроплаты / датчиком 30, соединенным с усилителем 31, контроль толщины двух еще не проверенных сторон двумя датчиками 32, соединенными с усилителем 33, и контроль глубины заполнения пазов платы / припоем злектронно-оптическим датчиком 34, сиабжеиным диском 35 и усилителем 36. Датчик 34 конструктивио выполнен аналогично датчику 14. Далее плата / поступает на иозицию сброса брака. Если на одной из измерительиых иозиций был зафиксирован брак, штырь механ 1ческой памяти 10 замыкает контактную группу, управляющую блоком сортировки 37. Бракованная деталь на этой позиции сбрасывается с линейки 4, а годная, пройдя счетчик 38, поступает в тару для годных деталей, установленную в конце липейки 4.
Производительность устройства 1200 микроилат в час.
Предмет изобретения
Устройство для контроля микроилат, содержащее вибропитатель, транспортер, блок контроля габаритных размеров микроплат, блок контроля глубины заполнения пазов микроилат припоем, снабженный шаблонами и электроиио-онтическим датчиком, блок намяти, программатор и блок сортировки плат, отличающееся тем, что, с целью повышения точности контроля и упрощения автоматизации процесса контроля, шаблон укреплен на ползуне, опирающемся на микрометрический винт, и снабжен двумя базовыми ножами, а между шаблоном и источником света оптического датчика размещен поворотный диск с двумя окнами, смещенными в радиальном направлении и по окружности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОРИЕНТАЦИИ ПЛОСКИХ МИКРОПЛАТ, СНАБЖЕННЫХ КЛЮЧОМ | 1968 |
|
SU208054A1 |
| Автомат для сортировки электродов по толщине | 1976 |
|
SU603438A1 |
| Контрольно-сортировочное устройство | 1983 |
|
SU1155311A1 |
| КОНТАКТИРУЮЩЕЕ УСТРОЙСТВО | 2012 |
|
RU2498449C1 |
| Автоматическая линия сборки переключателей | 1984 |
|
SU1254560A1 |
| УСТРОЙСТВО ДЛЯ ОТБРАКОВКИ СЕРДЕЧНИКОВ | 1969 |
|
SU255992A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И РАССОРТИРОВКИ ДЕТАЛЕЙ | 1965 |
|
SU172503A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193259C1 |
| УСТРОЙСТВО для ПОЛУЧЕНИЯ ОТВЕРСТИЙ в ПЛАТАХ | 1968 |
|
SU213939A1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |

Н -7 лЦ
4flf--i1iLFf
I-1 м ч
н j7 |:::iii.::zzn; iij л
i I
1 Г S7 S
Г718
СИ
UTJ
