Известны автоматы для контроля и рассо.ртиров1ки деталей но размерам с рядом измерительных позиций, с датчиками и иснолиительными ycTipOHCTBaMK.
Предлагаемый автомат отличается от «звестных тем, что он сиабжен рядогм однотить ных измерительных иозиций, настроенных на ражые размеры и расположенных по степени уменьшения контрол н.руемого размера детали. Это создает возможность рассортировки издеЛИЙ разных типоразмеров без иере«астройки автомата и делает его более универсальным в ус;ювиях частой смены производственной и;рогра-ммы.
Для предотвращения попадания на измерительную позицию деталей завышенных титоразмеров и своевременной их отсортировки &дна из нар конта.ктов датчиков предыдущей измерительной позицин может оставаться включенной.
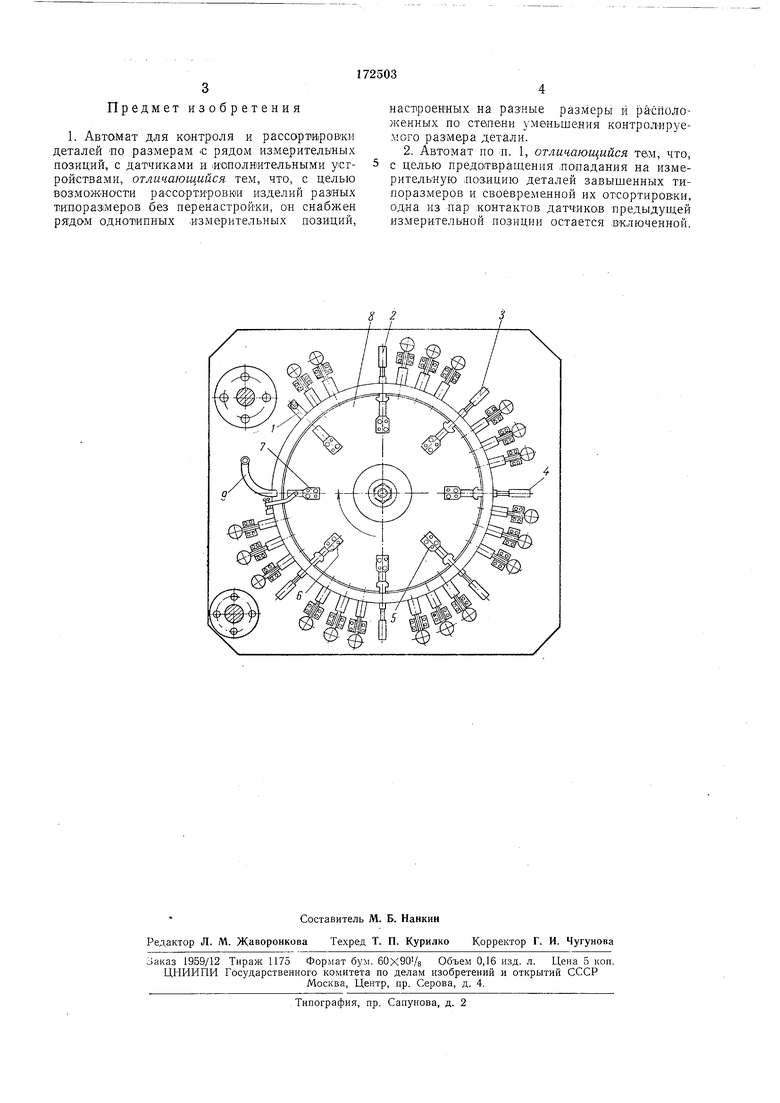
На чбрте 1 е изображен описы ваемый автомат, вид сверху на измер)ительные .позиции.
Автомат для контроля и рассортировки деталей по размерам имеет ряд измерительных позиций /-7 с датчиками и исполнительными устройствам:и. Позиция / предназначена для из мерения детали по диаметру (у круглых деталей), а позииии 2-7 по длнне. Позицич 2-7 однотипны, настроены на разные размеры (по длине детали) и расположены по степени умсньщевИЯ контролируемого размера детали, т. е. измерительная позиция 2 контролирует самые большие по длине детали, а позиция 7 - самые ашлые.
Контролируемые детали загружаются в бункер автомата (не показан) и поступают на диск 8, перемещающий их от иозиций к позиции ио трубопроводу 9.
Сначала деталь подвергается контролю на измерительной позиции / по диаметру и при ее годности наиравляется дальше к одной из включенных позиций 2-7 для контроля и о длине. Есл1и деталь по диаметру бракуется, то она исполнительным устройствами удаляется из автомата.
Для предотвращения попадания на включенную измерительную позицию (контроля но длине) деталей завышенных типоразмеров . и своевременной их отсорт1ировки одна из пар контактов датчиков предыдущей измер1ительной |И031 ции остается включенной. ТакиМ образом, 1прп включенной позиции, например, 6 одиа из пар конта1кт()в датчиков иозиций 5 включается.
После контроля детали по длине на включенной .измерительной позиции в зависимости от результата контроля деталь сбрасывается в соответствующую тару (с годньши или бр:акованньгми деталями).
Предмет изобретения
1. Автомат для коитроля и рассортировки деталей по размерам с рядом измерительных позиций, с датчиками и «ополвительными устройствами, отличающийся тем, что, с целью ВОзмоЖНОсти раССортировюи изделий разных типораЗ|меров без и ер ен а стройки, он снабжен рядам однотипных .измерительных позиций.
настроенных на разные размеры и ра-сположенных по степени уменьшения контролируемОГо размера детали.
2. Автомат по п. 1, отличающийся тем, что, с целью предотвращения .попадания на измерительную .позицию деталей завышенных типоразмеров и своевременной их отсортировки, одна из пар контактов датчиков предыдуш,ей измерительной позиции остается .включенной.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 2006 |
|
RU2317156C2 |
| Устройство для сортировки деталей | 1991 |
|
SU1787591A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 2010 |
|
RU2464530C2 |
| Устройство для контроля параметров и рассортировкам радиодеталей | 1973 |
|
SU441691A1 |
| Автомат с электроконтактными датчиками для контроля линейных величин деталей, например клапанов двигателей внутреннего сгорания | 1961 |
|
SU148247A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВНУТРЕННИХ ДИАМЕТРОВ "ПРОБОЯР" | 2003 |
|
RU2241956C1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1973 |
|
SU388315A1 |
| Автомат для контроля и сортировки деталей | 1986 |
|
SU1377160A1 |
| Устройство для сортировки деталей по типоразмерам | 1987 |
|
SU1562037A2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО СЧЕТА ЛЕГКИХДЕТАЛЕЙ | 1969 |
|
SU241801A1 |