Pi3BecTHO устройство для определения сплошности стеклопокрытия на внутренней поверхности металлических труб, включаюп1,ее механизм нодачи испытуемых труб, снабженный роликовыми транспортерами и захватами с тросами.
Однако известное устройство обладает существенными недостатками, заключающимися в невысокой степени надежности и разрушения неприставшего к внутренней поверхности металлической трубы стекла и в невозможности обнаружить и отметить на наружной поверхности трубы оголенные от стекла участки. Кроме того, к недостаткам известного устройства относится отсутствие механизации процесса контроля.
Настоящее изобретение свободно от указанных недостатков.
Достигается это тем, что устройство выполняется с пневмомолотком, смонтированным на станине и разрушающим неприставшее стекло обстукиванием остеклованной поверхности. Устройство включает также злектрощуп, замыкающий цепь электромагнита на оголенных участках внутренней поверхности трубы, и отметчик брака, который в случае замыкания цепи электромагнита наносит на наружную поверхность трубы краску, отмечая участки с разрушенным стеклянным покровом.
Кроме того, пневмомолот имеет центрирующее устройство, пневматический вибратор и молотки, производящие удары по стеклу под воздействием подпружиненного бойка. Пневмомолот посажен на полую штангу, обеспечивающую продвижение молотка внутри трубы. ЭоТектрощуп посалсен на полую штангу, имеющую внутри электропровод, присоединенный к корпусу электрощупа, и обеспечивающую продвижение трубы по всей ее длине. Электрощуп HiMeeT корпус, муфты, соединенные мелсду собой плоскими пружинами с токосъемными роликами и переводник из электроизоляционного материала.
Отметчик брака устройства имеет электромагнит, включенный в цепь элсктрощупа, и рычаг, связанный одним концом с якорем электромагнита и несущий на другом конце ролик, пропитанный краской.
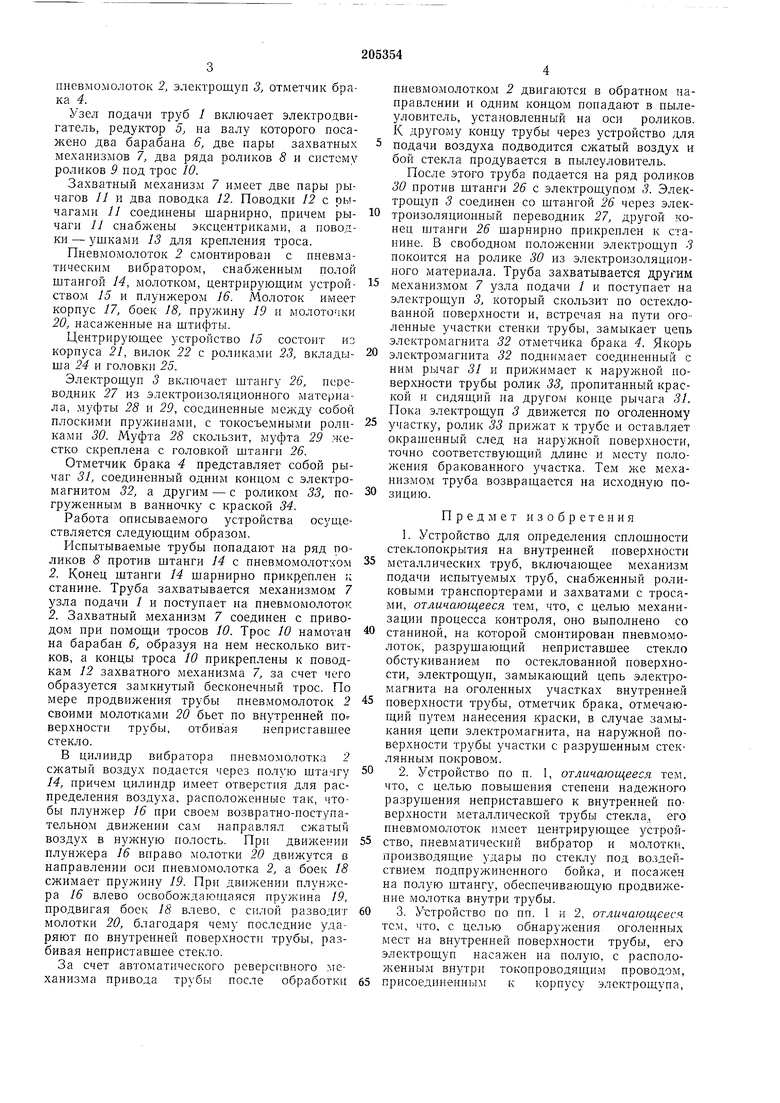
На фиг. 1 изобрал ено предлагаемое устройство, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - электрощуп устройства в разрезе; на фиг. 4, 5 - отметчик брака устройства в двух проекциях; на фиг. 6 - пнев. 0молот в разрезе; на фиг. 7, 8 - захватный механизм в двух проекциях.
пневмомолоток 2, электрощуп 3, отметчик брака 4.
