Известны способы автоматического управления машиной для контактной стыковой сварки оплавлением с изменением параметров режима сварки по заданной программе в течение всего цикла сварки.
Однако существующие способы не обеспечивают высокой устойчивости процесса сварки оплавлением, постоянной величины зоны нагрева свариваемых изделий и достаточной стабильности качества сварных соединений.
Предлагаемый способ лишен указанных недостатков благодаря тому, что управление сварочной машиной осуществляют по программе, состоящей из нескольких периодов, каждый из которых задается отдельным программирующим устройством.
В течение первого периода параметры режима сварки поддерживают постоянными на заданном уровне, а продолжительность периода задают в зависимости от размеров и конфигурации свариваемого изделия; в течение второго периода изменяют по программе напряжение на губках мащины, а остальные параметры режима сварки поддерживают неизменными; в течение третьего периода изменяют скорость перемещения нодвижного зажима сварочной машины и напряжение на губках машины, а остальные нараметры поддерживают неизменными; в течение четвертого периода, соответствующего периоду осадки, задают линейную величину осадки и длительность нротекания тока. Может быть также нятый период, в течение которого изменяют по программе длительность остыван1 я н величину проковки стыка. При этом подготовительный период, необходимый для снлавления неровностей торцов, не входит в суммарное время программного цикла сварки.
Такой способ автоматического программного управления стабилизирует качество сварных стыков н облегчает переналадку машнны для сварки другого изделия. Она своднтся к замене перфокарты.
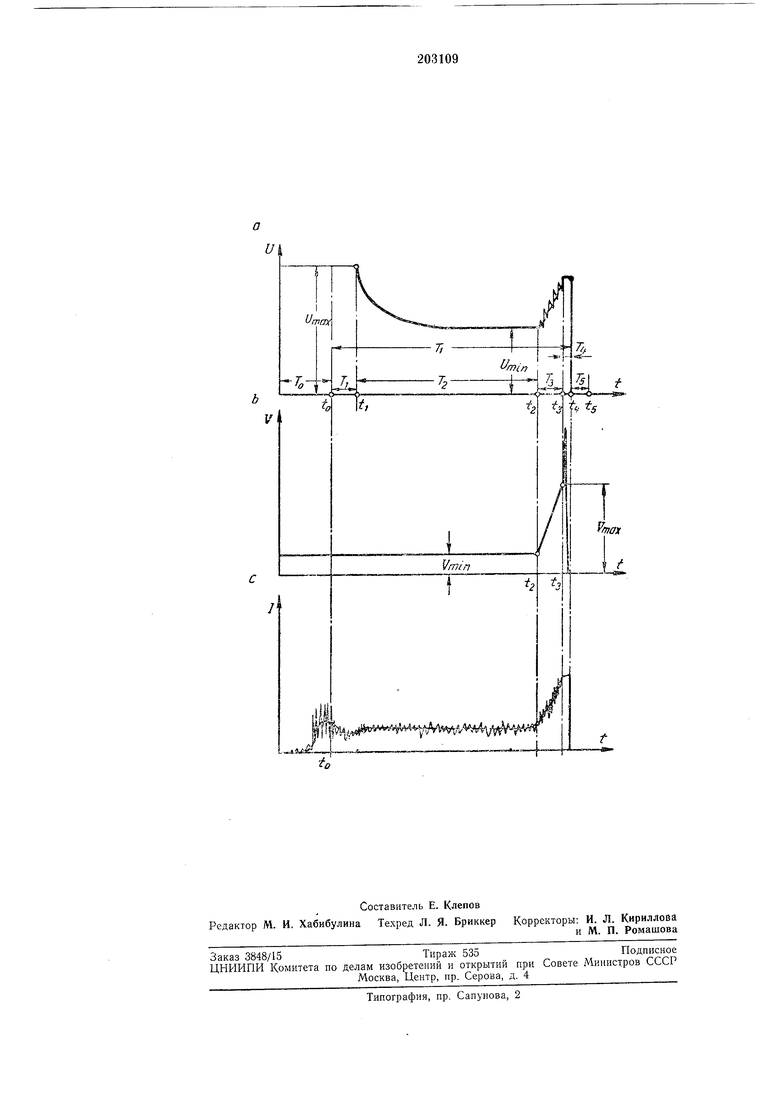
Сущность способа поясняется графиками: а - график заданного изменения напряжения на губках сварочной мащнны; в - график заданного изменения скорости перемещения подвижного зажима сварочной машнны, с - график изменения сварочного тока.
