Известны устройства для взвешивания и клеймения веса штучных изделий, содержащие транапортируюш,ий механизм, перекладчик изделий которого кинематически связа« с приводом, установленным на неподвижном основании, весовой рычажный механизм с автоматической системой преобразования весового отклонения, состояш,ий из источника света, оптической решетки и фотоэлектрического приемника, и механизм клеймения со счетчиком и с блоком управления.
Предлагаемое устройство отличается от известных тем, что для повышения точности клей.мения группы веса на поверхности изделия в нем механизм клеймения выполнен в виде сектора, по дуге которого в радиальном направлении расположены цилиндры с размещенными в них ударниками-бойками, проводимыми в движение сжатым воздухом, поступающим через золотники блока управления, получающего импульсы от автоматической системы преобразования весового отклонения. Эта система снабжена отсекателем светового луча, выполненным в виде светонепроницаемого слоя на подвижной решетке, отсекающим луч от источника света лри весе изделия меньше допустимого. Кроме того, для снижения погрешности взвешивания и удобства обслуживания перекладчик изделий выполнен В виде качающейся по дуге окружности площадки, скрепленной через кривошипы с основанием, с консольно установленными над изделиями подхватами в виде изогнутых рычагов, взаимодействующих с изделиями в нижних точках дуг окружности от силового привода. Привод размещен на перекладчике и кинематически связан с подхватами.
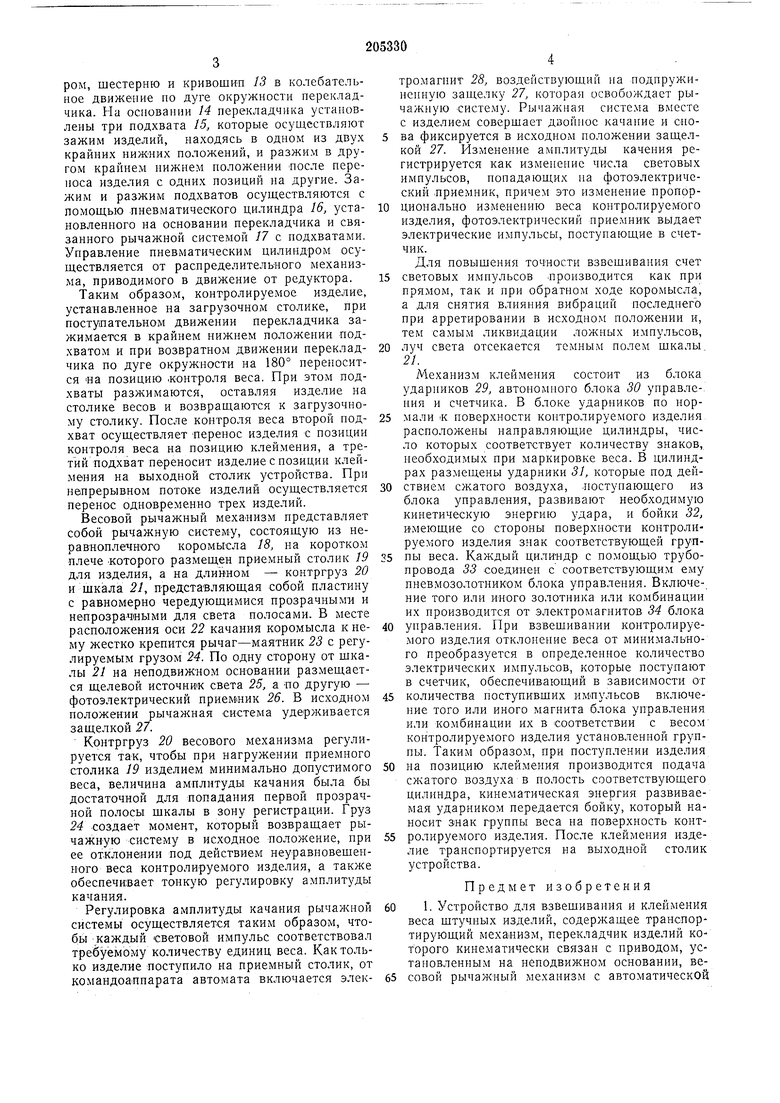