Узел подачи труб / включает электродвигатель, редуктор 5, на валу которого посажено два барабана 6, две пары захватных механизмов 7, два ряда роликов 5 и систему роликов 9 иод трос 10.
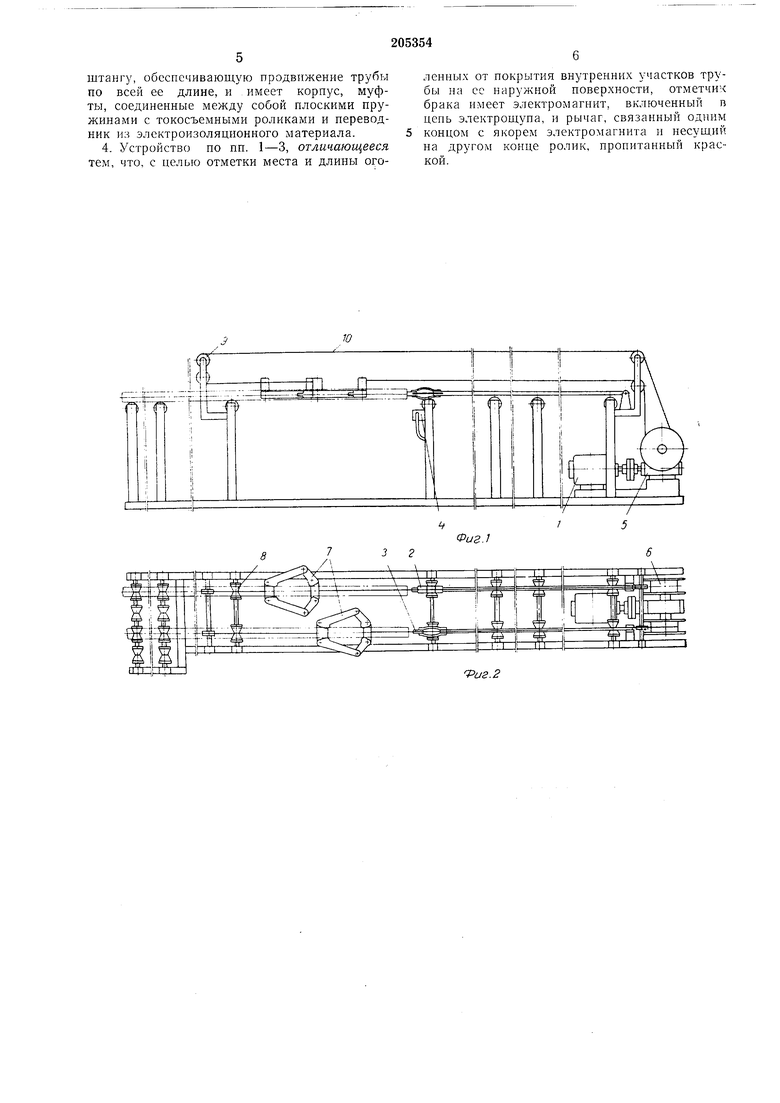
Захватиый механизм 7 имеет две пары рычагов 11 и два иоводка 12. Поводки 12 с рычагами 11 соединены шарнирно, причем рычаги 11 снабжены эксцентриками, а поводки - ушками 13 для крепления троса.
Пневмомолоток 2 смонтирован с пневматическим вибратором, снаблсеиным полой штангой 14, молотком, центрирующим устройством 15 и илуижером 16. Л -олоток имеет корпус 17, боек 18, пружину 19 и молотО-:ки 20, насаженные иа штифты.
Центрирующее устройство /5 состоит из корпуса 21, вилок 22 с роликами 23, вкладыша 24 и головки 25.
Электрощуп 3 включает штангу 26, переводник 27 из электроизоляционного материала, муфты 28 и 29, соединенные между собой плоскими пружинами, с токосъемными роликами 30. Муфта 28 скользит, муфта 29 жестко скреплена с головкой штанги 26.
Отметчик брака 4 представляет собой рычаг 31, соединенный одним концом с электромагнитом 32, а другим - с роликом 33, погруженным в ванночку с краской 34.
Работа описываемого устройства осуществляется следующим образом.
Испытываемые трубы попадают на ряд роликов 8 против штанги 14 с пневмомолотхом 2. Конец штанги 14 шарнирно прикр,еплен ;: станине. Труба захватывается механизмом 7 узла подачи / и поступает на пневмомолоток 2. Захватный механизм 7 соединен с приводом при помощи тросов 10. Трос 10 намотан на барабан 6, образуя на нем несколько витков, а концы троса 10 прикреплены к поводкам 12 захватного механизма 7, за счет чего образ ется замкнутый бесконечный трос. По мере продвижения трубы пневмомолоток 2 своими молотками 20 бьет по внутренней по верхности трубы, отбивая неприставшее стекло.
