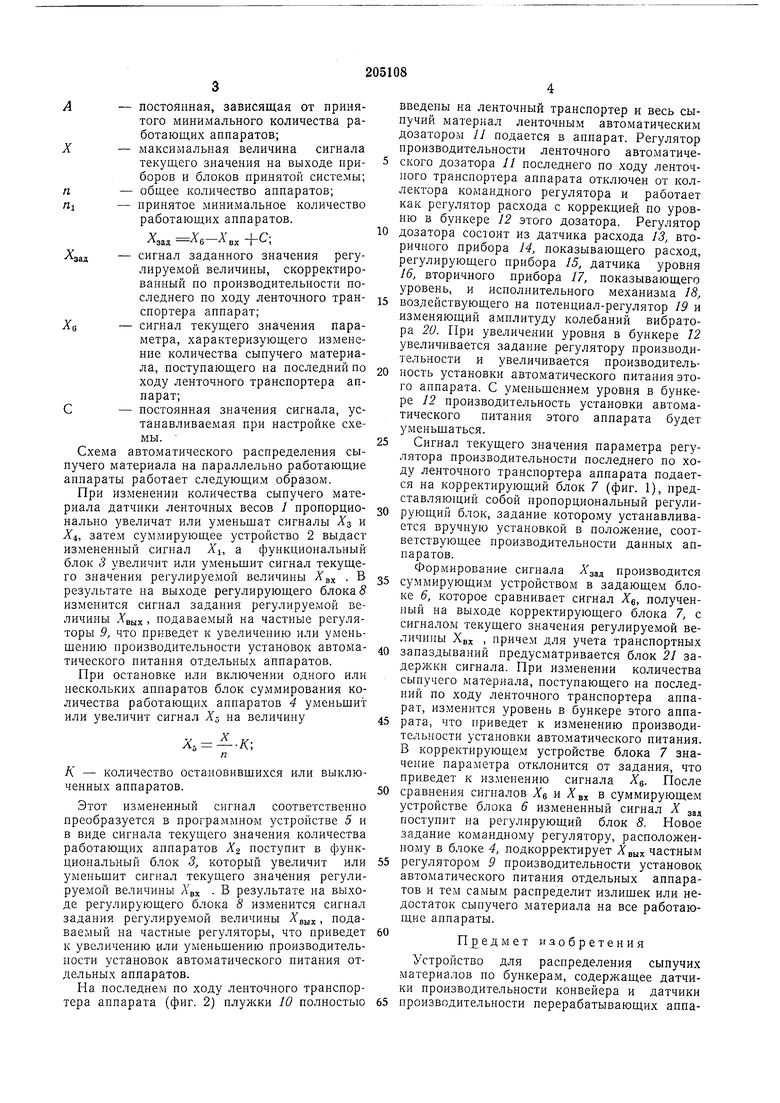
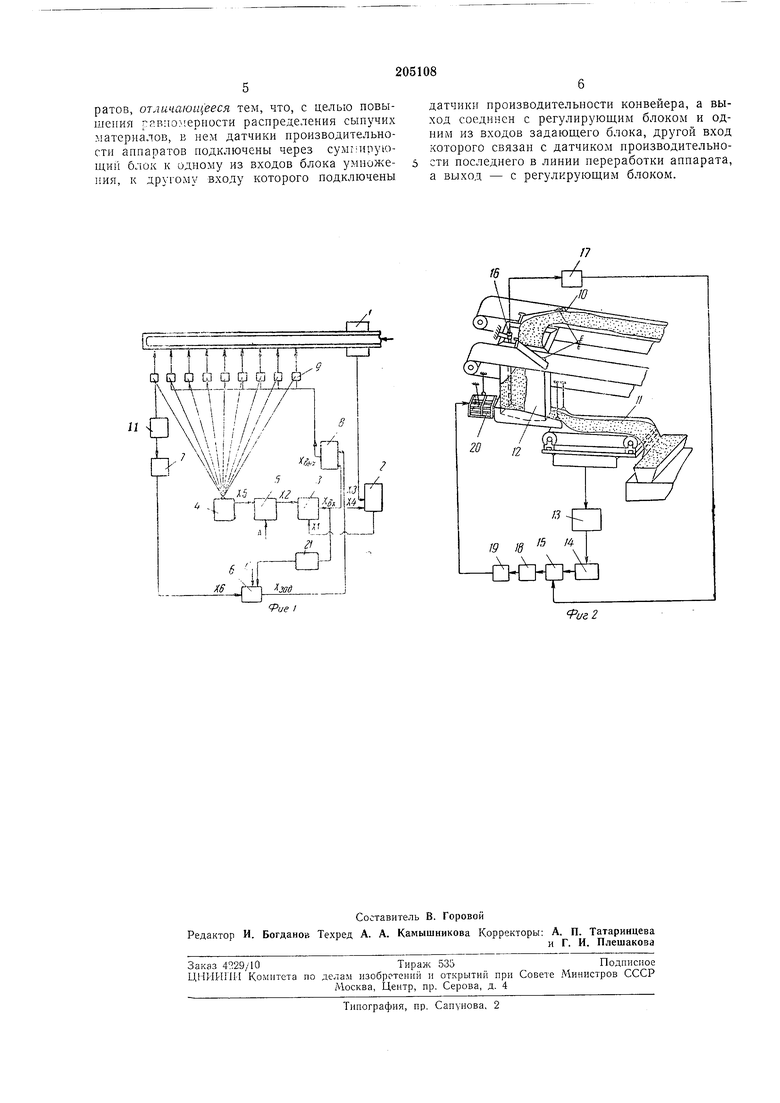
Известны устройства для распределения сыпучих материалов по бункерам, содержащие бункерные датчики уровня, логические схемы и исполнительные органы. Предложенное устройство позволяет авто- 5 матически распределить по соответствующим бункерам весь сыпучий материал, поступающий по ленточному транспортеру, причем распределение возможно в следующих вариантах: а)равномерно по всем работающим аппа- 10 ратам; б)в заданном соотношении, что важно при наличии аппаратов, работающих с различной производительностью, или для аппаратов различной мощности;15 в)с постоянной заданной нагрузкой на часть работающих аппаратов и с переменной, в зависимости от колебаний поступающего сыпучего материала на остальную часть аппарата.20 На фиг. 1 приведена функциональная схема устройства, на фиг. 2 - схема установки питания последнего по ходу аппарата. Устройство состоит из датчиков - автоматических ленточных весов 1, суммирующего 25 устройства 2, функционального блока 3, блока 4 суммирования количества работающих аппаратов, программного устройства 5, задающего и корректирующих блоков 6, 7 и вторичного прибора с регулирующим блоком 8. 30 ания Азад регулируемой величины регуляторы У формируется коегулятором, при этом выходной будет равен: -Л„„т Л„т -(- AJ ВЫХ - де Xn Xi-Xz; сигнал текущего значения регулируемой величины. сигнал текущего значения параметра, характеризующего изменения количества сыпучего материала;сигналы текущего значения количества сыпучего материала, подаваемого основным и резервным ленточными транспортерами. Y сигнал текущего значения параметра, характеризующего количество работающих аппаратов;
