Известен способ соединения труб методом лагрева в вакууме и сдавливания, нри котором сваривае.л1ые трубы собирают в телескопическое соединение.
Предложенный способ отличается от известного тем, что нержавеющие трубы с циркониевыми соединяют по резьбе, причем внутреннюю трубу, выполненную из материала с меньшим коэффициентом линейного расширения заирессовызают в резьбу наружной трубы при темперагуре образования между ними эвтектической прослойки при помощи конусного дорна, неремещаемого по впутренней трубе. Это позволяет повысить качество сварного соединения.
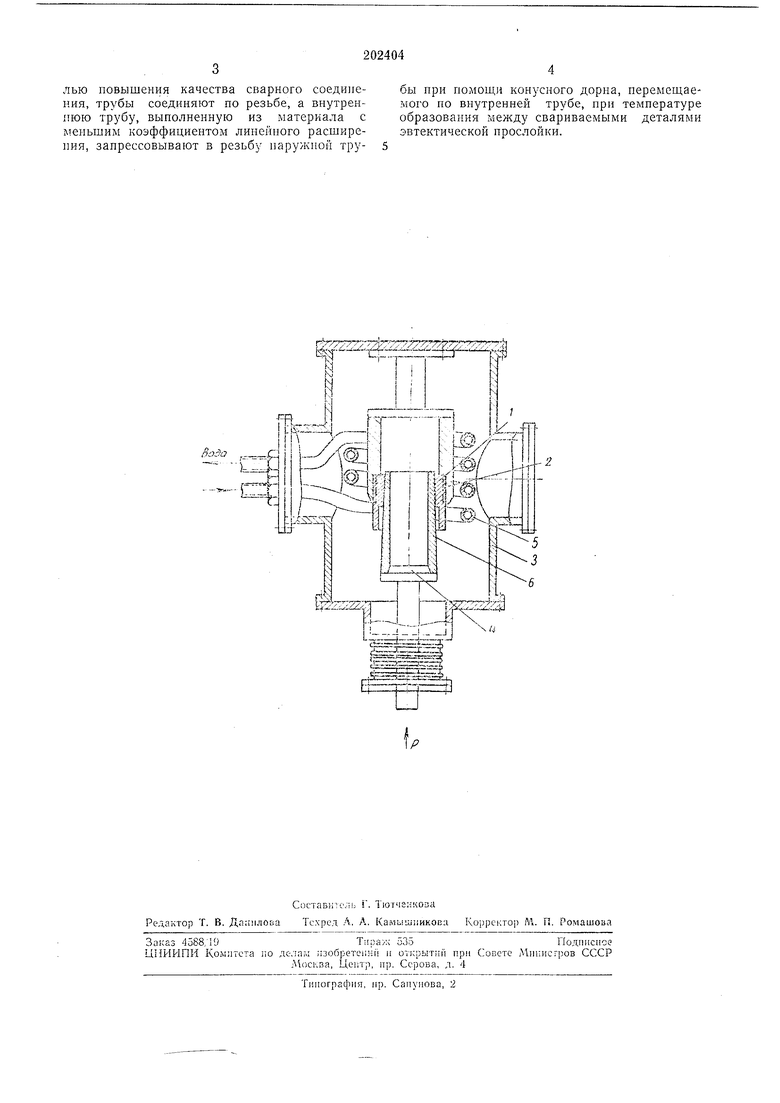
На чертеже приведена схема для пояснения осупдествляемого процесса.
Циркониевую трубу /, на внутренней стороне которой выточен конус с углом наклона образующей 1 , соединяют с трубой 2 из нержавеющей стали и устанавливают в вакуумной камере 3 на шток 4, имеющий вертикальное перемен1,ение. Нагрев деталей переходника до температуры 975-980°С осуществляется высокочастотным охлаждаемым индуктором 5. После этого конусный дорн 6 перемещается вверх штоком 4 и раздает циркониевую трубу /, создавая плотный контакт последней с нержавеющей трубой 2. В результате раздачи создаются условия для диффузионных процессов и образования в резьбе герметизирующей эвтектической прослойки, которая но мере остывания соединения будет все время сжиматься трубой из хромоникелевой аустеиитной стали вследствие разности коэффициентов линейного расширення циркония и стали.
Чтобы не допустить соединения дорна с внутренней частью циркониевой трубы между ними устанавливается жаростойкая прокладка или на конусный дорн наносится изолирующий слой (покрытие).
После раснрессовки вставка выдерживается несколько минут при те.мпературе пайки
и затем во избежание окисления циркония она охлаждается в вакууме до температуры не более . Последующее охлаждение до комнатной температуры производят на воздухе.
После того, как из охлажденной вставки вынрессовывается конусный дорн, ее подвергают механнческой обработке но внутренней и наружной новерхностям.
25
Предмет изобретения
Способ соедипения труб из разнородных металлов с различными коэффициентами линейного расщирения методом нагрева в вакууме 30 и сдавливания, отличающийся тем, что, с целью повышения качества сварного соединения, трубы соединяют по резьбе, а впутренпюю трубу, выполненную из материала с меньшим коэффициентом линейного расширения, запрессовывают в резьбу паружной трубы при поамощн конусного дорна, перемещаемого по внутренней трубе, при температуре образования между свариваемыми деталями эвтектической прослойки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения труб из разнородных металлов | 1978 |
|
SU747584A1 |
| Способ соединения труб из разнородных металлов | 1972 |
|
SU437591A1 |
| ПЕРЕХОДНИК ДЛЯ СВАРКИ ТРУБ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ С ТРУБАМИ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1995 |
|
RU2085350C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ВНАХЛЕСТКУ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ | 2001 |
|
RU2184020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МЕТОДОМ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2219024C1 |
| ОДНОПОСТОВАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ КОРОТКИХ ТРУБ ВНАХЛЕСТКУ | 2001 |
|
RU2183541C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2301732C1 |
| КОРПУС КАНАЛА ЯДЕРНОГО РЕАКТОРА | 1995 |
|
RU2084024C1 |
| Способ диффузионной сварки трубчатых переходников титан-нержавеющая сталь | 2024 |
|
RU2832989C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |