Устройства для группового шлифования пластин, в которых для прижима заготовок к вращающемуся притиру используется прижимное кольцо, помещепное внутри правящего кольца и вращающееся вместе с заготовками под воздействием сил сцепления с притиром, известны.
Существующая технология изготовления кварцевых резонаторов, одна или обе поверхности которых имеют форму сферы, малопроизводительна и не приемлема для серийного производства.
Устройство, выполпеиное согласно изобретению, обеспечивает высокую точность и равномерность обработки сферической поверхности линзообразиых кварцевых резонаторов. С этой целью прижимное кольцо помещено в эксцентричное отверстие правящего кольца, а его поверхность, опирающаяся на заготовки, выполнена конической.
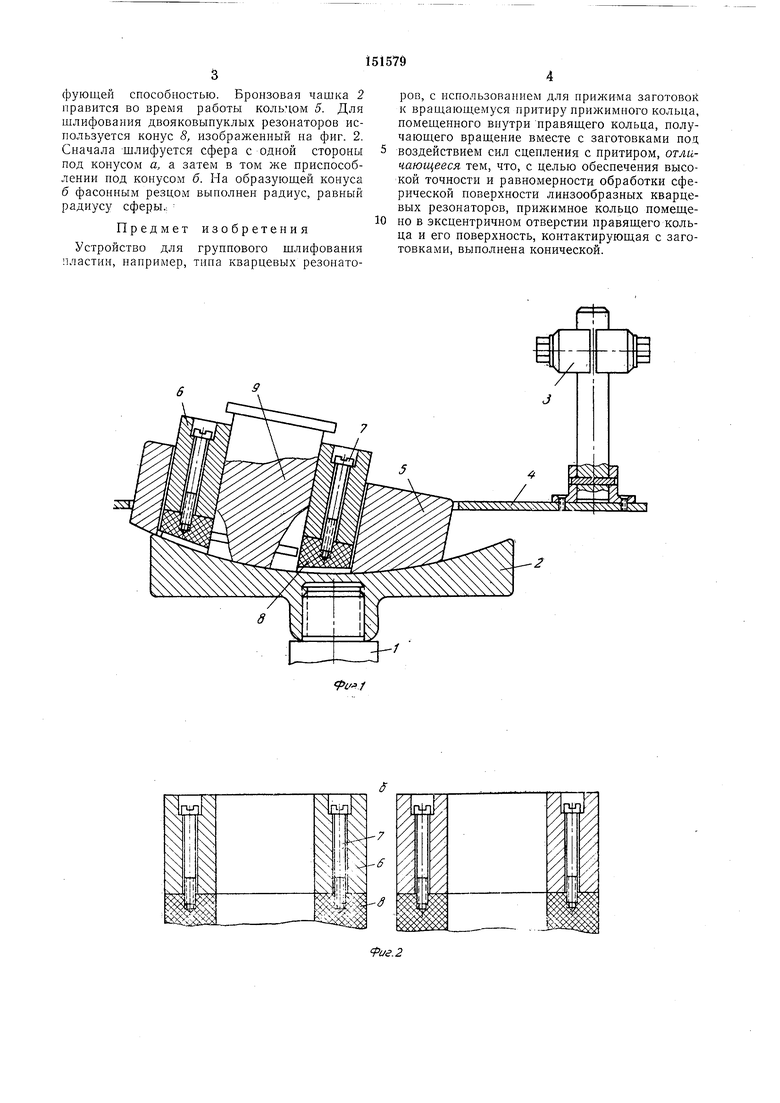
На фиг. 1 показано устройство для группового щлифования, продольный разрез; на фиг. 2 - втулка с конусом; а - для шлифования плосковыпуклых резонаторов; б - для шлифования двояковыпуклых резонаторов.
На вертикально расположенный шпиндель У станка навернута сферическая чашка 2, радиус которой равен радиусу, заданному для резонатора. Над чашкой на кронштейне 3 укреплена кассета 4, положение которой регулируется в вертикальной и горизонтальной плоскостях. В отверстии кассеты размещено эксцентриковое кольцо 5 с отверстием, ось которого смещена относительно оси кольца на
определенную величину. Поверхность кольца, контактирующая с чащкой 2, выполнена сферической, с радиусом, равным радпусу сферы чашки. В отверстие кольца вставлена цилиндрическая втулка 6, к торцу которой болтами
7 крепится конус 8. Угол при вершине конуса зависит от радиуса сферы, диаметра и количества одновременно шлифуемых пластин. В отверстие втулки н конуса вставлен плунл ер 9, препятствующий сбиванию шлифуемых иластии к цеитру.
