Уже известны автоматы для изготовления, наполнения нродуктом и запечатывания пакетов из термосклеивающегося материала, состоящие из ирисиособления для иодачи термосклеивающегося материала, приспособления для формирования трубки, устройства для продольиой ее сварки, ирисиособления для ввода продукта в трубку, ротора с радиальными прорезями, в которых установлсиы клещеобразные прижимы с термоэлементами для поперечной сварки, переставляемые в радиальном направлении для регулирования длины пакетов, и смонтированного на валу ротора регулировочного диска.
Предлагаемый автомат отличается телг, что, с целью более точной настройки на заданный размер пакета и облегчения перестановки клощеобразных прижимов, в радиальных ирорезях ротора установлены планки с отверстиями для закрепления в них клещеобразпых прижимов при предварительной настройке автомата, причем планки снабжены выступами, которые размещены в пазу регулировочпого диска, выполпенном в виде архимедовой спирали.
Для того чтобы приспособления для подачи термосклеивающегося материала и для формования трубки могли располагаться соответственно расположению клещеобразных прижимов, эти приспособления смонтированы с
возможностью перестановки относительно ротора.
Привод клещеобразных прижимов осуществляется посредством рычажной системы.
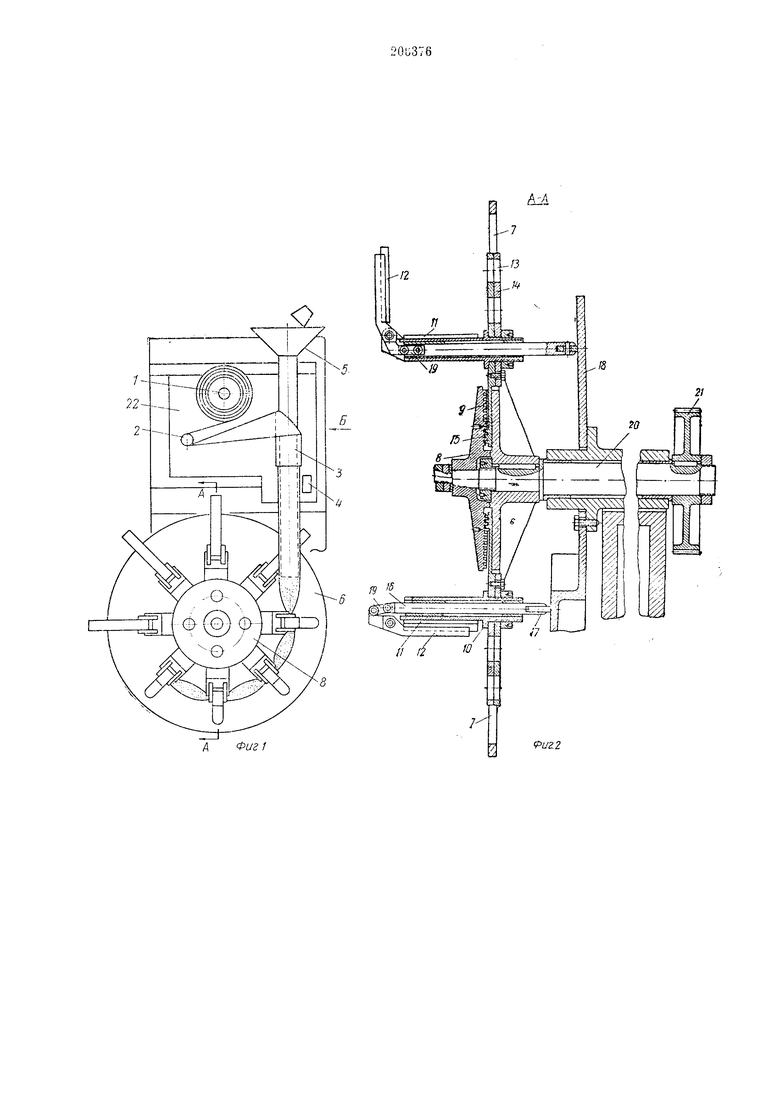
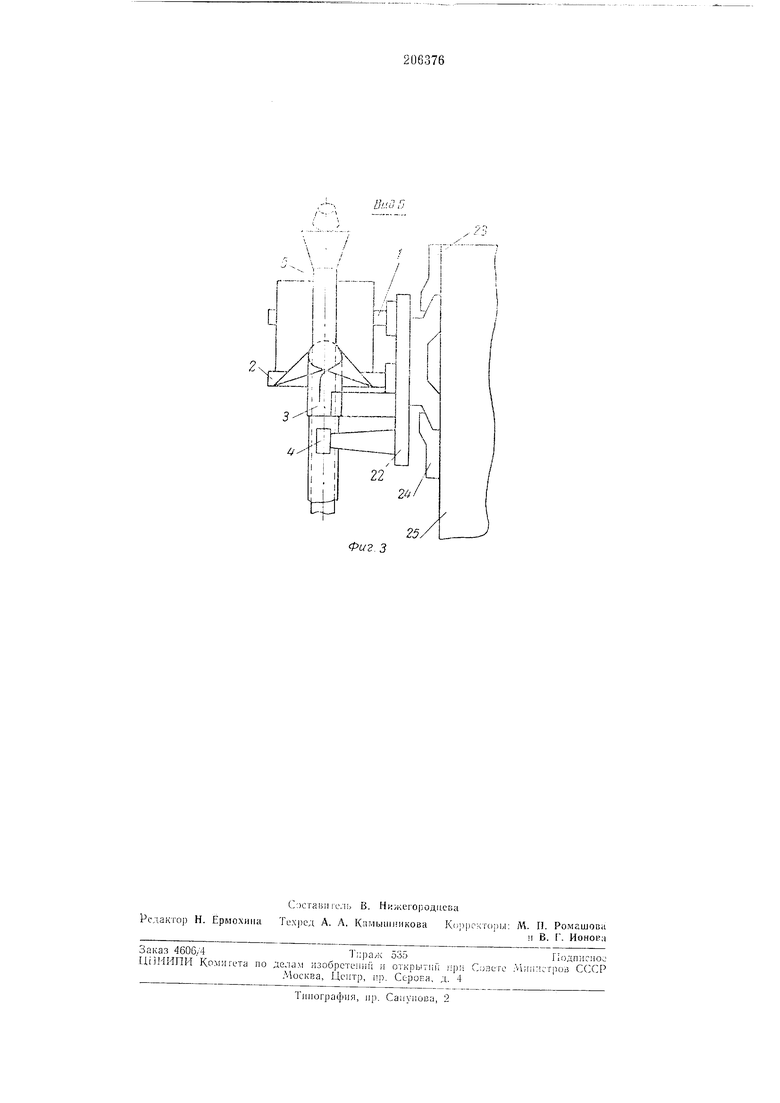
