Известен автомат для изготовления, наполнения и запечатывания пакетов из ленточного термосклеивающегося материала. Он состоит из рулонодержателя, направляющих валков, механизмов для формования трубки из ленты, устройства для сварки продольного шва трубки, дозатора, устройства для ввода прох укта в трубку и ротора, на котором смонтированы расположенные на регулируемом расстоянии один от другого обогреваемые и управляемые при помощи зубчатых реек и копира прижимы с ножами.
Предлагаемый автомат отличается тем, что для упрощения регулирования расстояния между прижимами и увеличения диапазона размеров выпускаемых пакетов в роторе образованы радиальные прорези, а прижимы с ножами консольно закреплены в этих прорезях с возможностью перестановки их в радиальном направлении. Зубчатые рейки, служащие для управления прижимами, расположены параллельно оси вращения ротора.
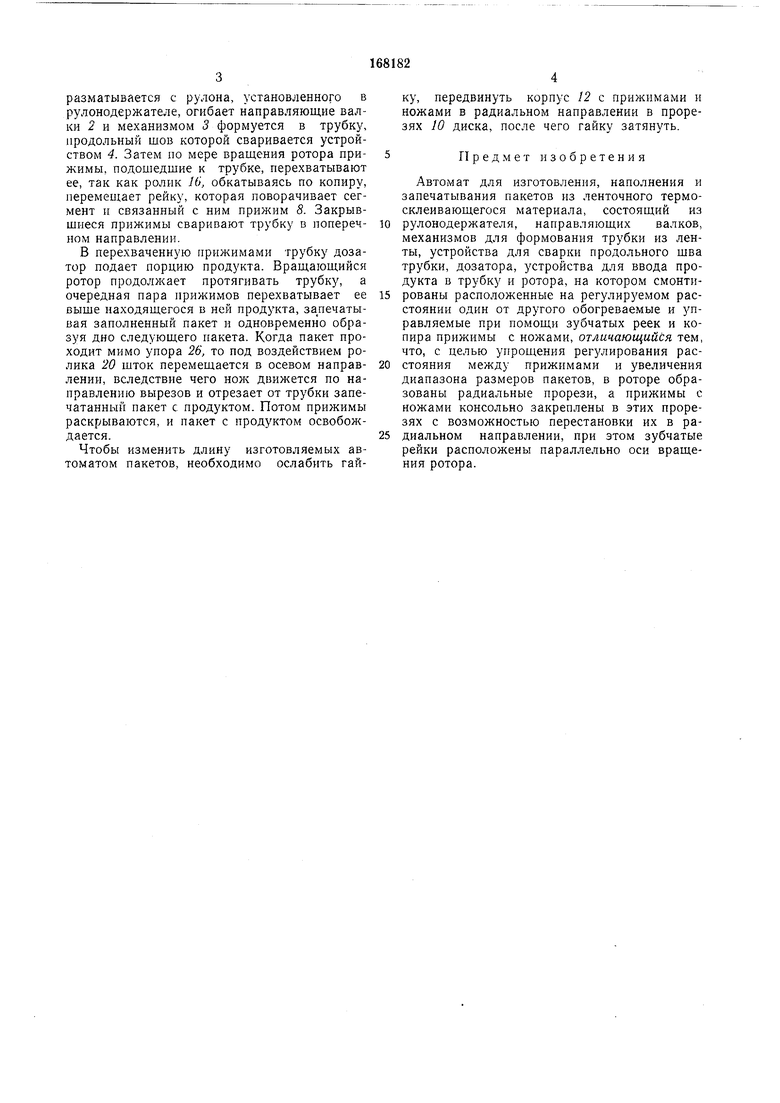
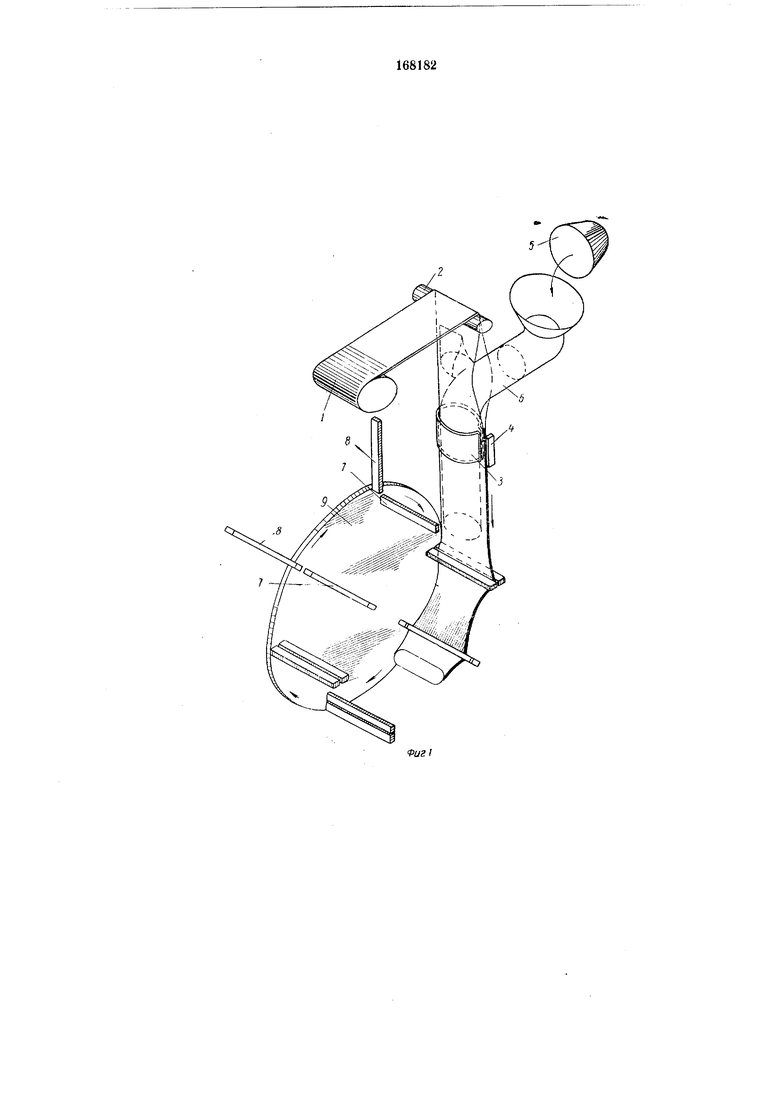