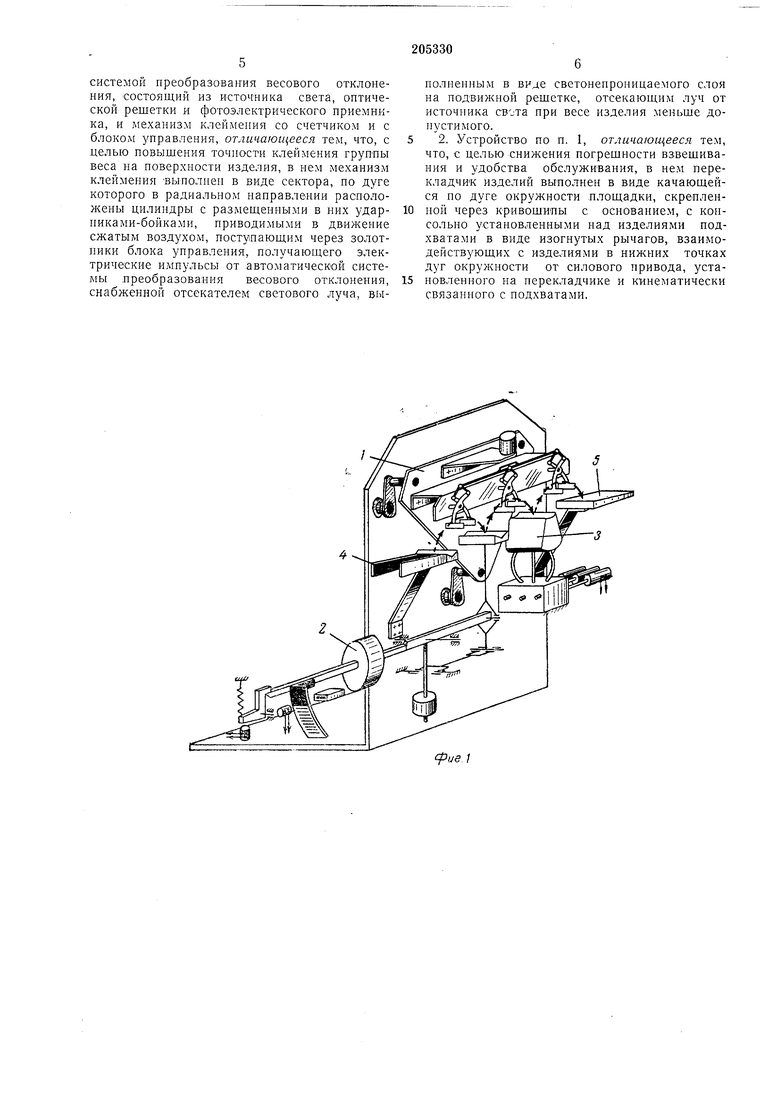
На фиг. 1 показана лриппи-пиальная схема устройства; на фиг. 2 - схема транспортирующего механизма; на фиг. 3 - схема весового рычажного механизма с автоматической системой преобразования весового отклонения; на фиг. 4 - схема механизма клеймения.
Устройство состоит из транспортирующего механизма 1, весового рычажного механизма 2 и механизма 3 клеймения.
Изделия, подвергаемые контролю, поступают на загрузочный столик 4 транспортирующего
механизма, а оттуда - на рабочую позицию весового рычажного механизма и механиз.ма клеймения и выходной столик 5.
Транспортирующий механизм состоит из автоном ного основания 6, & котором смонтированы электродвигатель 7 с редуктором 8, рычаг 9 с зубчатым сектором, шестерня 10, перекладчик //, загрузочный 4 и выходной 5 столики. Вращательное движение выходного вала редуктора с помощью кривошипа 12
ром, шестерню и кривошип 13 в колебательное движенне по дуге окружности перекладчика. На основании 14 перекладчика установлены три подхвата 15, которые осуш,сствляют зажим изделий, находясь в одном из двух крайних ниж«их положений, и разжим в другом крайнем нижнем положении После переноса изделия с одних позиций на другие. Зажим и разжим подхватов осуществляются с помош,ью пневматического цилиндра 16, установленного на основании перекладчика и связанного рычажной системой 17 с подхватами. Управление пневматическим цилиндром осуществляется от распределитель-иого механизма, приводимого в движение от редуктора.