Рассматриваемый цикл сваркн содержит пять периодов: продолжительность первого периода Г., второго - Го, третьего - Т;,, четвертого - r.i и пятого - Т.
Пропесс сварки начинается в момент времени / 0. Программирующее устройство прп этом не включено н происходит сплавление неровностей торцов свариваемых изделий. По jMepe сплавления выступов и выравнивания торцов вплоть до начала сплавления по всему сечению, сварочный ток возрастает до
экстремального значения (на чертеже с). В момент перехода кривой тока через экстремум специальным узлом включается программирующее устройство и начинается выполнение программы изменения параметров режима сварки.
В течение первого периода с момента времени /о ДО 1 параметры режима сварки поддерживают постоянными на заданном уровне, а продолжительность периода Т задают в зависимости от размеров и конфигурации свариваемого изделия.
Во втором периоде, продолжающемся с момента времени ti до 4, напряжение U на губках сварочной машины изменяют по заданной программе (а). Остальные параметры режима сварки в течение второго периода продолжительностью Гз поддерживают неизменными.
В третий период, с момента времени 4 до /3, по заданной программе изменяют скорость (Vmtt.t VMaKc.) перемещения подвижного зажима сварочной машины (0) и напряжение (.. макс.) на губках машины (а).
Четвертый период, соответствующий периоду осадки продолжительностью Т, начинается в момент времени 4 и заканчивается в момент времени t. В течение этого периода программирующим устройством задается линейная величина осадки свариваемого изделия и длительность протекания тока во время осадки.
В течение пятого периода цикла продолжительностью TS с момента времени /4 До з, происходит остывание осаженного стыка в зажимных губках машины и его проковка.
В течение этого периода блокировочные устройства препятствуют разжатию губок, тем
самым предотвращая возможность возникновения надрывов и трещин в неостывшем стыке.
В момент 4 блокировка разжатия губок нрекращается и одновременно осуществляется возврат устройства автоматического программного управления машиной к исходному состоянию.
Предмет изобретения
1.Способ автоматического управления мащиной для контактной стыковой сварки оплавлением, при котором параметры режима
сварки изменяются по заданной программе, отличающийся тем, что, с целью повыщения качества сварного соединения, управление осуществляют по программе, состоящей из нескольких периодов, каждый из которых задается отдельным программирующим устройством.
2.Способ по п. 1, отличающийся тем, что в течение первого периода параметры режима сварки поддерлшвают постоянными на заданном уровне, а продолжительность периода задают в зависимости от размеров и конфигурации свариваемого изделия; в течение второго периода изменяют по программе напряжение на губках машины, а остальные параметры режима сварки поддерживают неизменными; в течение третьего периода изменяют скорость перемещения подвижного зажима сварочной машины и напряжение на губках машины, а остальные параметры режима
сварки поддерживают неизменными; в течение четвертого периода, соответствующего периоду осадки, задают линейную величину осадки и длительность протекания тока.
-L
т,
йГ
5J f
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯЛи | 1967 |
|
SU203110A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2009 |
|
RU2393068C1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Способ управления процессом стыковой сварки оплавлением | 1991 |
|
SU1757818A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки оплавлением | 1979 |
|
SU854642A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1743762A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2433895C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ И ИЗМЕРЕНИЕМ ТЕМПЕРАТУРЫ ОБРАЗЦОВ ИЗДЕЛИЙ РАЗЛИЧНОГО СЕЧЕНИЯ | 2012 |
|
RU2504462C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2434725C1 |
| Устройство для управления машиной контактной стыковой сварки оплавлением | 1985 |
|
SU1255337A1 |