Изобретение относится к электро- технике, конкретно к сборке коммутационных аппаратов, в частности программных переключателей.
Цель изобретения - обеспечение автоматической сборки переключателей, содержащих лимб, втулку для установки лимба и плоскую пружину.
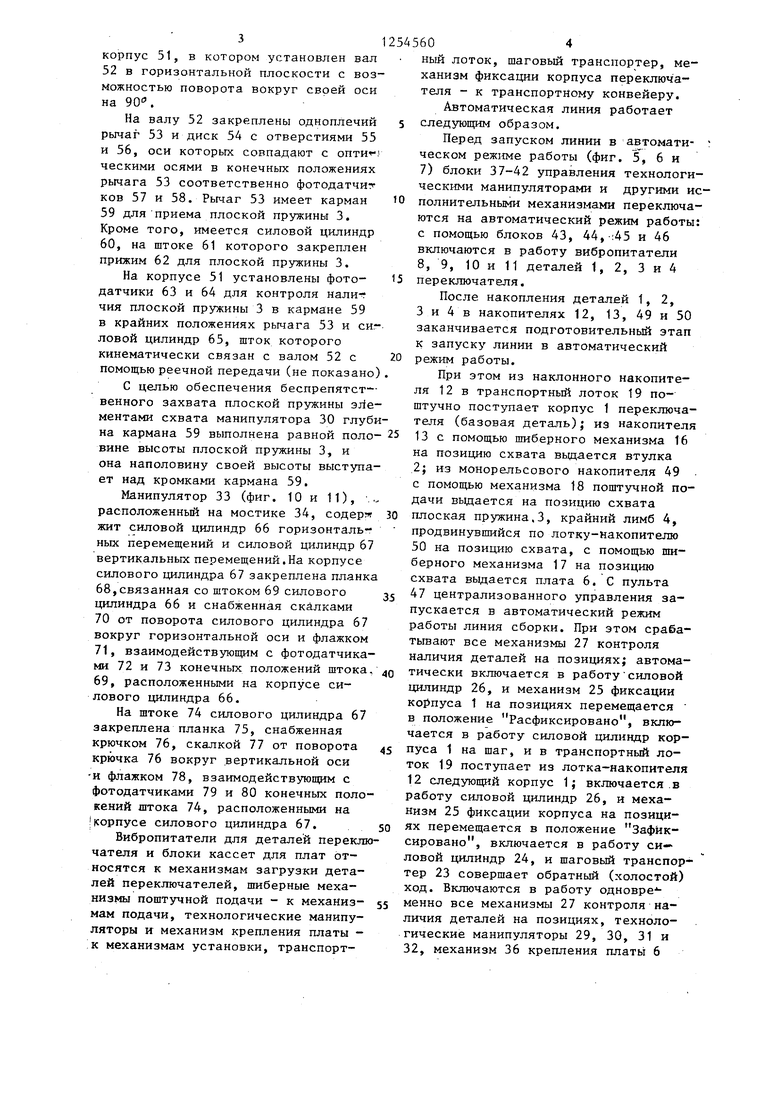
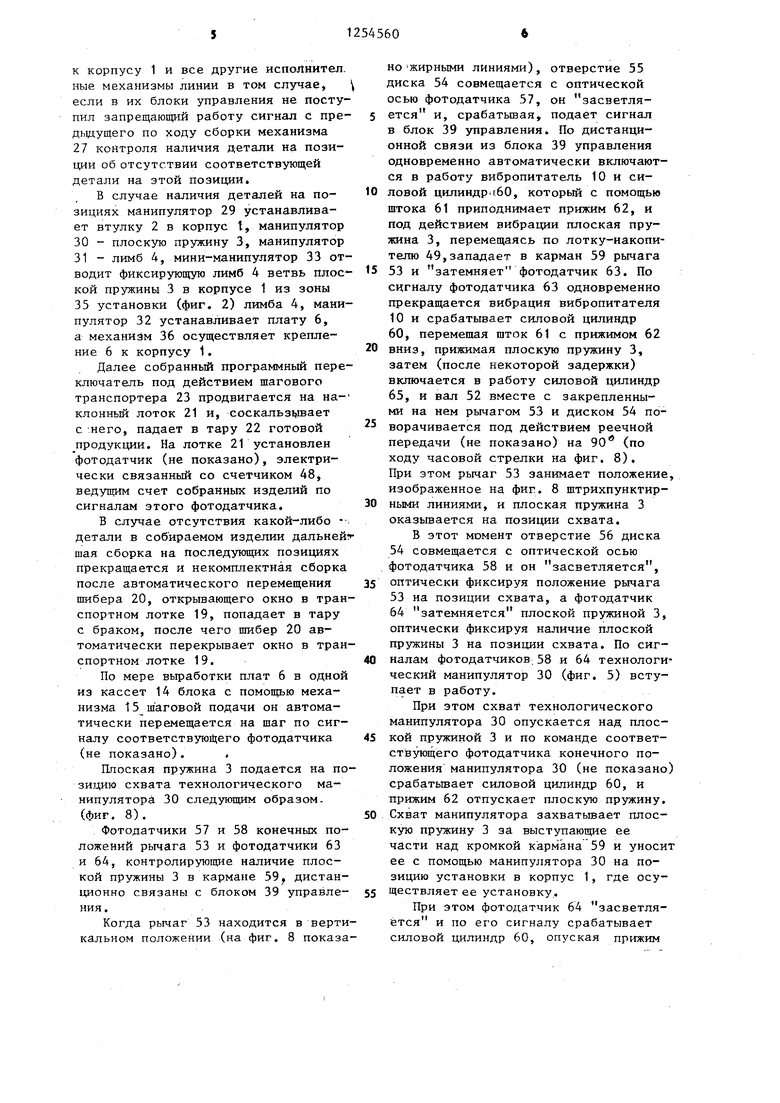
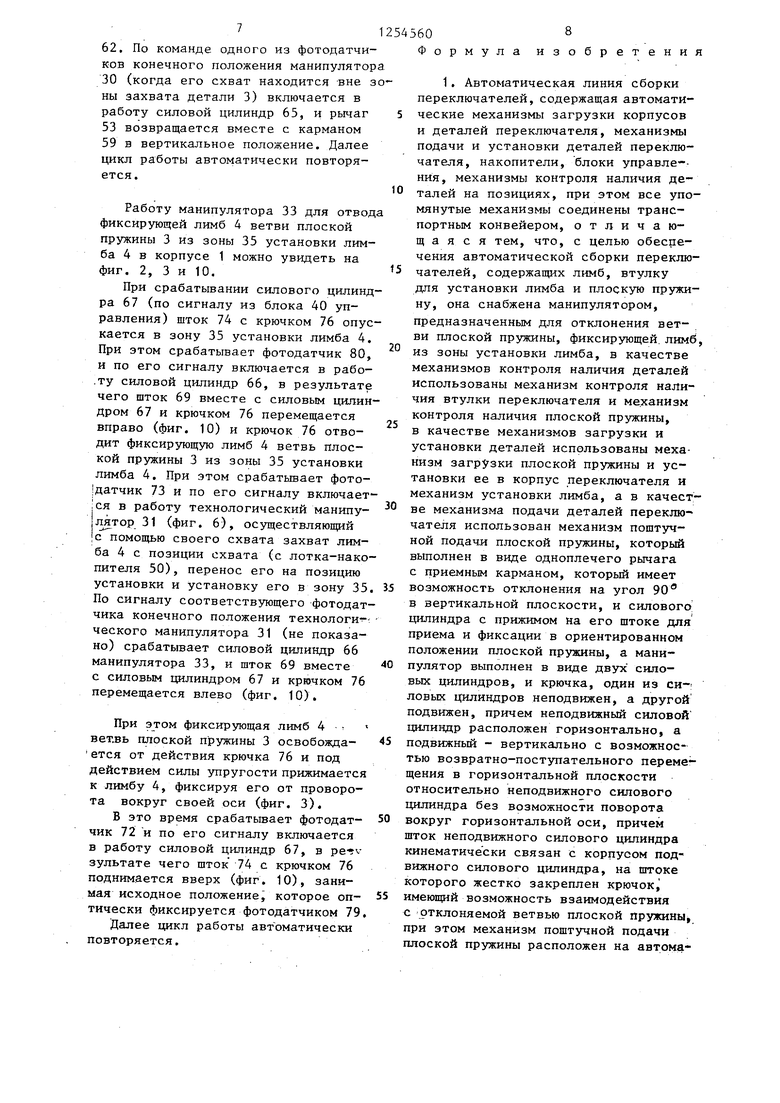
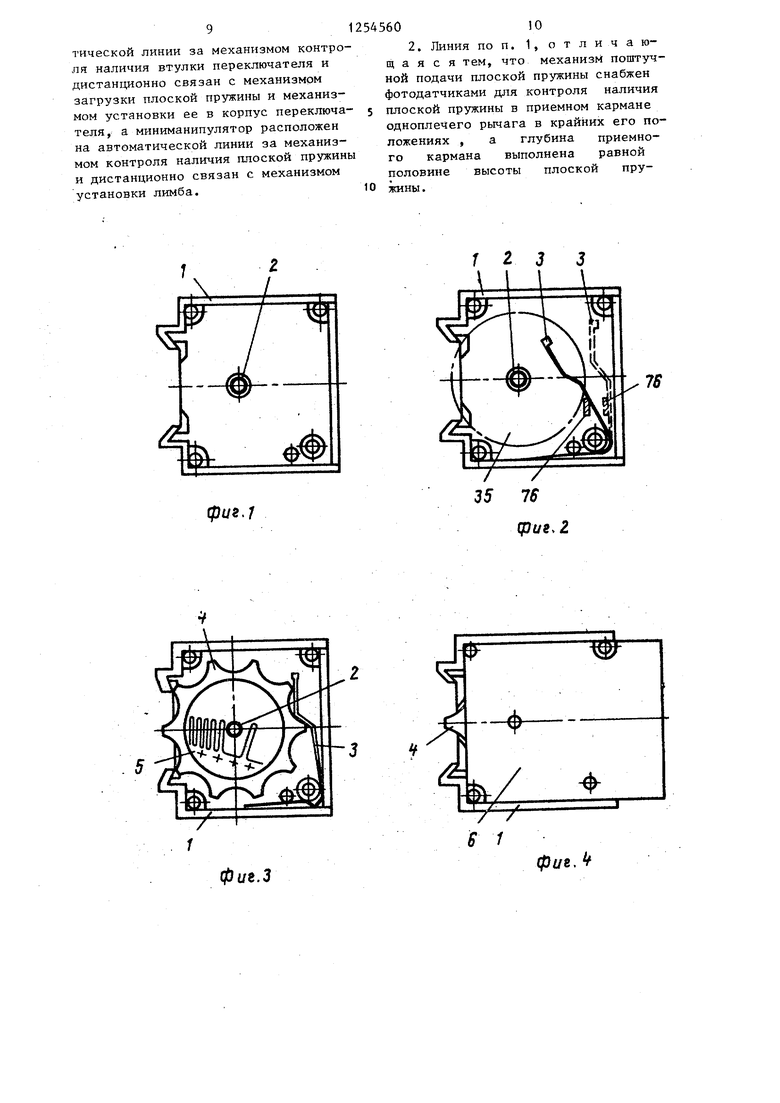
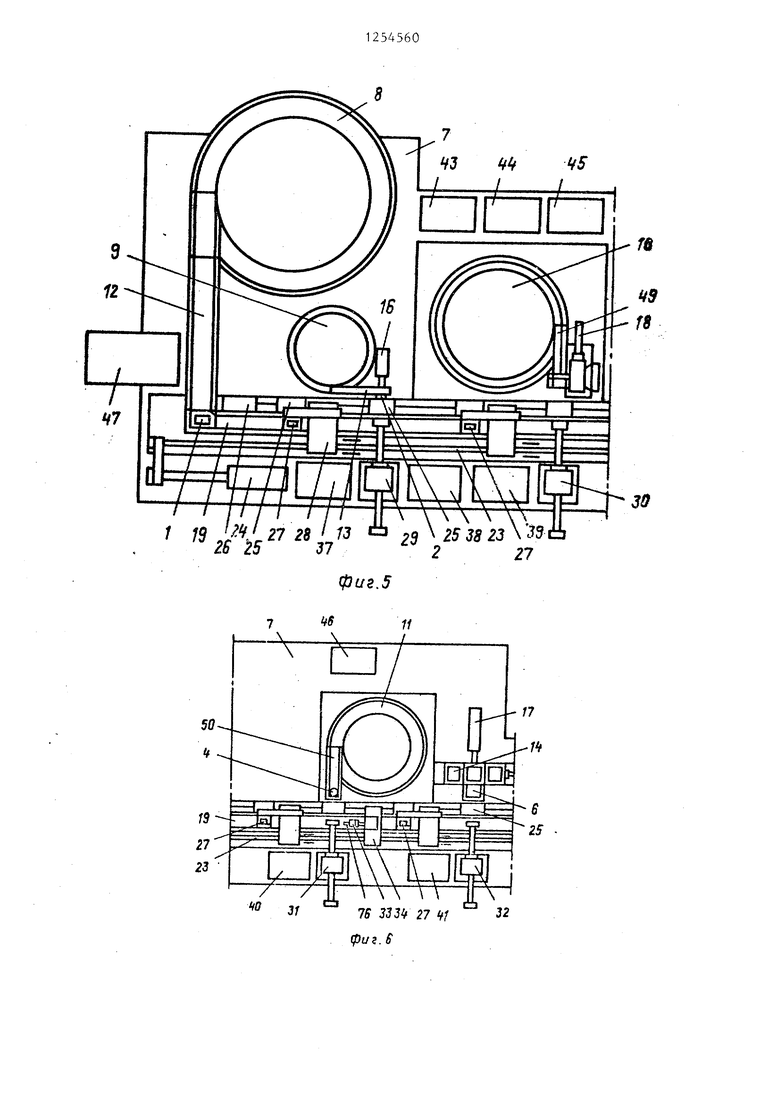