А- постоянная, зависящая от принятого минимального количества работающих аппаратов;
X- максимальная величина сигнала
текущего значения на выходе приборов и блоков принятой системы;
п- общее количество аппаратов;
rti- принятое минимальное количество
работающих аппаратов.
зад
зад - сигнал заданного значения регулируемой величины, скорректированный по производительности последнего по ходу ленточного транспортера аппарат;
0- сигнал текущего значения параметра, характеризующего изменение количества сыпучего материала, поступающего на последний по ходу ленточного транспортера аппарат;
С- постоянная значения сигнала, устанавливаемая при настройке схемы.
Схема автоматического распределения сыпучего материала на параллельно работающие аппараты работает следующим образом.
При изменении количества сыпучего материала датчики ленточных весов / пропорционально увеличат или уменьшат сигналы Аз и 4, затем суммирующее устройство 2 выдаст измененный сигнал Al, а функциональный блок 5 увеличит или уменьшит сигнал текущего значения регулируемой величины . В результате на выходе регулирующего блока 5 изменится сигнал задания регулируемой величины вых , подаваемый на частные регуляторы 9, что приведет к увеличению или уменьшению производительности установок автоматического питания отдельных аппаратов.
При остановке или включении одного или нескольких аппаратов блок суммирования количества работающих аппаратов 4 уменьшит или увеличит сигнал Х- на величину
V 1.
AS - -л;
к - количество остановившихся или выключенных аппаратов.
