Устройство для питания сварочной дуги имиульсиым током, содержащее силовой блок и схему управления и предназначенное для питания сварочной дуги неплавящимся электродом, известно и может быть применено для сварки тонколистовых металлов и сплавов в любой отрасли машиностроения. Источник питания устройства позволяет получить регулируемые по амплитуде и деятельности импульсы прямоугольной формы.
Предложенное устройство отличается тем, что для получения прямоугольного импульса ступенчатой формы, осуществляющего предварительную закалку точки перед сваркой или сварку точки с последующим отпуском, а также раздельного регулирования длительности ступеней импульса, в схему управления введен генератор ступенчатых импульсов, состоящий из мультивибратора, регулируемого блока линии задержки и смесителя.
Устройство позволяет повысить качество сварки за счет регулирования и подбора термического цикла для трудно свариваемых металлов и сплавов.
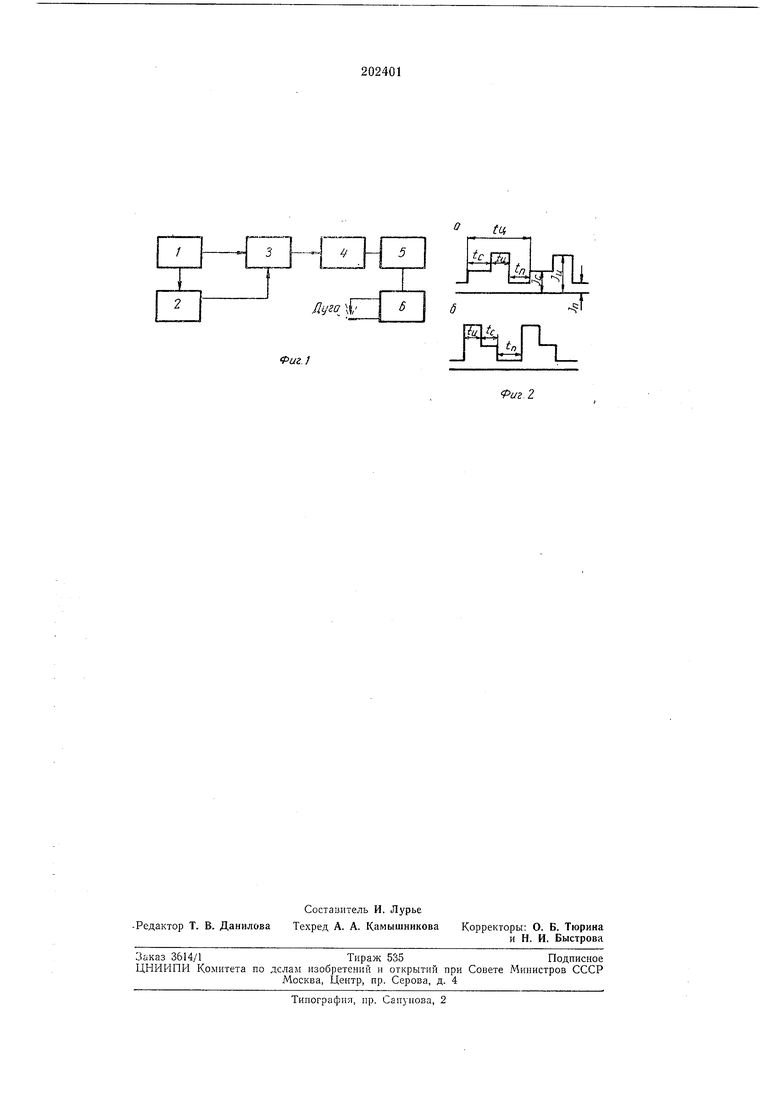
На фиг. 1 изображена схема устройства; на . 2 - форма ступенчатых импульсов тока дуги.
Мультивибратор, собранный на полупроводниковых трнодах, является генератором прямоугольных колебаний и позволяет раздельно регулировать длительность паузы и суммарную длительность ступеньки и импульса. Линия задержки состоит из заторможенного мультивибратора и триггера с двумя устойчивыми состояниями. Смеситель представляет собой простейший интегратор.