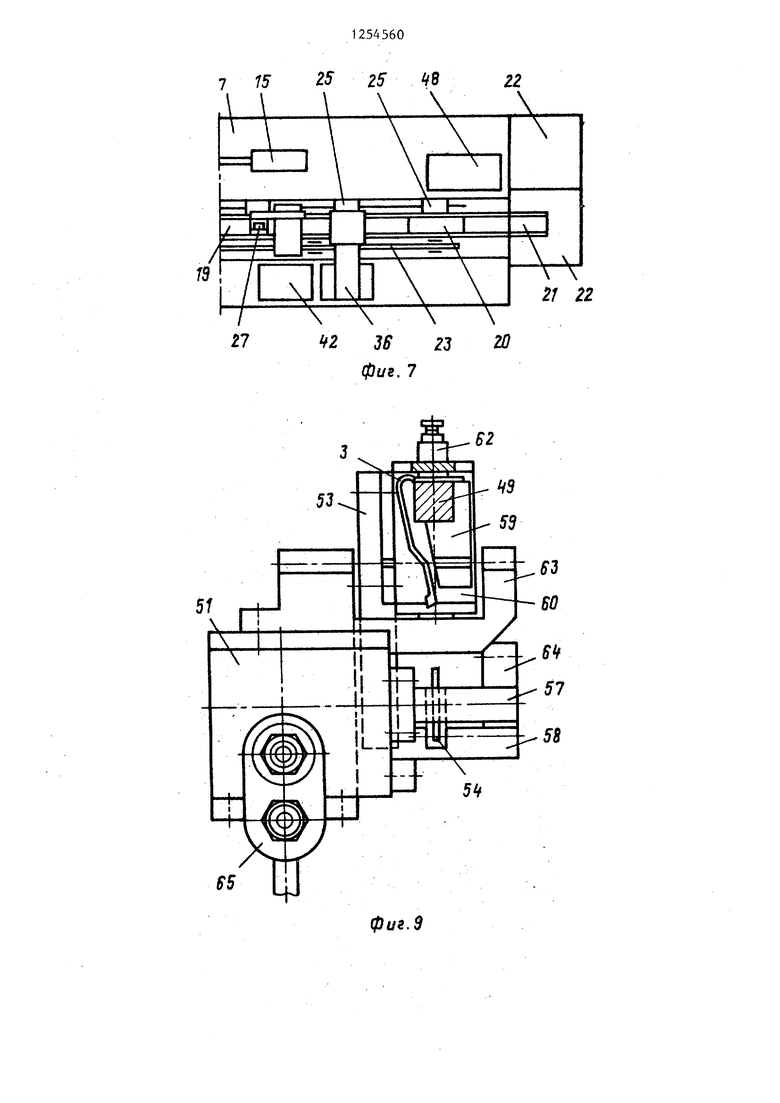
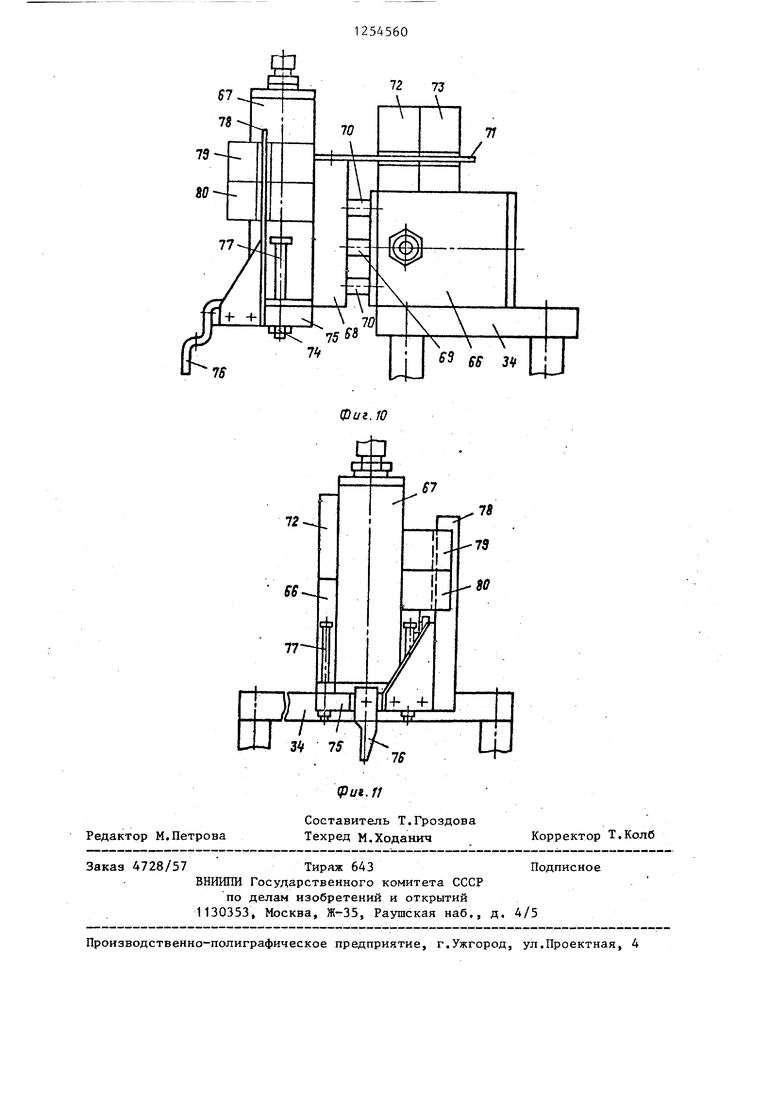
На фиг. 1-4 изображена последовательность сборки программного переключателя; на фиг. 5, 6 и 7 схематически изображена автоматическая линия сборки программных переключателей, вид в плане; на фиг, 8 и 9 - механизм поштучной подачи плоской прут жины (сложной формы; на фиг. 10 и 11 - манипулятор, предназначенньй для отклонения ветви плоской пружины, фиксирующей лимб, из зоны установки- лимба в корпусе переключателя.
