Известен способ определения параметров процесса кристаллизации сварочной ванны с помощью скоростиой киносъемки.
Предложенный снособ отличается от известного тем, что сварочную ванну выплескивают в различные моменты сварочного цикла импульс-пауза, а затем измеряют оставшуюся после выплеска закристаллизовавшуюся часть металла шва. Этот снособ позволяет экспериментально определить параметры процесса кристаллизации сварочной ваины при импу.льсно-дуговой сварке неплавяш,имся электродом.
При установившемся процессе сварки импульсной дугой, когда время импульса и паузы строго повторяется и когда количество тепловой энергии, вводимой в изделие каждым импульсом, постоянно, объем и форма сварочной ванны в каждый цикл сварки одинаковые. Это дает возможность нутем многократных сварок образцов и выплескивания сварочной ванны в разные моменты цикла сварки прослеживать изменепия отдельных параметров кристаллизации.
Описываемый способ позволяет:
б)определить объемную или весовую скорости затвердевания жидкого металла сварочной ванны (в ммя/сек или г/сек);
в)проследить изменение формы сварочной ванны за цикл имнульс - пауза;
г)определить ли}1ейную скорость кристаллизации сварочной ванны.
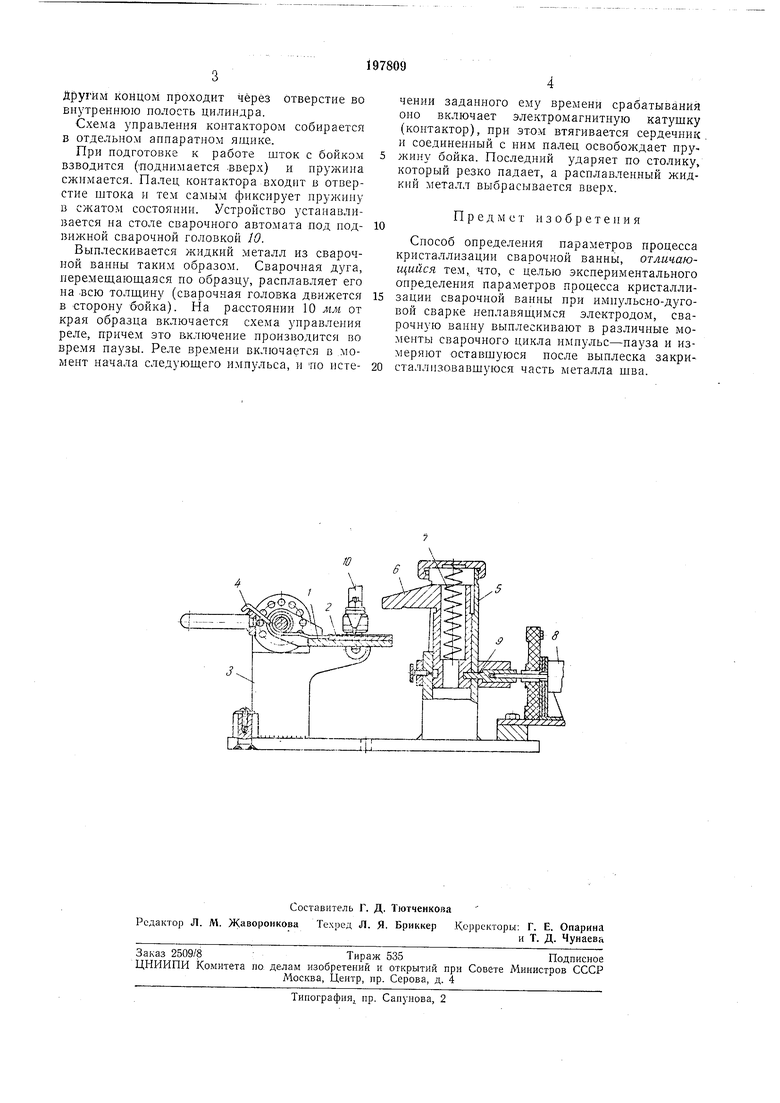
На чертеже показана одна из возможных конструкций устройства для выилескивания
сварочной ванны.
Устройство содержит столик /, на который укладывается образец. Столик выполиен из листовой стали с медным вкладышем 2 и через шеки шарнирно закреплен на стойках 3.
Во вкладыше выфрезерована канавка, размеры которой устанавливаются в соответствии с задаиными требованиями (сварка на весу или на формирующей подкладке). В канавку нодается инертный газ для защиты обратной
стороны шва от окисления. Образец в приспособлении зажимается двумя прижимами 4. В рабочем (горизонтальном) положении столик удерживается от свободного падения при помопдн двух винтов, уравновешнвающих давлепне прижнма.
Устройство включает в себя ударный механизм, состоящий из цилиидра 5, в котором находится шток с бойком 6 и пружиной 7, и электромагнитного контактора 8. На сердечДругим концом проходит через отверстие во внутреннюю нолость цнлиндра.
Схема управления контактором собирается в отдельном аппаратном ящнке.
При подготовке к работе шток с бойком взводится (поднимается .вверх) и пружина сжимается. Палец контактора входит в отверстие штока и тем самым фиксирует нружииу в сжатом состоянии. Устройство устанавливается на столе сварочного автомата под иодвижной сварочной головкой 10.
Выплескивается жидкий металл из сварочной ванны таким образом. Сварочная дуга, перемещающаяся по образцу, расплавляет его на .всю толщину (сварочная головка движется в сторону бойка). На расстоянии 10 мм от края образца включается схема управления реле, причем это включение производится во время паузы. Реле времени включается в момент начала следующего импульса, и тго нстечении заданного ему времени срабатывания оно включает электромагнитную катущку (контактор), при этом втягивается сердечник и соединенный с ним палец освобождает пружину бойка. Последний ударяет по столику, который резко падает, а расплавленный жидкий металл выбрасывается вверх.
Предмет изобретения
Способ определения параметров процесса кристаллизации сварочной ванны, отличающийся тем, что, с целью экспериментального определения параметров процесса кристаллизации сварочной ванны при имиульсно-дуговой сварке неплавящимся электродом, сварочную ванну выплескивают в различные моменты сварочного цикла И1 нульс-пауза и измеряют оставшуюся после выплеска закристаллизо.вавшуюся часть металла щва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2011 |
|
RU2475344C1 |
| Способ дуговой сварки плавлением | 1981 |
|
SU946845A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ИЗДЕЛИЙ ДУГОВОЙ СВАРКОЙ | 1990 |
|
SU1693807A1 |
| Способ окончания процесса автоматической сварки плавящимся электродом | 1987 |
|
SU1542737A1 |
| Способ дуговой сварки | 1987 |
|
SU1496944A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОННО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2344026C2 |
| Способ дуговой сварки в среде защитных газов | 1981 |
|
SU979791A1 |
| Способ определения направления движения жидкого металла в сварочной ванне | 1986 |
|
SU1470478A1 |
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1745459A1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2014 |
|
RU2570145C1 |
-CEII