Па фиг. 1 схематически иоказан вид предлагаемого автомата спереди; на фиг. 2 - разрез по А-А фиг. 1; на фиг. 3 - вид по стрелке Б фиг. 1.
Предлагаемый автомат состоит из приспособления для подачи термосклеивающегося материала, включающего рулонодержатель 1 и иаправляющий валик 2; приспособления 3 для формования трубки из ленты термоскленвающегося материала; устройства 4 для продольной ее сварки; ириспособления 5 для ввода иродукта в трубку; ротора 6 с радиальными пазами 7, в которых установлены клещеобразные прнжпмы с термоэлементами для поперечной сварки, переставляемые для регулирования длины пакетов, и регулировочного поворотного диска S с пазом 9 в виде архимедовой спирали. Каждый клещеобразный прижим выполнен
в виде пустотелого корпуса 0 с неподвижной и подвижной губками 11 и 12, укрепленного в одном из отверстий 13 планки 14. Планки И смонтированы в радиальных иазах 7 ротора 6 с возможностью перемещения вдоль них.
.3
концах планок // размещены в назу 9 регулировочного диска 8.
В корпусах 10 клсндеобразных прпжимов смонтированы штоки 16, имеюш,не возможность неремеш;аться вдоль корпусов, с роликами 17, взаимодействующими с копиром 18. Шатуны 19 шарнирно соединяют штокн с хрюстовнкамп подвижных губок 12.
Ротор 6 жестко посажен на валу 20 с нриводным зубчатым колесом 21.
Приспособление для подачи термоеклеиБающегося материала и ирисиособленне 3 для формования трубки укреплеиы на и.игге 22, который может иеремен;аться относительно ротора 6 в направляющих 23 и 24 станины 25 азтол ата.