Базовой деталью при -.сборке программного переключателя (фиг. 1-4) является корпус 1, в котором устанавливаются втулка 2, плоская пружина 3, лимб 4 с закрепленной на нем контактной пластиной 5 и плата 6, которая крепится к корпусу 1. На плате 6 нанесена электропроводная схема, входящая в соприкосновение с контактной пластиной 5 лимба 4.
Автоматическая линия сборки относится к линиям бесспутникового типа.
На столе 7 автоматической линии (фиг. 5, 6 и 7) расположены вибропи-.- татели 8, 9, 10 и 11 для подачи соответственно корпусов 1, втулок 2, плоских пружин (сложной формы) 3 и лимбов 4, накопители 12 и 13 соответственно для корпусов 1 и втулок 2, блоки кассет 14 с механизмом 15 шаговой подачи их, шаберные механизмы 16 и 17 поштучной подачи соответственно втулки 2 и платы 6у механизм 18 поштучной подачи плоской пружины 3, транспортньй лоток 19, снабженный шибером 20 для отвода некомплектных сборок в тару с браком (не показано) и наклонным лотком 21 для отвода собранных изделий в тару 22 готовой продукции, шаговьй транспортер 23 с силовым цилиндром 24, механизм 25 фиксации корпуса 1 на позициях с си-г ловым цилиндром 26, механизмы 27 контроля наличия деталей (на позициях) , расположенные на мостиках 28 над транспортным лотком 19, технологические манипуляторы 29, 30, 31. и 32 д.пя установки в корпус 1 соответственно втулки 2, плоской пружины 3, лимба 4 и платы 6, манипулятор 33, расположенный на мостике 34 над транспортным лотком 19 и предназначенный для отвода фиксирующей лимб 4 ветви плоской пружины
3из зоны 35 (фиг. 2) установки лимба
4в корпус 1 переключателя, механизм 36 крепления платы 6 к корпусу 1
переключателя, блоки 37--46 управления механизмами линии в режимах наладки и автоматической работы, пульт 47 централизованного управления работой линии и счетчик 48 собранной продук- дни.
Блок 37 управляет работой силово-. го цилиндра 24 шагового транспортера 23 и силового цилиндра 26 механизма 25 фиксации корпуса 1 на позициях, блок 38 - работой манипулятора.29 и шиберного механизма 16 поштучной подачи втулки 2, блок 39 - работой манипулятора 30 механизма 18 поштучной подачи плоской пружины 3, блок ; 40 - -работой механизма 15 шаговой подачи блока кассет 14 и шиберного механизма 17 поштучной подачи плат 6, блок 42 управляет работой механизма 36 крепления платы 6 к корпусу 1 переключателя и блоки ИЗ, 44, Л5 и 46 управляют работой соответственно вибропитателей 8, 9, 10 и 11. Вибропитатель 10 снабжен на выходе лотком-накопителем 49 монорельсового типа, а вибропитатель 11 - лотком- накопителем 50.
Накопители 12 и 13 снабжены фотодатчиками, контролирующими верхний и нижний уровни деталей в них (не пока- зано).
Позиции схвата деталей 2, 4 и 6 снабжены фотодатчиками, контролирующими наличие соответствующих деталей на позициях схвата (не показано). Наклонньй лоток 21 снабжен фотодатчи- кок, электрически связанным со счетчиком 48 собранной продукции, по ; сигналам которого счетчик 48 срабатывает (не показано). Кроме того, все исполнительные механизмы линии снабжены фотодатчи- н ками конечных положений их рабочих органов, и работа их осуществляется в определенной последовательности по сигналам этих фотодатчиков (не показано).
Механизм 18 поштучной подачи плоской пружины 3 (фиг. 8 и 9) содержит
корпус 51, в котором установлен вал 52 в горизонтальной плоскости с возможностью поворота вокруг своей оси на 90.
На валу 52 закреплены одноплечий рычаг 53 и диск 54 с отверстиями 55 и 56, оси которых совпадают с ческими осями в конечных положениях рычага 53 соответственно фотодатчит ков 57 и 58. Рычаг 53 имеет карман 59 для приема плоской пружины 3, Кроме того, имеется силовой цилиндр 60, на штоке 61 которого закреплен прижим 62 для плоской пружины 3.
