Известны роторные машины для изготовления тары из ленты термопластических и термосклеивающихся материалов с одновременной упаковкой в нее продуктов.
Предложенный автомат отличается от известных тем, что, с целью повышения наден ности работы автомата и упрош,ения его конструкции, в нем установлен кулисный механизм, кинематически связанный с ротором, а сварочное и отрезное устройства смонтированы на качаюш:ейся кулисе этого механизма.
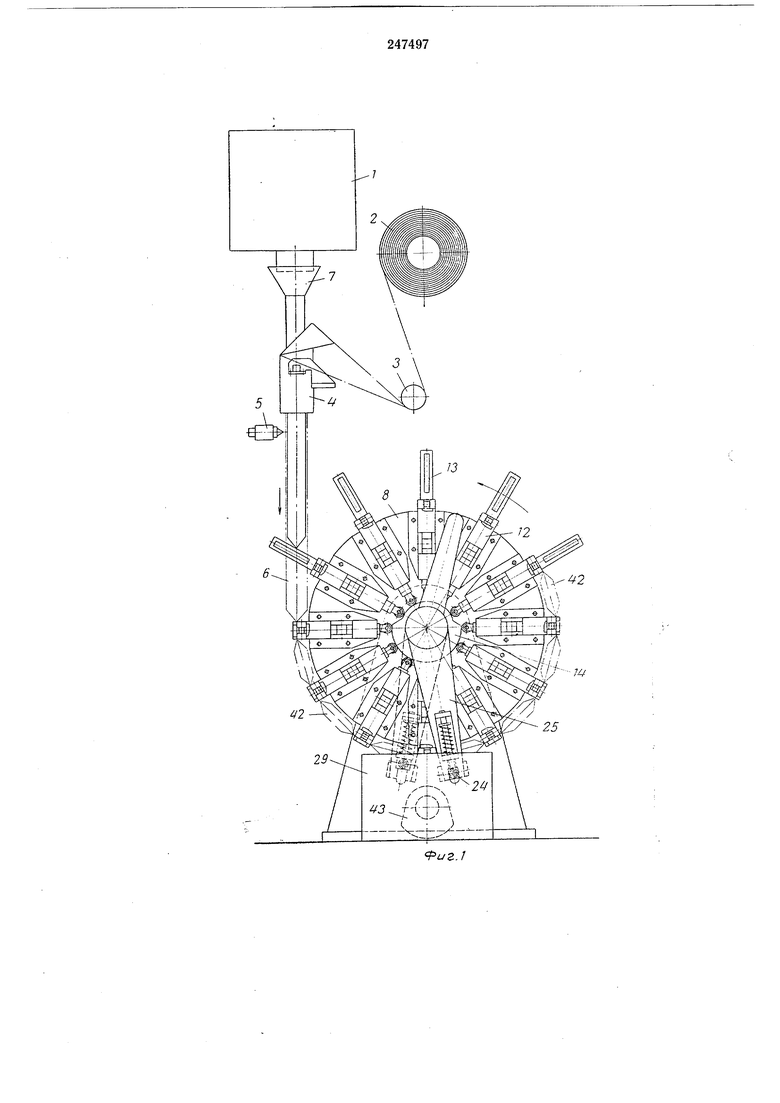
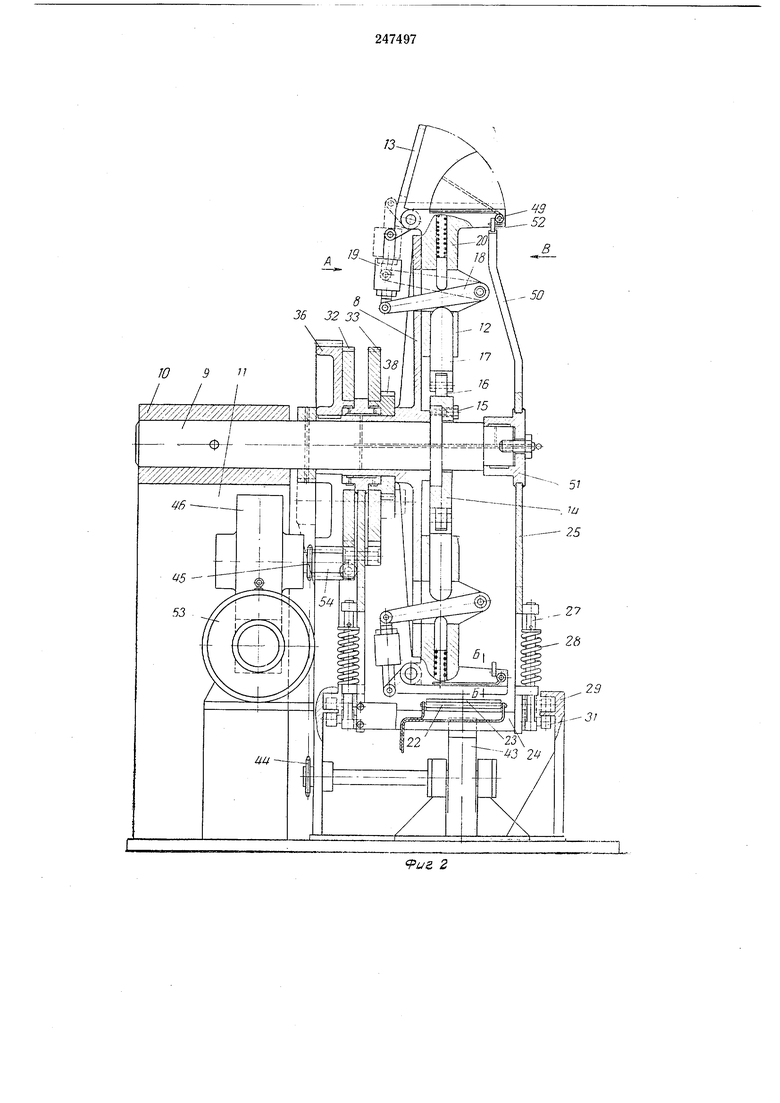
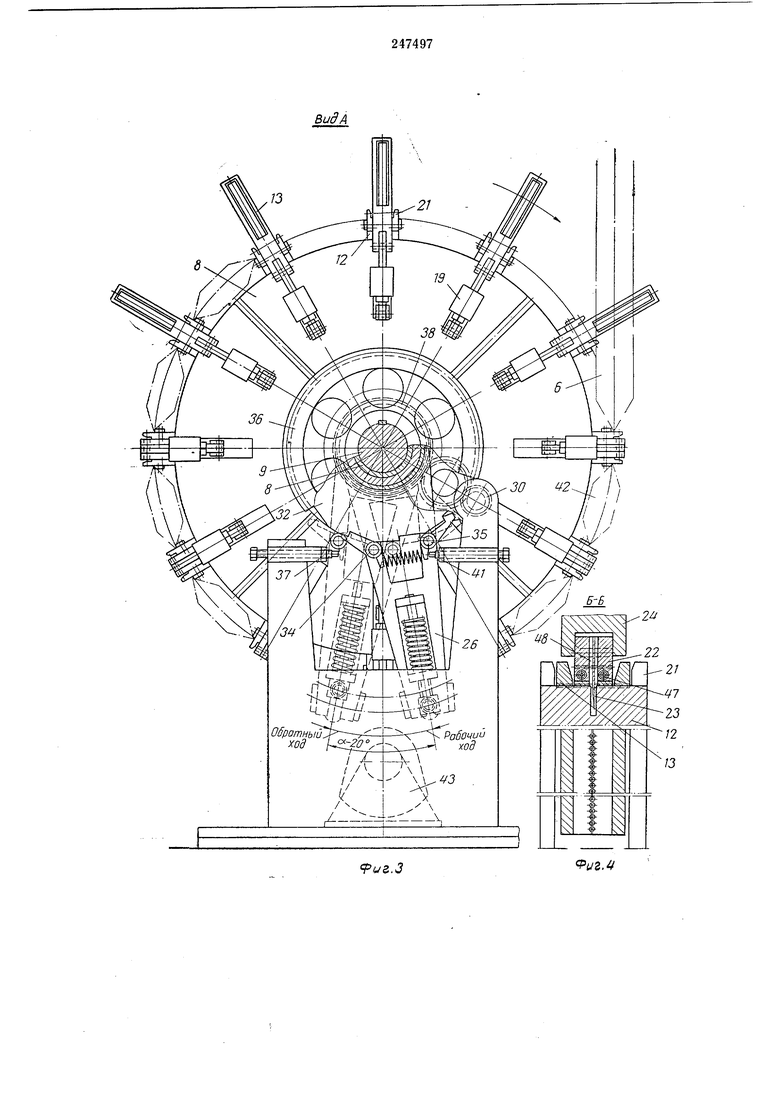
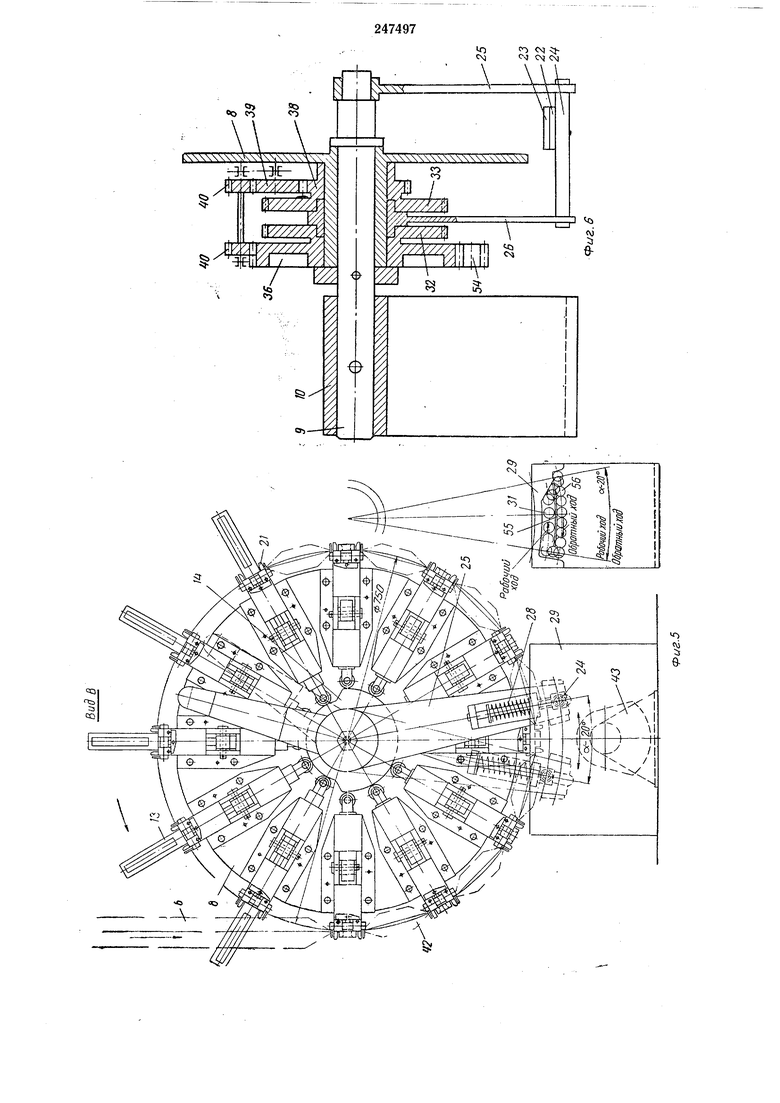
На фиг. 1 схематически изобрал ен описываемый автомат, общий вид; на фиг. 2 - то же, поперечный вертикальный разрез; на фиг. 3-вид по стрелке А на фиг. 2; на фиг. 4- сечение по Б-Б на фиг. 2; на фиг. 5 - вид по стрелке В на фиг. 2; на фиг. 6- кинематическая часть кулисного механизма, в разрезе; на фиг. 7-привод качания кулис; на фиг. 8- вариант «мягкого ввода и вывода траверсы с ножом и сварочным устройством в пазы прижимов.
