Изобретение относится к абразивной обработке и может быть иснользовано в радиотехнической, электронной и других отраслях промышленности для шлифования и полирования нлоско-и двояковыпуклых пластин, например кварцевых, к которым предъявляются высокие требования но ориентации обработанных поверхностей относительно кристаллографических осей.
Цель изобретения - повышение геометрической точности пьезокварцевого кристаллического элемента за счет исправления перекоса сферы.
На чертеже представлена схема реализации нредлагаемого способа.
На рабочей поверхности сферического притира 1 размендены ограничительное кольцо 2 и цилиндрическая колодка 3, имеющая на торцах с одной cTOpoHi i гнездо с ножевой опорой но периферии, а с другой стороны - эксцентрично расположенное центровое гнездо, предназначенное для контакта с поводком 4 нагружающего элемента 5. Обрабатываемая заготовка 6 устанавливается в ограничительное кольцо 2 и прижимается к сферической поверхности притира ножевой опорой колодки 3.
Нредлагаемый способ реализуется следующим образом.
Притир 1 получает вращение от привода и передает его посредством фрикционной связи заготовке 6 и ограничительному кольцу 2 с колодкой 3. Вследствие смещения оси вращения колодки 2 относительно оси симметрии ее наружной цилиндрической поверхности на величину эксцентриситета е, равного 0,15...0,2 d .диаметра колодки, нагрузка на точки заготовки, расположенные по наружному диаметру обрабатываемой поверхности, распределена таким образом, что наибольший съем материала происходит в точке заготовки, наименее удаленной от оси вращения колодки, а наименьщий - в точке заготовки, наиболее удаленной от этой оси вращения, совпадающей с осью центрового
гнезда. Поэтому при установке заготовки с точкой отметки максимальной толщины заготовки по ее сферической поверхности, совпадающей с отметкой максимального эксцентриситета е на колодке, происходит шлифование поверхности заготовки с одновременным уменьшением перекоса сферической поверхности заготовки относительно ее оси симметрии.
Эффективность исправления перекоса зависит от величины эксцентриситета е и ас- симметрично приложенного нормального усилия прижима и происходит пропорционально толщине снимаемого материала заготов
отнон ения ,15
ки. При значениях
значительно снижается производительность
процесса, при
значениях 4- 0,2 перекос
исправляется быстро, но на иснравляемой стороне кристаллического элемента образуются две сферические поверхности. Дальнейшее исправление приводит к неисправимому браку в результате уменьшения толщины кристаллического элемента.
Формула изобретения