На корпусе 51 установлены фото- датчики 63 и 64 для контроля налиг чия плоской пружины 3 в кармане 59 в крайних положениях рычага 53 и си.- ловой цилиндр 65, шток которого кинематически связан с валом 52 с помощью реечной передачи (не показано)
С целью обеспечения беспрепятст-- венного захвата плоской пружины srfe- ментами схвата манипулятора 30 глубина кармана 59 выполнена равной поло- вине высоты плоской пружины 3, и она наполовину своей высоты выступает над кромками кармана 59.
Манипулятор 33 (фиг. 10 и 11), . расположенньй на мостике 34, содеря жит силовой цилиндр 66 горизонтальных перемещений и силовой цилиндр 67 вертикальных перемещений.На корпусе силового цилиндра 67 закреплена планка 68,связанная со штоком 69 силового цилиндра 66 и снабженная скалками 70 от поворота силового цилиндра 67 вокруг горизонтальной оси и флажком 71, взаимодействующим с фотодатчика- ми 72 и 73 конечных положений штока, 69, расположенными на корпусе силового цилиндра 66.
На штоке 74 силового цилиндра 67 закреплена планка 75, снабженная крючком 76, скалкой 77 от поворота крючка 76 вокруг вертикальной оси и флажком 78, взаимодействующим с фотодатчиками 79 и 80 конечных поло- кений штока 74, расположенными на корпусе силового цилиндра 67.
Вибропитатели для деталей переключателя и блоки кассет для плат относятся к механизмам загрузки деталей переключателей, шиберные механизмы поштучной подачи - к механиз- мам подачи, технологические манипуляторы и механизм крепления платы - к механизмам установки, транспортный лоток, шаговьй транспортер, механизм фиксации корпуса переключ:а- теля - к транспортному конвейеру.
Автоматическая линия работает следзтощим образом.
Перед запуском линии в автоматическом режиме работы (фиг. 5, 6 и 7) блоки 37-42 управления технологическими манипуляторами и другими иполнительными механизмами переключаются на автоматический режим работы с помощью блоков 43, 44,-:45 и 46 включаются в работу вибропитатели 8, 9, 10 и 11 деталей 1, 2, 3 и 4 переключателя.
После накопления деталей 1, 2, 3 и 4 в накопителях 12, 13, 49 и 50 заканчивается подготовительный этап к запуску линии в автоматический режим работы.
При этом из наклонного накопителя 12 в транспортный лоток 19 поштучно поступает корпус 1 переключателя (базовая деталь) , из накопителя 13 с помощью шиберного механизма 16 на позицию схвата вьщается втулка 2; из монорельсового накопителя 49 с помощью механизма 18 поштучной подачи вьщается на позицию схвата плоская пружина.3, крайний лимб 4, продвинувшийся по лотку-накопителю 50 на позицию схвата, с помощью шиберного механизма 17 на позицию схвата выдается плата 6. С пульта 47 централизованного управления запускается в автоматический режим работы линия сборки. При этом срабатывают все механизмы 27 контроля наличия деталей на позициях; автоматически включается в работу силовой цилиндр 26, и механизм 25 фиксации корпуса 1 на позициях перемещается в положение Расфиксировано, включается в работу силовой цилиндр корпуса 1 на шаг, и в транспортный лоток 19 поступает из лотка-накопителя 12 следующий корпус 1; включается .в работу силовой цилиндр 26, и механизм 25 фиксации корпуса на позициях перемещается в положение Зафиксировано, включается в работу силовой цилиндр 24, и шаговый транспортер 23 совершает обратный (холостой) ход. Включаются в работу одновре менно все механизмы 27 контроля наличия деталей на позициях, технологические манипуляторы 29, 30, 31 и 32, механизм 36 крепления платы 6
к корпусу 1 и все другие исполнител. ныв механизмы линии в том случае, если в их блоки управления не поступил запрещающий работу сигнал с предыдущего по ходу сборки механизма 27 контроля наличия детали на позиции об отсутствии соответствующей детали на этой позиции.
В случае наличия деталей на позициях манипулятор 29 устанавливает втулку 2 в корпус t, манипулятор
30- плоскую пружину 3, манипулятор
31- лимб 4, мини-манипулятор 33 отводит фиксирующую лимб 4 ветвь плоской пружины 3 в корпусе 1 из зоны
35 установки (фиг. 2) лимба 4, манипулятор 32 устанавливает плату 6, а механизм 36 осуществляет крепление 6 к корпусу 1.
Далее собранный программный переключатель под действием шагового транспортера 23 продвигается на наклонный лоток 21 и, соскальз1)тает с него, падает в тару 22 готовой продукции. На лотке 21 установлен фотодатчик (не показано), электрически связанный со счетчиком 48, ведущим счет собранных изделий по сигналам этого фотодатчика.