Автомат содержит дозируюидее устройство 1, рулон с лентой 2, направляюш,ий ролик 3, формующее устройство 4, свертывающее ленту в трубку, сварочное устройство 5, сваривающее продольный шов трубки 6 и воронку 7, через которую подают продукт .в трубку. Кроме того, автомат имеет пленку ротора 8, насаженного на втулке на неподвижную консольную опорную ось Я закрепленную во втулке 10, и станину И.
На роторе установлены прил имные колонки 12 с верхними прижимными губками 13, движение которым передается эксцентриком 14, укрепленным на оси 9 и регулируемым при помощи болтов 15, через ролики 16 на толкателях 17, через рычаги 18 и рычал ную систему с пружинным амортизатором 19, которым регулируются усилия прижима верхних губок. Усилие для открывания губок создается пружинами 20. Время открытия и закрытия верхних губок определяется конфигурацией эксцентрика 14. Для фиксации верхних губок от боковых смещений при сварке в нижних губках имеются направляющие усы 21.
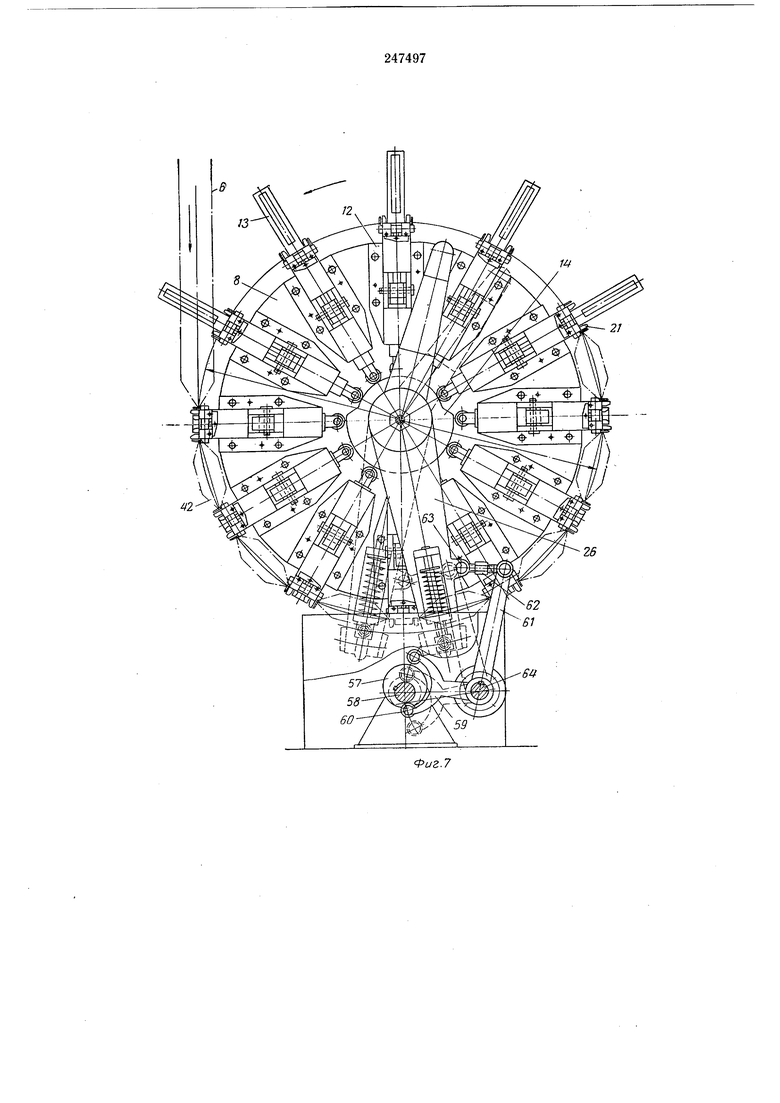
Сварочный элемент 22 и отрезной нож 23 расположены на траверсе 24 и на качающихся правой 25 и левой 26 кулисах. Траверса, установленная в прорезях кулис на подвижных штангах 27, в определенный момент, при встрече с прижимом, перемещается к центру под действием пружин 28 и отводится обрагно при помощи наклонного канала с клапаном 29 и 30, по которому ходит ролик 31 траверсы.