На графике а (последовательность ступенька - импульс) представлен вариант предварительной закалки точки перед сваркой; на графике б (последовательность импульс - ступенька) - вариант сварки точки с последующим отпуском.
Предмет и з о б р е т е и и я
Устройство для питания сварочной дуги импульсным током при сварке неплавящимся электродом, содержащее силовой блок и схему управления, отличающееся тем, что, с целью повышения качества сварки за счет регулирования термического цикла для трудно свариваемых металлов и сплавов и раздельного регулирования длительности и амплитуды ступеней импульса, в схему управления введен генератор ступенчатых импульсов, состоящий из мультивибратора, регулируемого блока ЛИКИН задержки и смесителя.
Риг.}
О tu,
/%rv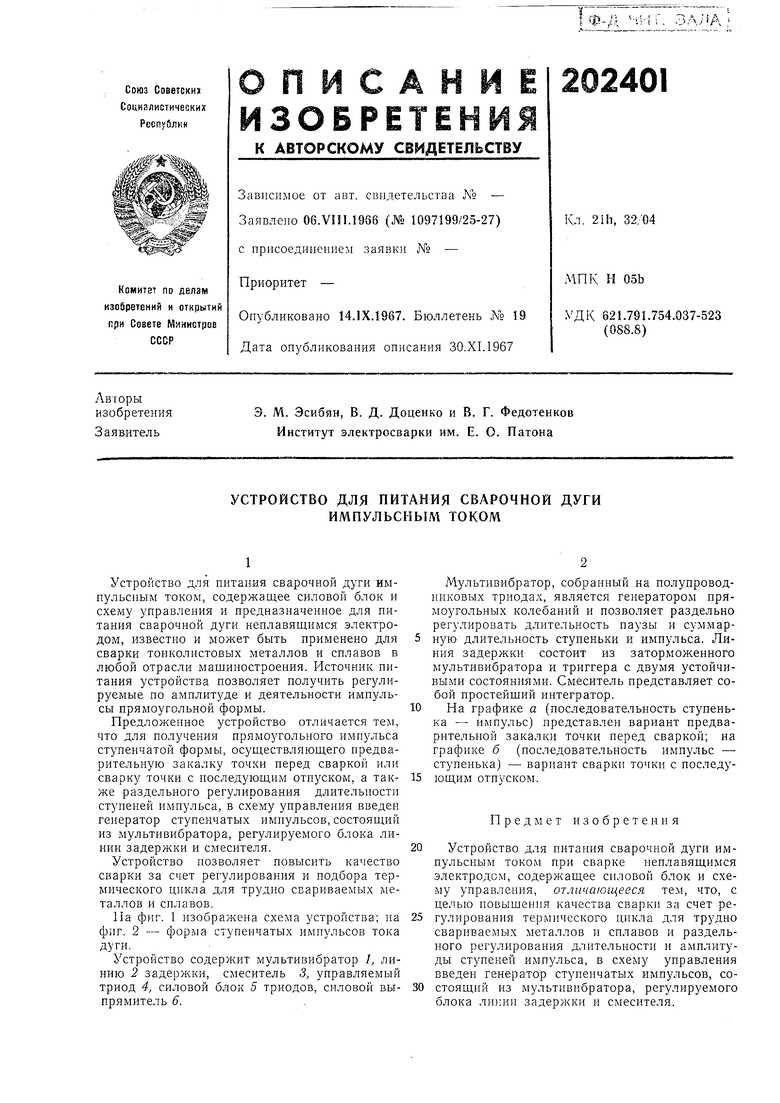
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| Установка для управления процессом сварки неповоротных стыков труб | 1987 |
|
SU1488149A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ РАЗНОПОЛЯРНЫМИ ПРЯМОУГОЛЬНЫМИ ИМПУЛЬСАМИ ТОКА | 1998 |
|
RU2135336C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| Способ автоматической электродуговой сварки погруженной дугой модулированным током | 1978 |
|
SU727365A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ НАПЛАВКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2649351C1 |
| СПОСОБ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ШВА ПРИ СВАРКЕ НЕПЛАВЯШИМСЯ ЭЛЕКТРОДОМ | 1973 |
|
SU364399A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |