1
Изобретение относится к сварочной технике.
Из основного авт. св. № 202404 известен способ соединения труб из разнородных металлов с различными коэффициентами линейного расширения, при котором трубы соединяют по резьбе и внутреннюю трубу, выполненную из материала с меньшим коэффициентом линейного расширения, запрессовывают в резьбу наружной трубы при помощи конусного дорна, перемещаемого по внутренней трубе, при температуре образования между свариваемыми деталями эвтектической прослойки.
Известный способ не позволяет производить равномерный нагрев внутренней и наружной заготовок из-за образования зазора при нагреве и ухудшения условий теплопередачи от наружной трубы к внутренней, что отражается на качестве соединения и производительности процесса.
Для повышения качества соединения и производительности процесса по предлагаемому способу осуществляют непосредственный нагрев дорна индуктором.
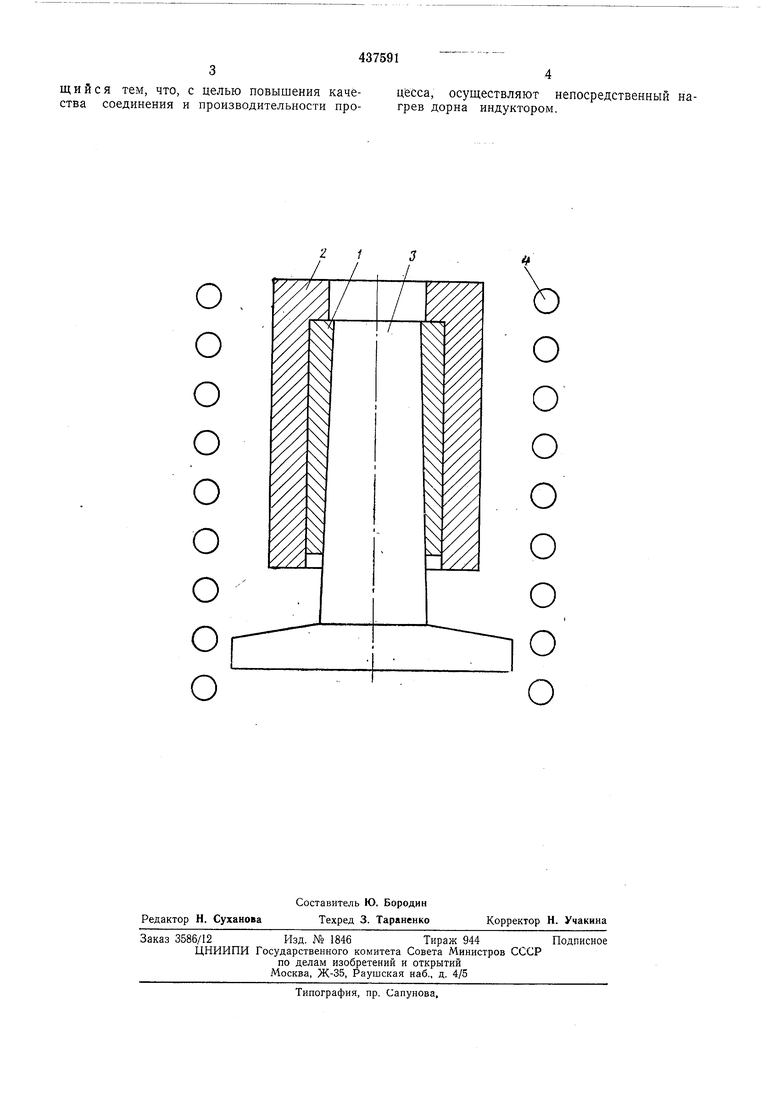
Предлагаемый способ иллюстрируется чертежом.
Заготовки труб, например нержавеющие трубы с циркониевыми, соединяют по резьбе.
причем внутреннюю трубу 1, выполненную из материала с меньшим коэффициентом линейного расширения, запрессовывают в резьбу наружной трубы 2 при температуре образования между ними эвтектической прослойки при помощи конусного дорна 3, перемещаемого по внутренней трубе. Конусный дорн выполнен с утолщением в нижней части диаметром на 10%: больше диаметра наружной трубы и высотой около 30 мм. Нагрев сборки до температуры сварки осуществляют высокочастотным водоохлаждаемым индуктором 4.
Так как диаметр утолщения конусного дорна больше диаметра наружной трубы, то конусный дорн нагревается быстрее и, имея плотный контакт с внутренней трубой, хорошо прогревает ее.
Обеспечивая некоторое опережение нагрева внутренней трубы относительно наружной и перемещая конусный дорн запрессовывают циркониевую трубу в резьбу наружной трубы.
Использование нагрева изнутри с помощью дорна повышает производительность труда за счет сокращения времени нагрева и обеспечивает высокую равномерность нагрева в зоне соединения.
Предмет изобретения
Способ соединения труб из разнородных металлов по авт. св. jY 202404, отличаю
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения труб из разнородных металлов | 1978 |
|
SU747584A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1967 |
|
SU202404A1 |
| Способ изготовления биметаллических труб диффузионной сваркой | 1983 |
|
SU1088901A1 |
| ОДНОПОСТОВАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ КОРОТКИХ ТРУБ ВНАХЛЕСТКУ | 2001 |
|
RU2183541C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ВНАХЛЕСТКУ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ | 2001 |
|
RU2184020C1 |
| ЗАГОТОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ВНАХЛЁСТКУ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ | 2002 |
|
RU2219026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МЕТОДОМ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2219024C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2301732C1 |
| Способ диффузионной сварки разнородных материалов | 2023 |
|
RU2821984C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ | 2003 |
|
RU2243838C2 |