которыми кулиса 26 связана собачками 34 и 35. Храповое колесо 32 связано с основной приводной шестерней 36, которая вращается вместе с ротором 8 и ведет кулису 26 при помощи собачки 34, сцепленной с храповым колесом 32 по часовой стрелке по рабочему ходу, до упора 37. Второе храповое колесо 33, связанное с шестерней 38, посажено свободно на втулке ротора 8. Шестерня 38 через промежуточные шестеренки 39 и 40 связана с основной шестерней 36. Колесом 33 при помощи собачки 35 кулиса ведется обратно до упора 41.
Во время движения кулис вместе с ротором по часовой стрелке от упора до упора сварочный элемент и нож располагаются в прорези закрытого верхнего прижима, находящегося в данный момент нод траверсой 24. За это время происходит заварка поперечного щва.
Разрез трубки на отдельные пакеты 42 происходит в момент входа сварочного элемента и ножа в отверстие верхнего прижима. Дополнительное сдавливание щвов производи гся резиновым эксцентриком 43 на валу. Нажимной эксцентрик крепится в подшипниках и приводится через звездочки 44 и 45 от привода редуктора 46.
Сварочный элемент 22 состоит из разъемного рифленого башмака, нагреваемого элементами сопротивления 47. Для охлаледения ножа 23 между ним и башмаком имеются сквозные каналы 48.
Прилипшие пакеты отрывают сбрасывающие устройства 49, установленные на нижних губках прижимных колонок 12. Во время вращения ротора упор 50, расположенный па ступице кулисы 51, нажимает на клиновой толкатель 52, который отводит стержни толкателя вверх и отрывает пакет от губок, сбрасывая его в приемный лоток. Привод автомата производится от электромотора 53 через редуктор 46 и шестерню 54.
Канал обратного хода ролика 31 кулисы включает в себя пластину, разделенную дуговой перегородкой 55 на верхнюю и нижнюю полости. По верхней полости ролик траверсы идет во время рабочего хода вправо, где пропускается клапаном 56 в нилшюю полость и перемещается влево. Правая крайняя точка положения ролика соответствует расцеплению собачки 34 с храповым колесом 32 и сцеплению собачки 35 с храповым колесом 33, и
ходу кулисы против часовой стрелки - начало обратного хода. Левая крайняя - начало рабочего хода соответственно .
Привод кулис 25 и 26 может производиться 5 от эксцентрика 57, установленного на валу 58, один оборот которого происходит за время поворота ротора на один шаг, и от эксцентрика 59 через ролик 60 при помощи рычагов 61, соединенных регулируемой штангой
0 62 с кулисами через шарниры 63. Каждая кулиса имеет свой рычаг 61, посаженный йа вал. 64.