Снособ финишной обработки сферических поверхностей, при котором сферическому притиру сообщают вращение, а заготовку располагают на нем в ограничительном кольце и прижимают к притиру посредством колодки, отличающийся тем, что, с целью повышения геометрической точности пьезокварцевого кристаллического элемента, колодку берут с ножевой опорой, рабочую кромку которой располагают по периферии кристаллического элемента, а нагрузку прикладывают к колодке и смещают место ее приложения относительно оси колодки, при этом отнощение величины смещения е к диаметру d колодки выбирают в пределах
0,,2.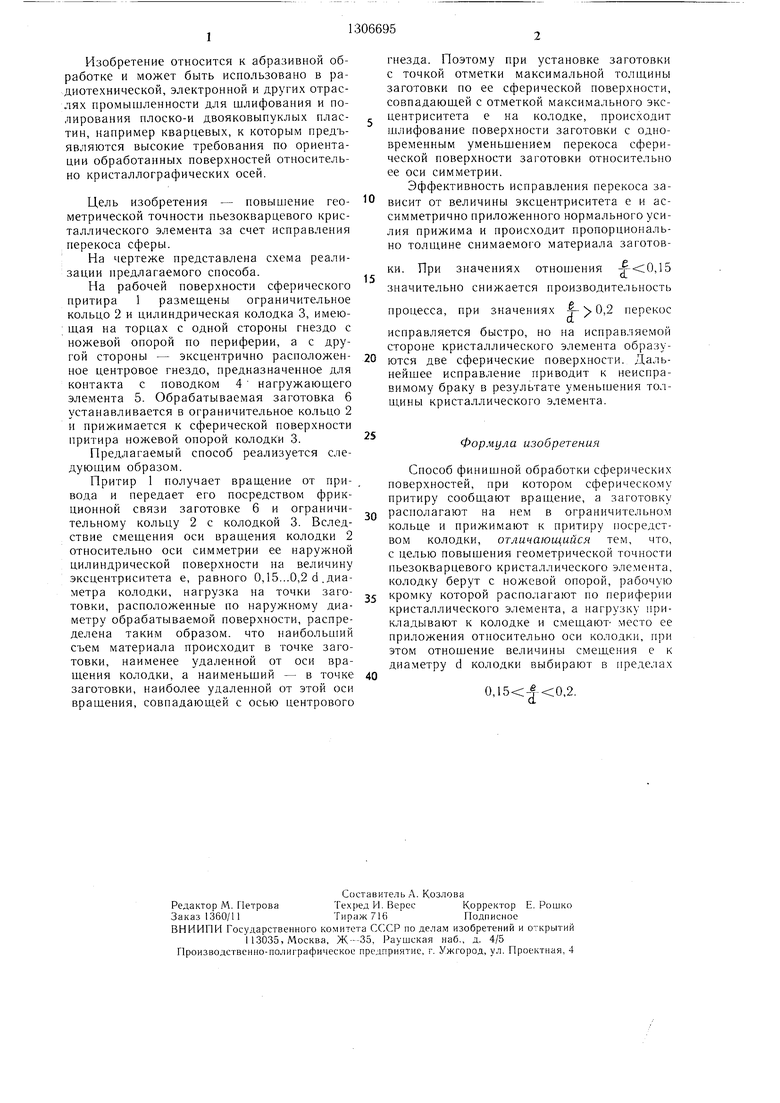
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскодоводочный станок | 1984 |
|
SU1235704A1 |
| Устройство для доводки кристаллических элементов | 1985 |
|
SU1243932A1 |
| Устройство для доводки деталей | 1978 |
|
SU667389A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОГО ШЛИФОВАНИЯ ПЛАСТИН ТИПА КВАРЦЕВЫХ РЕЗОНАТОРОВ | 1962 |
|
SU151579A1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Станок для доводки деталей | 1984 |
|
SU1242340A1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ПРЕЦИЗИОННЫХ ЛИНЗООБРАЗНЫХ КВАРЦЕВЫХ ПЛАСТИН | 1971 |
|
SU429932A1 |
| КАЛИБР-НУТРОМЕР И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ МЕРНОГО СТЕРЖНЯ КАЛИБРА-НУТРОМЕРА | 2005 |
|
RU2290599C1 |
| Головка для полирования отверстий | 1973 |
|
SU528184A1 |
Изобретение относится к об„1асти абразивной обработки и может быть использовано в радиотехнической, электронной и других отраслях промышленности для шлифования- и полирования плоско-и двояковыпуклых пластин, например кварцевых. Цель изобретения - повышение геометрической точности пьезокварцевого кристаллического элемента. Способ обработки сферических поверхностей заключается в сочетании процесса обработки сферы и исправления оси ее перекоса вследствие эксцентричного смешения оси врашения колодки 3, расположенной внутри ограничительного кольца 2, поверхность которого контактирует с наружной цилиндрической поверхностью заготовки 6. При притира 1 за счет фрикционной связи увлекаются во вращение заготовка 6 и кольцо 2. Смешение оси врашения колодки 3 относительно оси симметрии ее наружной цилиндрической поверхности на величину 0,15...0,2 диаметра колодки и выполнение ее торца в виде ножевой опоры способствует исправлению пространственной погрешности сферической поверхности - ее перекоса. 1 ил. сл со о Ci 05 CD СП 77777
| УСТРОЙСТВО ДЛЯ ГРУППОВОГО ШЛИФОВАНИЯ ПЛАСТИН ТИПА КВАРЦЕВЫХ РЕЗОНАТОРОВ | 0 |
|
SU151579A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
