Предложенный способ размерной электрохимической обработки заключается в том, что процесс анодного растворения осуществляют периодическими импульсами тока при неподвижном электролите, причем электролит в межэлектродном зазоре заменяют во время пауз тока.
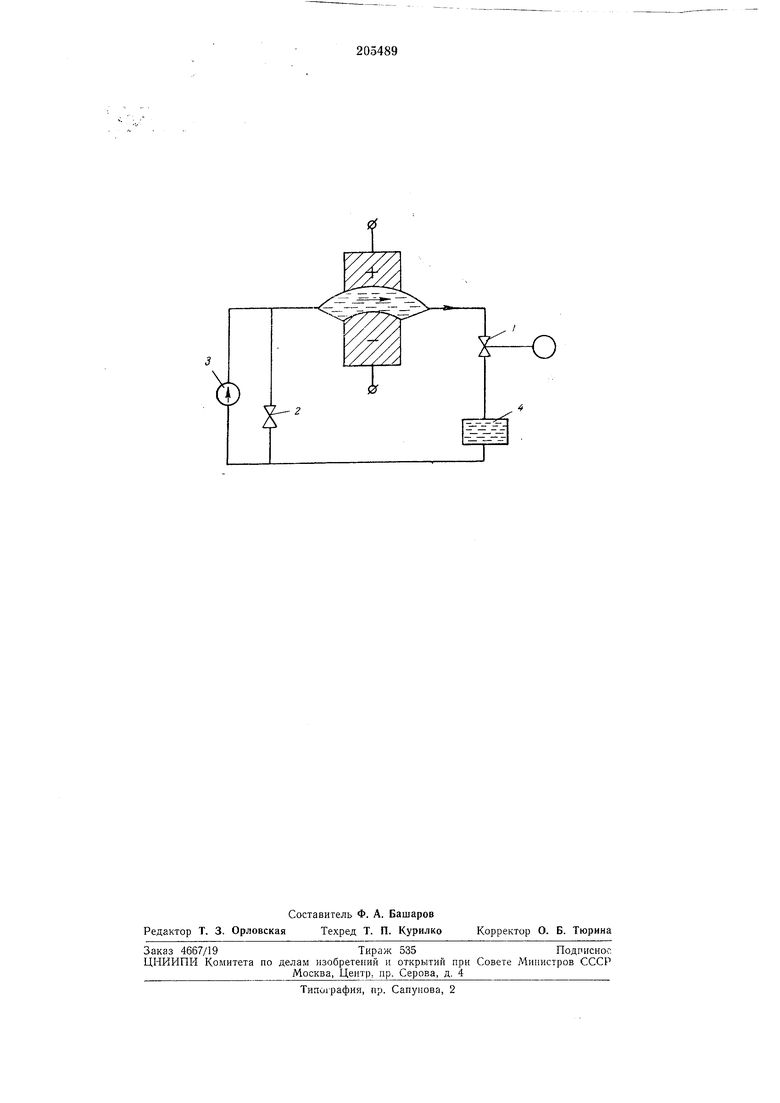
На чертеже изображена установка для осуществления описываемого способа.
Установка содержит гидравлический вентиль 1 периодического действия с механическим приводом, предохранительный клапан 2, срабатывающий при превыщении критического давления, насос 3, подающий электролит из бака 4 в зону обработки, и источник питания импульсным током (на чертеже не показан) , в качестве которого может служить любой выпрямитель с игнитронным прерывателем. Работа выпрямителя должна быть синхронизирована с работой гидравлического вентиля, на валу которого устанавливают коммутатор (на чертеже не показан) цепи зажигания игнитронов.
Каждый цикл размерной электрохимической обработки состоит из нагнетания, электролиза, продувки.
Электролит нагнетается в межэлектродный промежуток при закрытом гидравлическом вентиле. Он заполняет межэлектродное пространство, вытесняя пузырьки воздуха и образуя сплошную электролитическую ванну. Избыток электролита при превышснип критического давления сбрасывается через предохранительный клапан.
Электролиз может происходить при сближающихся или неподвижных электродах. Продолжительность импульса тока зависит от растворимости анодных продуктов и сплошности анодного слоя. При зазоре 0,3 мм и
продолжительность импульса может быть более 0,4 сек. В течение этого времени электролит насыщается анодными продуктами и теряет свою работоспособность. Продувают электролит после снятия напряжения. Для этого открывают гидравлический пентиль и отработаннг)й электролгг отводится Г1 бак. Затем сентиль лакрынаетсч и цикл повторяется.
20
Предмет изобретения
Способ размерной электрохимической обработки, отличающийся тем, что, с целью обеспечения сплошности слоя электролига в зазоре в период электролиза, процесс аподногс растворения осуществляют период 1ческими импульсами тока при неподвижном электролите, причем обмен его в межэлектродном зазо
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2476297C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА "ИГЛА" | 2000 |
|
RU2176580C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК В ПРОТОЧНОМ ЭЛЕКТРОЛИТЕ | 2004 |
|
RU2263010C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| Способ размерной электрохимической обработки | 1987 |
|
SU1484505A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РЕКУПЕРАЦИИ АЛМАЗОВ | 1999 |
|
RU2172294C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| Способ размерной электрохимической обработки изделий из металла | 1981 |
|
SU1006143A1 |
| Способ электрохимической размерной обработки | 1973 |
|
SU469571A1 |
Составитель Ф. А. Башаров Редактор Т. 3. ОрловскаяТехред Т. П. Курилко Корректор О. Б. Тюрина