В цилиндр вибратора пневмомолотка 2 сжатый воздух подается через полую штангу 14, причем цилиндр имеет отверстия для распределения воздуха, расположенные так, чтобы плунжер 16 при своем возвратно-поступательном движении caNt направлял сжатый воздух в нужную полость. При движении плунжера 16 вираво молотки 20 движутся в направлении оси пнев.момолотка 2, а боек 18 сжимает пружину 19. При движении плунжера 16 влево освобождающаяся пружина 19, продвигая боек 18 влево, с силой разводит молотки 20, благодаря чему последние ударяют по внутренней поверхности трубы, разбивая неприставшее стекло.
пиевмомолотком 2 двигаются в обратном направлении и одним концом попадают в пылеуловитель, установленный на оси роликов. К другому концу трубы через устройство для подачи воздуха подводится сжатый воздух и бой стекла продувается в пылеуловитель.
После этого труба подается на ряд роликов 30 против штанги 26 с электрощупом 3. Электрощуп 3 соединеи со штангой 26 через электроизоляционный переводник 27, другой конец штанги 26 шарнирно прикреилен к станине. В свободном положении электрощуп 3 покоится на ролике 30 из электроизоляционного материала. Труба захватывается другим
механизмом 7 узла иодачи / и поступает на электрощуп 3, который скользит по остеклованной поверхности и, встречая на пути оголенные участки стенки трубы, замыкает цепь электромагнита 32 отметчика брака 4. Якорь
электромагнита 32 поднимает соединенный с ним рычаг 31 и ирижимает к наружной иоверхности трубы ролик 33, пропитанный краской и сидящий на другом конце рычага 31. Пока электрощуп 3 движется по оголенному
участку, ролик 33 прижат к трубе и оставляет окрашенный след иа наружной поверхности, точно соответствующий длине и месту положения бракованного участка. Тем же механизмом труба возвращается на исходную позицию.
Предмет изобретения
1. Устройство для определения сплошности стеклопокрытия на внутренней поверхности
металлических труб, включающее механизм подачи испытуемых труб, снабженный роликовыми транспортерами н захватами с тросами, отличающееся тем, что, с целью механизации процесса контроля, оно выполнено со
станиной, на которой смонтирован пневмомолоток, разрушающий неприставшее стекло обстукиваиием по остеклованной поверхности, электрощуп, замыкающий цепь электромагнита на оголенных участках внутренней
поверхности трубы, отметчик брака, отмечающий путем нанесения краски, в случае замыкания цепи электромагнита, на наружной поверхности трубы участки с разрушенны.м стеклянным покровом.
2. Устройство по п. 1, отличающееся тем. что, с целью повышения степени надежного разрушения неприставшего к внутренней поверхности металлической трубы стекла, его пневмомолоток имеет центрирующее устройство, пневматический вибратор и молотки, производящие удары по стеклу под воздействием подпружиненного бойка, и посажен на полую штангу, обеспечивающую продвижение молотка внутри трубы.
3. Устройство по пп. 1 и 2, отличающееся тем, что, с целью обнаружения оголенных мест на вн тренней поверхности трубы, его электрощуп насажен иа полую, с расположенны.м внутри токоироводящим проводом,
штангу, обеспечивающую продвижение трубы по всей ее длине, и имеет корпус, муфты, соединенные между собой плоскими пружинами с токосъемными роликами и переводник из электроизоляционного материала.
4. Устройство по пп. 1-3, отличающееся тем, что, с пелыо отметки места и длины оголепных от покрытия внутренних участков трубы на се наружной поверхности, отметчик брака имеет электромагнит, включенный в цепь электрощупа, и рычаг, связанный однил концом с якорем электромагнита и несушлй на другом конце ролик, пропитанный краской.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЛИЦОВКИ СТЕКЛОМ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ТРУББ1 | 1967 |
|
SU205239A1 |
| СТАНОК ДЛЯ ОБРУБКИ, КЛЕПКИ, ТРАМБОВКИ | 2009 |
|
RU2412783C1 |
| Устройство для магнитографического контроля сварных швов | 1983 |
|
SU1099267A1 |
| Автоматическая контрольно-сортировочная линия производства проката | 1975 |
|
SU547240A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ЗАСТРОПОВКИ и ОТСТРОПОВКИ КОНТЕЙНЕРОВ | 1966 |
|
SU179453A1 |
| УСТРОЙСТВО ДЛЯ СМЕНЫ УТОЧНЫХ ШПУЛЬ НА ТКАЦКОМ СТАНКЕ | 1969 |
|
SU255862A1 |
| Устройство для электроэрозионной обработки | 1978 |
|
SU936797A3 |
| Устройство контроля качества стеклянного покрытия | 1986 |
|
SU1408335A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ЗАСТРОПОВКИ И ОТСТРОПОВКИ УНИВЕРСАЛЬНЫХ КОНТЕЙНЕРОВ | 1965 |
|
SU176376A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОГО РАЗДЕЛЕНИЯ И ВЫДАЧИ ИЗ СТОПЫ БУГОРЧАТЫХ ПРОКЛАДОК | 1991 |
|
RU2025428C1 |

,,,1 L ,-;,Л.
33
щг
ФиЗ.
Фиг. 5 го ПШЮ 21 гЗ 22 2и III I 1 L 25
/;
Фа г. 8