Та:ким образом, контролируемое изделие, устанавленное на загрузочном столике, при поступательном движении перекладчика зажимается в крайнем нижнем положении подхватом и при возвратном движении перекладчика по дуге окружности на 180° переносится на позицию .контроля веса. При этом подхваты разжимаются, оставляя изделие на столике весов и возвращаются к загрузочному столику. После контроля веса второй подхват осуществляет -перенос изделия с позиции контроля веса на позицию клеймения, а третий подхват переносит изделие с позиции клеймения на выходной столик устройства. При непрерывном потоке изделий осуществляется перенос одновременно трех изделий.
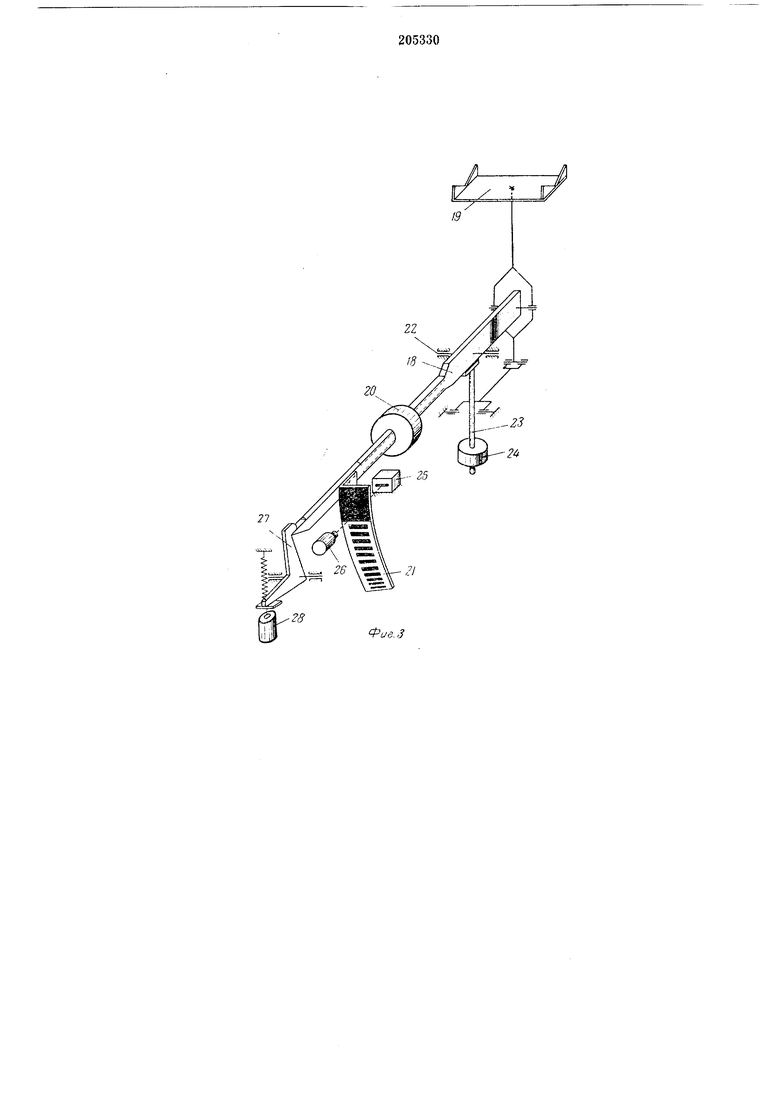
Весовой рычажный механизм представляет собой рычажную систему, состоящую из неравноплечного коромысла 18, на коротком плече Которого размещен приемный столик 19 для изделия, а на длинном - контргруз 20 и щкала 21, представляющая собой пластину с равномерно чередующимися прозрачными и непрозрачными для света полосами. В месте расположения оси 22 качания коромысла к нему жестко крепится рычаг-маятник 23 с регулируемым грузом 24. По одну сторону от щкалы 21 на неподвижном основании размещается щелевой источник света 25, а -по другую - фотоэлектрический приемиик 26. В исходном положении рычажная система удерживается защелкой 27.
