Описываемое устройство прелт;назначаетсл для механизации наиболее трудоемких операций изготовления линзообразн1)1х кварцевых иластнн.
Известны устройства Для грунновой (блочной) обработки нрецизионных линзообразных кварцевых пластин, состоящие из вращающегося вогнуто-сферической формы притира, перемещающегося возвратно-поступательно, и блока, имеющего торцовую конусную поверхность, на которой помещаются плоские заготовки.
Предложенное устройство отличается от известных тем, что конический блок установлен с некоторым эксцентриситетом относительно оси враи;,ения, и.меет нижнее расположение и помещается на шпиндель станка, а сферический щлифовальник помещается сверху.
Эти отличительные особенности устройства обеспечивают минимальный перекос нластин в точках равноудаленных от центра и в значительной степени снимают ограничение по радиусу кривизны щлифуемых поверхностей.
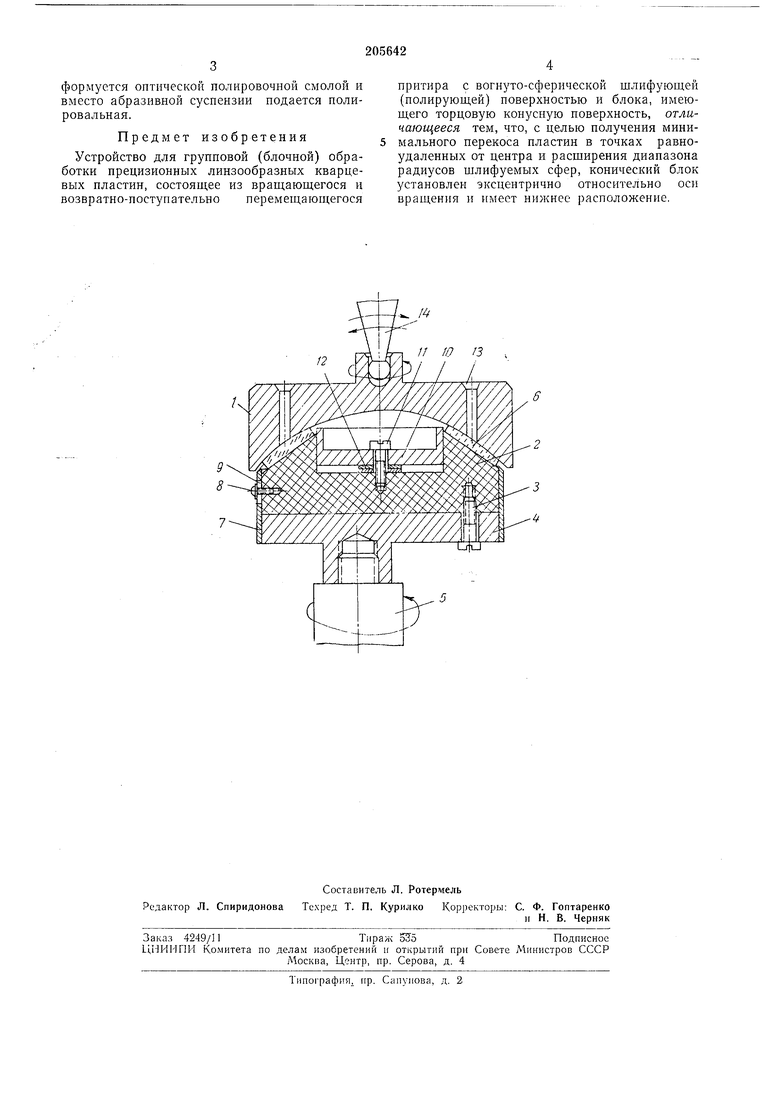
Сущность изобретения поясняется чертежом и состоит из притира У вогнуто-сферической формы и блока 2, имеющего торцовую конусную новерхность. Блок установлен с некоторым эксцентриситетом относительно оси вращения и выполнен с нижним расположением. Угол конуса рассчитывается исходя из количества, диаметра, толщины и радиуса обрабатываемых пластин. Блок 2 крепится болтами 3 к фланцу 4, который устанавливается на щпиндель 5 станка.
Предварительно обработанные пластины 6 без наклейки укладываются на коническую образующую поверхность блока 2.
Для предохранения пластин 6 от выбрасывания за край служит обод 7, который кренится болтом 8 к блоку 2 и перемещается в пазу 9 в зависимости от толщины обрабатываемых пластин.
Втулка 10 служит для предохранения от сбивания пластин 6 к центру и крепится болтом //в отверстии блока 2, а щайбы 12 - для установки втулки 10 по высоте.
Уложенные на конусные поверхности блока 2 пластины 6 прижимаются сверху цритиром /, имеющим радиус сферы, соответствующий радиусу сферы готовых пластин. В отверстие 13 притира подается абразивная суспензия. Блок 2 получает от шпинделя 5 эксцентричное вращение вокруг оси щпинделя.
Одновременно получает возвратно-поступательное движение и притир / от поводка 14. Благодаря силам сцепления притир 1 также приобретает дополнительное вращательное движение.
формуется оптической полировочной смолой и вместо абразивной суспензии подается полировальная.
Предмет изобретения
Устройство для групповой (блочной) обработки прецизионных линзообразных кварцевых пластин, состоящее из вращающегося и возвратно-поступательно перемещающегося
притира с вогнуто-сферической шлифующей (полирующей) поверхностью и блока, имеющего торцовую конусную поверхность, отличающееся тем, что, с целью получения минимального перекоса пластин в точках равноудаленных от центра и расщирения диапазона радиусов щлифуемых сфер, конический блок установлен эксцентрично относительно оси вращения и имеет нижиее расположение.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ПРЕЦИЗИОННЫХ ЛИНЗООБРАЗНЫХ КВАРЦЕВЫХ ПЛАСТИН | 1971 |
|
SU429932A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОГО ШЛИФОВАНИЯ ПЛАСТИН ТИПА КВАРЦЕВЫХ РЕЗОНАТОРОВ | 1962 |
|
SU151579A1 |
| УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ ОБРАБОТКИНЛАСТИН | 1972 |
|
SU424696A1 |
| Способ финишной обработки сферических поверхностей | 1985 |
|
SU1306695A1 |
| Устройство для обработки сферических поверхностей | 1972 |
|
SU481407A1 |
| ШЛИФОВАЛЬНАЯ ГОЛОВКА | 1999 |
|
RU2148488C1 |
| Устройство для притирки сферическихдЕТАлЕй | 1978 |
|
SU831559A1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| УСТРОЙСТВО для БЛОЧНОЙ доводки СФЕРИЧЕСКИХ линз | 1971 |
|
SU319447A1 |
| Устройство для крепления инструмента | 1991 |
|
SU1816541A1 |
/