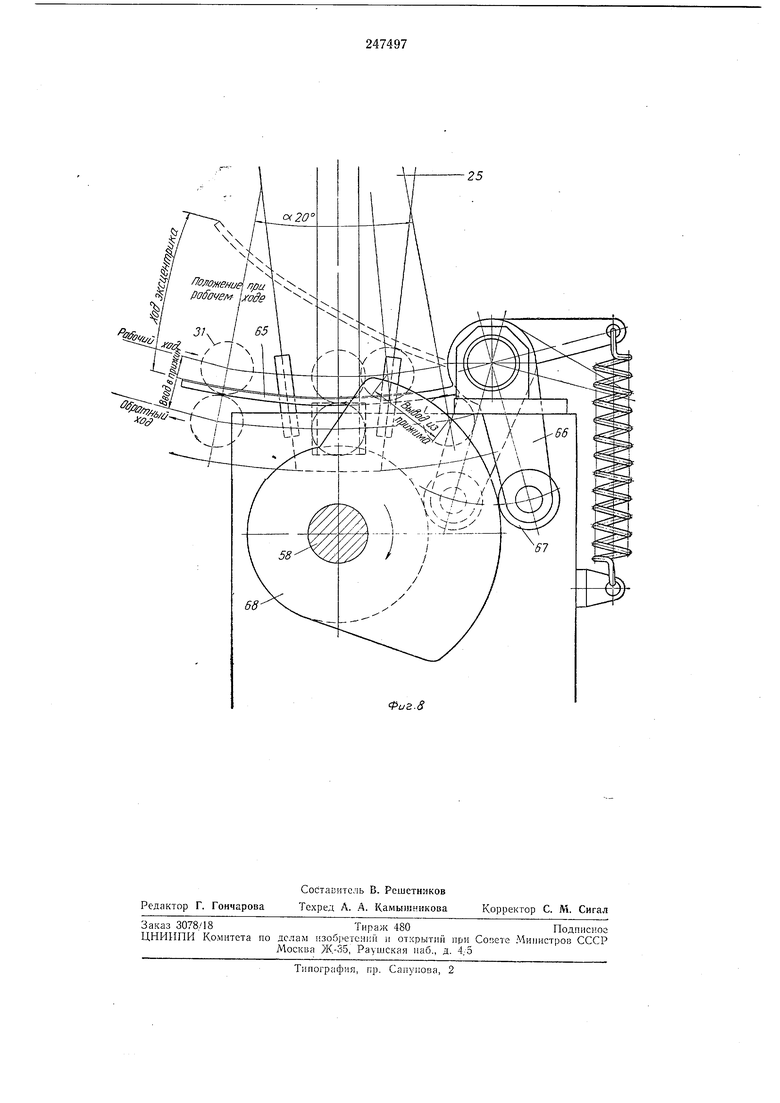
При «мягком вводе и выводе траверсы с ножом и сварочным устройством в пазы прижимов отвод траверсы от прижимов и возврат ее обратно под действием пружин производится при помощи нажимных рычагов 65, укрепленных в корпусе поворотного рычага 66, ролик которого 67 обкатывается по
0 эксцентрику 68, посаженному на валу 58. При рабочем ходе нал имные рычаги 65 поднимаются вверх, давая возможность ролику 31 и траверсе передвигаться к центру ротора и заводить в находящийся в это время -перед
5 траверсой прижим нож и сварочный элемент. Во время рабочего хода нажимные рычаги 65 находятся в верхнем положении. При обратном ходе кулис ролик 31 обкатывается по нажимному рычагу до начала рабочего хода.
0 В случае применения автомата для расфасовки мелких штучных товаров в одной упаковке автомат устанавливают непосредственно у оберточной машины, рабочий орган которой используется как питатель автомата.
5 Регулируя передаточные числа шестерен на сбрасывающем устройстве счетчика и ротора оберточной мащины, можно регулировать идущее на упаковку количество штук изделий без специального контроля.
Предмет изобретения
Автомат роторного тина для сварки пакетов из термопластов, содержащий источник
5 питания, сварочное и отрезное устройства, отличающийся тем, что, с целью повыщения надежности работы автомата и упрощения его конструкции, в нем установлен кулисный механизм, кинематически связанный с ротором, а сварочное и отрезное устройства смонтированы на качающейся кулисе этого механизма.
. 2
f NJ -J CV CXI
eФиг.8

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки в пленку штучных изделий | 1981 |
|
SU952677A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Автомат для сварки под флюсом | 1978 |
|
SU897447A1 |
| Автоматическая машина для изгибания П-образных проволочных скоб и навивания соосных винтовых пружин на их свободных концах | 1951 |
|
SU100131A1 |
| Автомат для изготовления тороидаль-ных сердечников из ленты | 1971 |
|
SU508809A1 |
| Автомат для мерной резки и зачистки проводов | 1986 |
|
SU1494084A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| Устройство для складывания в пачку пакетов | 1965 |
|
SU633767A1 |
| ЙСЕСОЮЗНАЯ ^^^шт-1штт/^ | 1973 |
|
SU389592A1 |
| Устройство к кольцевым ватерам для автоматической замены шпуль | 1946 |
|
SU69800A1 |