Контргруз 20 весового механизма регулируется так, чтобы при нагружении приемного столика 19 изделием минимально допустимого веса, величина амплитуды качания была бы достаточной для попадания цервой прозрачной полосы шкалы в зону регистрации. Груз 24 создает момент, который возвращает рычажную систему в исходное положение, при ее отклонении под действием неуравновешенного веса контролируемого изделия, а также обеспечивает тонкую регулировку амплитуды качания.
Регулировка амплитуды качания рычажной системы осуществляется таким образом, чтобь1 каждый световой импульс соответствовал требуемому количеству единиц веса. Как только изделие поступило на приемный столик, от командоа ппарата автомата включается электромагнит 28, воздействующий на подпружиненную защелку 27, которая освобождает рычажную систему. Рычажная система вместе с изделием совершает двойное качание и снова фиксируется в исходном положении защелкой 27. Изменение амплитуды качения регистрируется как изменение числа световых импульсов, попадающих на фотоэлектрический .приемник, причем это изменение пропорционально изменению веса контролируемого изделия, фотоэлектрический приемник выдает электрические импульсы, поступающие в счетчик. Для повышения точности взвешивания счет
световых импульсов производится как при прямом, так и при обратном ходе коромысла, а для снятия влияния вибраций последнего при арретировании в исходном полол ении и, тем самым ликвидации ложных импульсов,
луч света отсекается темным полем шкалы 21.
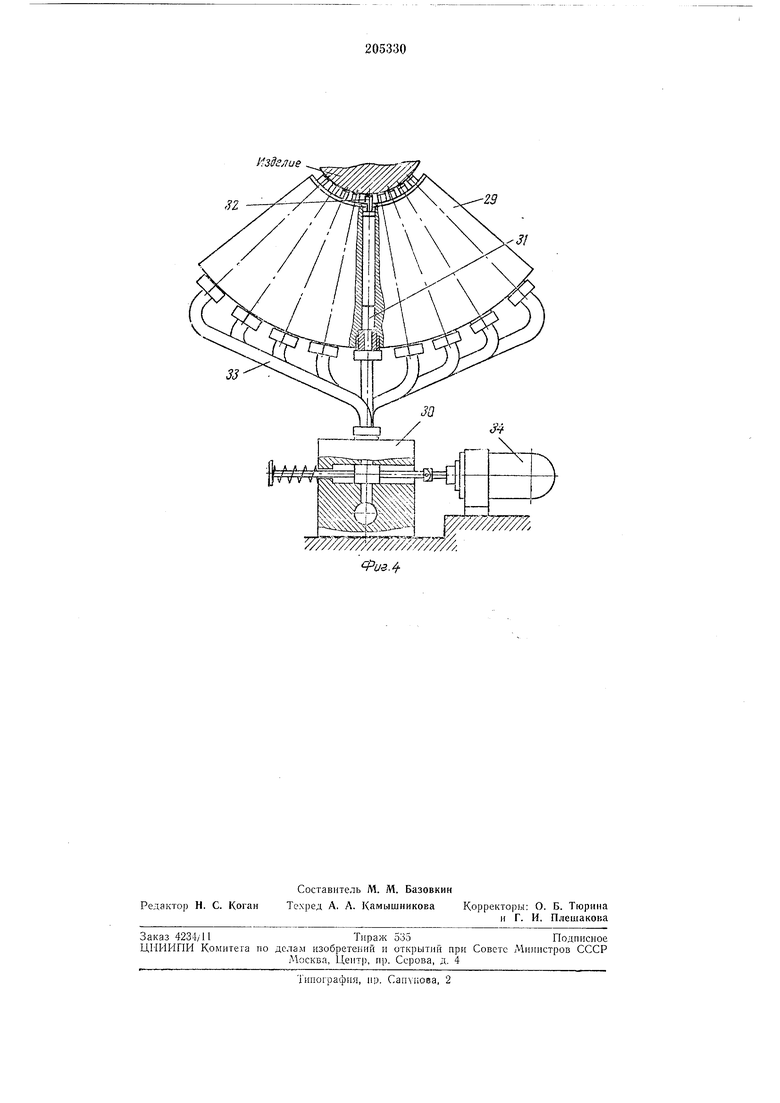
Механизм клеймения состоит из блока ударников 29, автономного блока 30 управле-, ПИЯ и счетчика. В блоке ударников по норМали к поверхности контролируемого изделия расположены направляющие цилиндры, число которых соответствует количеству знаков, необходимых при маркировке веса. В цилиндрах размещены ударники 31, которые под действием сжатого воздуха, лостунающего из блока управления, развивают необходимую кинетическую энергию удара, и бойки 32, имеющие со стороны поверхности контролируемого изделия знак соответствующей группы веса. Каждый цилиндр с помощью трубопровода 33 соединен с соответствующи.м ему пневмозолотником блока управления. Включение того или иного золотника или комбинации их производится от электромагнитов 34 блока
управления. При взвешивании контролируемого изделия отклонение веса от минимального преобразуется в определенное количество электрических импульсов, которые поступают в счетчик, обеспечивающий в зависимости от
количества поступивших имлульсов включение того или иного магнита блока управотения или комбинации их в соответствии с весом контролируемого изделия установленной грунпы. Таким образом, при поступлении изделия
на позицию клеймения производится подача сжатого воздуха в полость соответствующего цилиндра, кинематическая энергия развиваемая ударником передается бойку, который наносит 31нак группы веса на поверхность контролируемого изделия. После клеймения изделие транспортируется на выходной столик устройства.