В случае отсутствия какой-либо -детали в собираемом изделии дальней шая сборка на последующих позициях прекращается и некомплектная сборка после автоматического перемещения шибера 20, открывающего окно в транспортном лотке 19, попадает в тару с браком, после чего шибер 20 автоматически перекрывает окно в транспортном лотке 19.
По мере выработки плат 6 в одной из кассет 14 блока с помощью механизма 15 шаговой подачи он автоматически перемещается на шаг по сигналу соответствующего фотодатчика (не показано). .
Плоская пружина 3 подается на позицию схвата технологического манипулятора 30 следующим образом, (фиг, 8).
Фотодатчики 57 и 58 конечных положений рычага 53 и фотодатчики 63 и 64, контролирующие наличие плоской пружины 3 в кармане 59 дистанционно связаны с блоком 39 управления.
Когда рычаг 53 находится в вертикальном положении (на фиг. 8 показано жирными линиями), отверстие 55 диска 54 совмещается с оптической осью фотодатчика 57, он засветля- ется и, срабатьюая, подает сигнал в блок 39 управления. По дистанционной связи из блока 39 управления одновременно автоматически включаются в работу вибропитатель 10 и силовой цилиндpil:60, который с помощью штока 61 приподнимает прижим 62, и под действием вибрации плоская пружина 3, перемещаясь по лотку-накопителю 49,западает в карман 59 рычага
53 и затемняет фотодатчик 63. По сигналу фотодатчика 63 одновременно прекращается вибрация вибропитателя 10 и срабатывает силовой цилиндр 60, перемешая шток 61 с прижимом 62
вниз, приткимая плоскую пружину 3, затем (после некоторой задержки) включается в работу силовой цилиндр 65, и вал 52 вместе с закрепленными на нем рычагом 53 и диском 54 поворачивается под действием реечной передачи (не показано) на 90 (по ходу часовой стрелки на фиг. 8). При этом рычаг 53 занимает положение, изображенное на фиг. 8 штрихпунктирными линиями, и плоская пружина 3 оказьшается на позиции схвата.
В этот момент отверстие 56 диска 54 совмещается с оптической осью фотодатчика 58 и он засветляется,
оптически фиксируя положение рычага 53 на позиции схвата, а фотодатчик 64 затемняется плоской пружиной 3, оптически фиксируя наличие плоской пружины 3 на позиции схвата. По сигналам фотодатчиков 58 и 64 технологический манипулятор 30 (фиг. 5) вступает в работу.
При этом схват технологического манипулятора 30 опускается над плоской пружиной 3 и по команде соответствующего фотодатчика конечного положения манипулятора 30 (не показано) срабатьшает силовой цилиндр 60, и прижим 62 отпускает плоскую пружину.
Схват манипулятора захватьшает плоскую пружину 3 за выступающие ее части над кромкой кармана 59 и уносит ее с помощью манипулятора 30 на позицию установки в корпус 1, где осуществляет ее установку.
При этом фотодатчик 64 засветляется и по его сигналу срабатывает силовой цилиндр 60, опуская прижим
62, По команде одного из фотодатчиков конечного положения манипулятор 30 (когда его схват находится вне зны захвата детали 3) включается в работу силовой цилиндр 65, и рычаг 53 возвращается вместе с карманом 59 в вертикальное положение. Далее цикл работы автоматически повторяется.
Работу манипулятора 33 для отвод фиксирующей лимб 4 ветви плоской пружины 3 из зоны 35 установки лимба 4 в корпусе 1 можно увидеть на фиг. 2, 3 и 10,
При срабатывании силового цилиндра 67 (по сигналу из блока 40 управления) шток 74 с крючком 76 опускается в зону 35 установки лимба 4. При этом срабатывает фотодатчик 80, и по его сигналу включается в рабо- .ту силовой цилиндр 66, в результате чего шток 69 вместе с силовым цилиндром 67 и крючком 76 перемещается вправо (фиг. 10) и крючок 76 отводит фиксирующую лимб 4 ветвь плоской пружины 3 из зоны 35 установки лимба 4. При этом срабатывает фото- |датчик 73 и по его сигналу включается в работу технологический манипулятор 31 (фиг. 6), осуществляющий с помощью своего схвата захват лимба 4 с позиции схвата (с лотка-накопителя 50), перенос его на позицию установки и установку его в зону 35 По сигналу соответствующего фотодат- чика конечного положения технологи- - ческого манипулятора 31 (не показано) срабатывает силовой цилиндр 66 манипулятора 33, и шток 69 вместе с силовым цилиндром 67 и крючком 76 перемещается влево (фиг. 10),
При этом фиксирующая лимб 4 вет.вь плоской пружины 3 освобожда- ется от действия крючка 76 и под действием силы упругости прижимается к лимбу 4, фиксируя его от проворо- та вокруг своей оси (фиг. 3).
В это время срабатывает фотодат- чик 72 и по его сигналу включается в работу силовой цилиндр 67, в зультате чего шток 74 с крючком 76 поднимается вверх (фиг, 10), занимая исходное положение, которое оп- тически фиксируется фотодатчиком 79,
Далее цикл работы автЪматически повторяется.