Автомат работает еледуюн,},; образом.
Ленточный термосклеивающийся материал, разматываясь из рулона, установленного на ру.тои.одержателе 1, огибает направляющий валик 2 и формуется присиособлеяие.м 3 з трубку, нродольный HJOS которой евариваетея уетройетвом 4.
Г1о .мере вращения ротора 6 ,еобразныс прижимы, подошедшие к трубке, перехватывают ее. При этом ролики 17, обкатываясь ио копиру 18, пере.мегцают штоки 16, которые через шатуны 19 закрывают подвижные губкн 12, после чего прижимы ггротягивают трубку и сваривают ее в поперечном направлении, а дозатор подает в нее порцию продукта.
Ротор 6 иродолжает иротягивать трубку, а очередной клещеобразный прижим, перехватывая ее выше находящейея в трубке порции продукта, заиечатывает наполненный пакет н одновременно образует дно следуюгцего пакета.
Чтобы изменить дл1и-1у изготовляемых автоматом пакетов, надо повернуть регулировочный диск 8. При этом выступы 15 планок 14, скользя по епиралеобразному иазу 9 диека 8, перемещают планки вместе с прижимамл вдоль радиальных прорезей 7 ротора 6.
Если необходимо значительно изменить длину пакетов, прижимЕ нереетавляют в дрлтие отверстия 13 иланок 14.
Переместив клещеобразные прижимы в прорезях 7 ротора, соответствеппо измеияют по.южение приспосоолеипй для подачи те)моП р е д м е т н :i обре т е п и я
1. Лвгомат для изготовления, наиолиения
продуктом и заиечатывания пакетов из термос1-;леивающегося матер -1ала, еоетояпиш ич приспособлений для иодач термосклеиваюИ1егоея материала и формования трубки, Зстройетва для продольной ее сварки, ирнспоеоб.леиия для ввода продукта в трубку, ротора е радиальными прорезями п устаиовлсииыми в Hiix с возможностью иереетановки з радиальнолг иаиравлеии1 для регулировки длины иакетов клещеобразными прижимали с
термоэлементами для поперечной сварки и регулировочного поворотного диска, емоитированиого на валу ротора, отличающийся тем, что, е целью более точной иаетройки автомата на заданный размер иакета и облегчения
при этом перестановки клендеобразных при/jvii.MOB, в радиальных нрорезях рото)а устаьовлены планки с отверетиями, служаи1,ими д. закрепления в них клещеобразиых ирижи.юв при иредварительиой иаетройке автомата, причем регулировочный диск выполнен с пазом, имеющим форму архимедовой спирали, а планки в радиальиых прорезях ротора епабжены выетуиами, размсп1еииыми в этом иазу.
2. Автомат ио п. 1, отличающийся тем, чт(з, е иельро обеспечения еоответетвия расположения приепоеоблений для подачи тердюекленваюи|;егоея материала к формования раеположению клегцеобразных прижимов np)i
их переетановке, зги приепоеобления с.монтированы е возможностью нерестановки относительно ротора.
3. Автомат ио и. 1, отличающийся тем, что, е целью иовышения иадежноети работы кле1цеобразных прижимов, их иривод оеуществляетея поередетвом рычажпой системы.
Приоритет ио п. 2 иечислять с 27.УП. 1965 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ' | 1965 |
|
SU168182A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ и ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1965 |
|
SU176511A1 |
| УСТРОЙСТВО для ЗАТАРИВАНИЯ СЫПУЧИХ ПРОДУКТОВ | 1973 |
|
SU391008A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕШКОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1970 |
|
SU266644A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ и ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1971 |
|
SU302282A1 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ СВАРКИ ПАКЕТОВ ИЗ ТЕРМОПЛАСТОВ | 1969 |
|
SU247497A1 |
| ПДТЕНТШ-ТЕКВ^^^Е^Ш' | 1971 |
|
SU318518A1 |
| АВТОМАТ ДЛЯ УПАКОВКИ В ПЛЕНКУ СЫПУЧИХ ПРОДУКТОВ | 1973 |
|
SU405771A1 |
| В ПТБ | 1973 |
|
SU404706A1 |
| Устройство для изготовления наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1981 |
|
SU982975A1 |