Предмет изобретения
1. Устройство для взвешивания и клеймения веса штучных изделий, содержащее транспортирующий механизм, перекладчик изделий которого кинематически связан с приводом, установленным на неподвижном основании, весистемой преобразования весового отклонения, состоящий из источника света, оптической решетки и фотоэлектрического приемника, и механизм клеймения со счетчиком и с блоком управления, отличающееся тем, что, с целью повышения точности клеймения группы веса на поверхности изделия, в нем механизм клеймения выполнен в виде сектора, по дуге которого в радиальном направлении расположены цилиндры с размещенными в них ударниками-бойками, приводимыми в движение сжатым воздухом, поступающим через золотники блока управления, получающего электрические импульсы от автоматической системы преобразования весового отклонения, снабженной отсекателем светового луча, вынолненным в виде светоненроницаемого слоя на подвижной решетке, отсекающим луч от источника свота при весе изделия меньше допустимого.
2. Устройство по п. 1, отличающееся тем, что, с целью снижения погрешности взвешивания и удобства обслуживания, в нем перекладчик изделий выполнен в виде качающейся по дуге окружности .площадки, скрепленной через кривошипы с основанием, с консольно установленными над изделиями подхватами в виде изогнутых рычагов, взаимодействуюших с изделиями в нижних точках дуг окружности от силового привода, установленного на перекладчике и кинематически связанного с подхватами,
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО Для УКЛАДКИ хл1ЁБА в лотки | 1968 |
|
SU232096A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ДЕТАЛЕЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 1972 |
|
SU327957A1 |
| ВСЕСОЮЗНАЯ "i | 1973 |
|
SU370476A1 |
| АВТО/\^АТИЧЕСКАЯ ЛИНИЯ УПАКОВКИ ИЗДЕЛИЙ | 1973 |
|
SU408741A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТВЕРДОСТИ АБРАЗИВНЫХ БРУСКОВ НА КЕРАМИЧЕСКОЙ СВЯЗКЕ | 1964 |
|
SU219856A1 |
| РЫЧАЖНЫЕ ВЕСЫ ДЛЯ ВЗВЕШИВАНИЯ ПОДВИЖНОГОСОСТАВА | 1972 |
|
SU334489A1 |
| Устройство для клеймения | 1985 |
|
SU1303209A1 |
| Устройство для клеймения | 1979 |
|
SU814513A2 |
| СПОСОБ НАРАЩИВАНИЯ ЭНЕРГИИ РАЗГОНА ОСНОВНОЙ МЕХАНИЧЕСКОЙ СИСТЕМЫ ПРИ ИЗМЕНЕНИИ ЕЕ КОНСЕРВАТИВНОСТИ И МЕХАНИЗМ ДЛЯ ДРОБЛЕНИЯ ГОРНЫХ ПОРОД ПРИ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2418949C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ПРОЦЕССА КРИСТАЛЛИЗАЦИИ СВАРОЧНОЙ ВАННЫ | 1967 |
|
SU197809A1 |
(рие. 1
16
15
.g
21
Фие. 3
..
29
31
fus.