Круглые кварцевые пластинки, подлел ащие шлчфованию, помещаются под конус. Посредством нагнетательной номпы на чашку нодается суспензия в нропорции, обычной при шли-фовании кварцевых пластин. Прн вращении чащки 2 силы сцепления увлекают за собой кольцо 5, которое начинает вращаться в кассете;. Втулка 6 с конусом 8 также начинает вращаться, но с меньщей ск;оростью, чем кольцо 5; кварцевые пластины, раснолол енные под конусом, за счет разности скоростей в противолежащих точках вращаются вокруг собственных осей и одновременно вместе с конусом по общей окружности. Конус выполняфующей способностью. Бронзовая чашка 2 правится во время работы кольцом 5. Для шлифования двояковыпуклых резонаторов используется конус 8, изображенный на фиг. 2. Сначала шлифуется сфера с одной стороны под конусом а, а затем в том же приспособлении под конусом б. На образуюшей конуса б фасонным резцом выполнен радиус, равный радиусу сферы., Предмет изобретения
Устройство для группового шлифования пластин, например, типа кварцевых резонаторов, с использованием для прилшма заготовок к вращаюпдемуся притиру прижимного кольца, помещенного внутри правящего кольца, получающего вращение вместе с заготовками под воздействием сил сцепления с притиром, отличающееся тем, что, с целью обеспечения высокой точности и равномерности обработки сферической поверхности линзообразных кварцевых резонаторов, прижимное кольцо помещено в эксцентричном отверстии правящего кольца и его поверхность, контактирующая с заготовками, выполнена конической.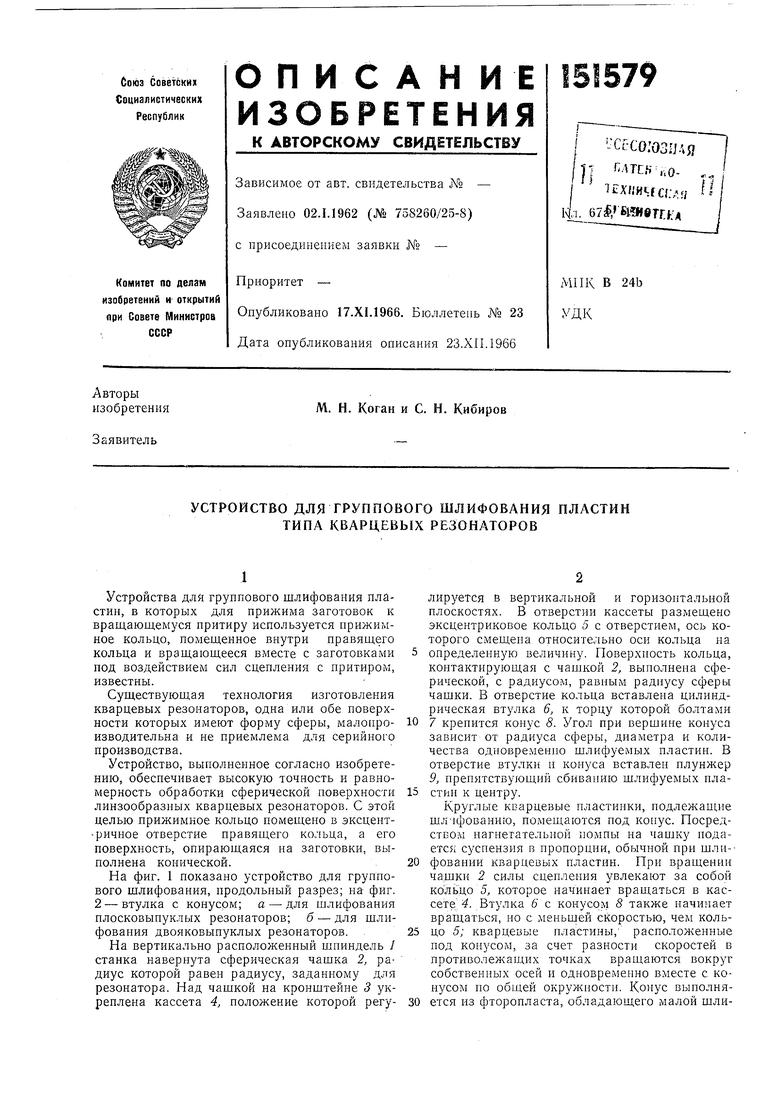
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ (БЛОЧНОЙ) ОБРАБОТКИ | 1967 |
|
SU205642A1 |
| Способ финишной обработки сферических поверхностей | 1985 |
|
SU1306695A1 |
| Устройство для обработки сферических поверхностей | 1972 |
|
SU481407A1 |
| УСТРОЙСТВО для БЛОЧНОЙ доводки СФЕРИЧЕСКИХ линз | 1971 |
|
SU319447A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ПРЕЦИЗИОННЫХ ЛИНЗООБРАЗНЫХ КВАРЦЕВЫХ ПЛАСТИН | 1971 |
|
SU429932A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ С ЛИНЗООБРАЗНЫМИ ПРОФИЛЯМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2169985C2 |
| УСТРОЙСТВО К КРУГЛОШЛИФОВАЛЬНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА СЕПАРАТОРА | 1991 |
|
RU2024384C1 |
| Устройство для двусторонней обработки пластин | 1986 |
|
SU1386431A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ ПОВЫШЕННОЙ ТОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2817096C1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2012 |
|
RU2521180C2 |