5
0
5
10
5
5
0
0
5
Формула изобретения
1, Автоматическая линия сборки переключателей, содержащая автоматические механизмы загрузки корпусов и деталей переключателя, механизмы подачи и установки деталей переключателя, накопители, блоки управле-- ния, механизмы контроля наличия да- . талей на позициях, при этом все упомянутые механизмы соединены транспортным конвейером, отличающаяся тем, что, с целью обеспечения автоматической сборки переключателей, содержащих лимб, втулку для установки лимба и плоскую пружину, она снабжена манипулятором, предназначенным для отклонения ветви плоской пружины, фиксирующей, лимб, из зоны установки лимба, в качестве механизмов контроля наличия деталей использованы механизм контроля наличия втулки переключателя и механизм контроля наличия плоской пружины, в качестве механизмов загрузки и установки деталей использованы механизм загрузки плоской пружины и установки ее в корпус переключателя и механизм установки лимба, а в качестве механизма подачи деталей переключателя использован механизм поштучной подачи плоской пружины, который выполнен в виде одноплечего рычага с приемным карманом, который имеет возможность отклонения на угол 90 в вертикальной плоскости, и силового цилиндра с прижимом на его штоке для приема и фиксации в ориентированном положении плоской пружины, а манипулятор выполнен в виде двух силовых цилиндров, и крючка, один из си-; ловых цилиндров неподвижен, а другой подвижен, причем неподвижный силовой цилиндр расположен горизонтально, а подвижный - вертикально с возможностью возвратно-поступательного перемещения в горизонтальной плоскости относительно неподвижного силового цилиндра без возможности поворота вокруг горизонтальной оси, причем шток неподвижного силового цилиндра кинематически связан с корпусом подвижного силового цилиндра, на штоке которого жестко закреплен крючок, имеющий возможность взаимодействия с отклоняемой ветвью плоской пружины, при этом механизм поштучной подачи плоской пружины расположен на автом1а91
тической линии за механизмом контроля наличия втулки переключателя и дистанционно связан с механизмом загрузки плоской пружины и механизмом установки ее в корпус переключателя, а миниманипулятор расположен на автоматической линии за механизмом контроля наличия плоской пружины и дистанционно связан с механизмом установки лимба.
25456010
2, Линия по п. 1, отличающаяся тем, что механизм поштучной подачи плоской пружины снабжен фотодатчиками для контроля наличия 5 плоской пружины в приемном кармане одноплечего рычага в крайних его положениях , а глубина приемного кармана выполнена равной половине высоты плоской пру- 10 жины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подбора пар радиоэлементов, преимущественно конденсаторов и резисторов | 1986 |
|
SU1522440A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Устройство для сборки шарнирного соединения секаторов | 1983 |
|
SU1271702A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1318382A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЗАГОТОВОК | 1990 |
|
RU2023572C1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Устройство для кассетирования плоских деталей | 1988 |
|
SU1618578A1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1983 |
|
SU1176395A1 |
| Загрузочно-разгрузочное устройство | 1989 |
|
SU1764945A1 |
Изобретение относится к электротехнике, в частности к линии сборки переключателей. Изобретение позволяет обеспечить автоматическую сборку переключателей. Эти переключатели содержат лимб, втулку для установки и ff . гРЬ 4 лимба и плоскую пружину. Автоматическая линия содержит механизмы загрузки поштучной подачи и сборки деталей переключателя. Перемещение собранных узлов переключателя осуще- ствляется с помощью манипуляторов и транспортных устройств.Линия оснащена механизмами контроля сборки и ремещения узлов с одной сборочной позиции на другую. Контроль сборки, перемещения и наличия деталей осуществляется .с помощью фотоэлементов ;- 63, 64. В частности, иеханизм подачи плоской пружины 3 выполнен в виде поворотного рычага 53 и диска 54. 1 з.п. ф- лы, 11 ил. г (Л
фиг.1
f 2 J
(рг/г. 2
фиг.З
(jtJi/e, V
/ Л /5 JAJ 27 28 ,(,/3 а 25 S 23
/ 26 25
37
27
Л
27
фиг.5
- 17
1 f
25
7S 333 27 ff
(риг. f
32
7 75 25 25 ff3
27
V 2 J 23 ZO
фиг. 7
5-5
62
58
фиг.З
фиг. ГО
Редактор М.Петрова
(Put.ff
Составитель Т.Гроздова Техред М.Ходанич
Заказ 4728/57Тираж 643Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 1130353, Москва, Ж-35, Раушская наб,, д. 4/5
rj LMl ЦП - 1-11 «-1jr -Ц -I111-LI--1. L-l- -« 1-1-1 ™ Г ТТ-П 1| 111-1 . . . и I им IT11-|- .-- -- -. .J -Д
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор Т.Колб
| Автоматизированная линия сборки микровыключателей | 1979 |
|
SU1045293A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