Этот измененный сигнал соответственно преобразуется в программном устройстве 5 и в виде сигнала текущего значения количества работающих аппаратов Х поступит в функциональный блок 3, который увеличит или уменьшит сигнал текущего значения регулируемой величины Авх . В результате на выходе регулирующего блока 8 изменится сигнал задания регулируемой величины . подаваемый на частные регуляторы, что приведет к увеличению или уменьшению производительности установок автоматического нитания отдельных аппаратов.
введены на ленточный транспортер и весь сыпучий материал ленточным автоматическим дозатором и подается в аппарат. Регулятор производительности ленточного автоматического дозатора 11 последнего по ходу ленточного транспортера аппарата отключен от коллектора командного регулятора и работает как регулятор расхода с коррекцией по уровню в бункере 12 этого дозатора. Регулятор
дозатора состоит из датчика расхода 13 вторичного прибора 14, показывающего расход, регулирующего прибора 15, датчика уровня 16, вторичного прибора 17, показывающего уровень, и исполнительного механизма 18,
воздействующего на нотенциал-регулятор 19 и изменяющий амплитуду колебаний вибратора 20. При увеличении уровня в бункере 72 увеличивается задание регулятору производительности и увеличивается производительность установки автоматического питания этого аппарата. С уменьшением уровня в бункере 12 производительность установки автоматического питания этого аппарата будет уменьшаться.
Сигнал текущего значения параметра регулятора производительности последнего по ходу ленточного транспортера аппарата подается на корректирующий блок 7 (фиг. 1), представляющий собой пропорциональный регулирующий блок, задание которому устанавливается вручную установкой в положение, соответствующее производительности данных аппаратов.
Формирование сигнала Азад производится
суммирующим устройством в задающем блоке 6, которое сравнивает сигнал Х, полученный на выходе корректирующего блока 7, с сигналом текущего значения регулируемой величины XBX , причем для учета транспортных
запаздываний предусматривается блок 21 задержки сигнала. При изменении количества сыпучего материала, поступающего на последний по ходу ленточного транспортера аппарат, изменится уровень в бункере этого аппарата, что приведет к изменению производительности установки автоматического питания. В корректирующем устройстве блока 7 значение параметра отклонится от задания, что приведет к изменению сигнала Х. После
сравнения сигналов Х н Х в суммирующем устройстве блока 6 измененный сигнал X зад поступит на регулирующий блок 8. Повое задание командному регулятору, расположенному в блоке 4, подкорректирует АВЫХ частным
регулятором 9 производительности установок автоматического питания отдельных аппаратов и тем самым распределит излишек или недостаток сыпучего материала на все работающие аппараты.
Предмет изобретения
ратов, отличающееся тем, что, с целью повышения равпозерности распределения сыпучих материалов, в нем датчики производительности аппаратов подключены через сумг;ирующ,и11 блок к одному из входов блока умножения, к другому входу которого подключены
датчики производительности конвейера, а выход соединен с регулирующим блоком и одним из входов задающего блока, другой вход которого связан с датчиком производительности последнего в линии переработки аппарата, а выход - с регулирующим блоком.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РАСПРЕДЕЛЕНИЯ СЫПУЧИХ МАТЕРИАЛОВ ПО АППАРАТАМ | 1970 |
|
SU286588A1 |
| Устройство для автоматического расп-РЕдЕлЕНия СыпучиХ МАТЕРиАлОВ пОАппАРАТАМ | 1977 |
|
SU831690A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ | 1970 |
|
SU277618A1 |
| Способ управления процессом распределения рафинадной кашки по прессам | 1986 |
|
SU1423589A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА СУШКИ СЫПУЧИХ МАТЕРИАЛОВ | 1972 |
|
SU334462A1 |
| Весовой дозатор непрерывного действия | 1990 |
|
SU1742630A2 |
| Способ автоматического регулирования расхода бикарбоната натрия в аппараты кальцинации содового производства | 1986 |
|
SU1407906A1 |
| Ленточный дозатор сыпучих материалов | 1974 |
|
SU670817A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЛИНИЕЙ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ТЕКСТУРАТОВ | 2009 |
|
RU2412052C1 |
| Способ управления загрузкой ленточного конвейера | 1980 |
|
SU908701A1 |
Г---г: ;;:;
ТТ-ПТТТП
AiMJf
11
„А/ , / ,
.1 р1 Г--1
Г6
иг2