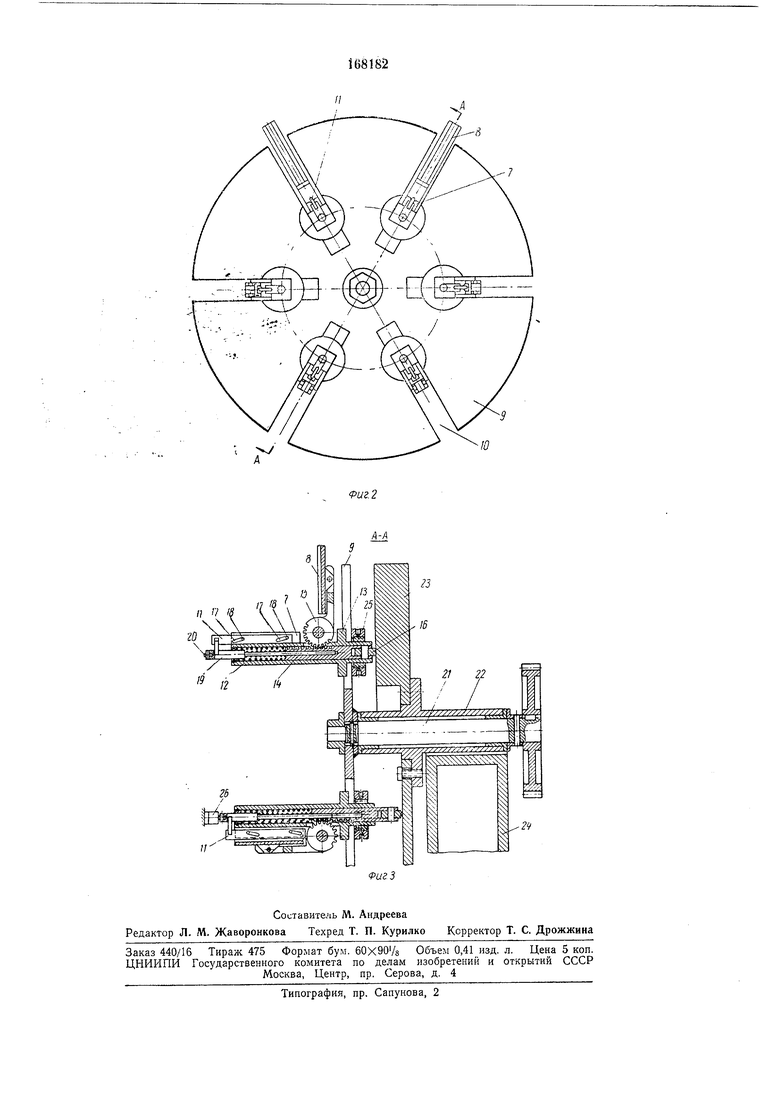
На фиг. 1 схематично изображен описываемый автомат; на фиг. 2 - ротор с прижимами, вид спереди; на фиг. 3 - то же, разрез по А-А на фиг. 2.
Автомат для изготовления, наполнения и запечатывания пакетов из ленточного термосклеивающегося материала состоит из рулонодержателя Л направляющих валков 2, механизма 5 для формования трубки из ленты, устройства 4 для сварки продольного щва трубки, дозатора 5, устройства 6 для ввода продукта в трубку и ротора с прижимами
7и 8.
Ротор выполнен в виде диска 5 с радиальными прорезями 10, в которых консольно закреплены обогреваемые прижимы с ножами //, смонтированные на корпусе 12 (имеющем резьбу на конце), выполненном с фланцем 13.
8этом корпусе размещена зубчатая рейка 14, находящаяся в зацеплении с сегментом 15. К последнему щарнирно прикреплен подвижный прижим 8. Рейка подпружинена и снабжена роликом 16. Нож выполнен в виде заостренной пластины с наклонными вырезами 17, укрепленной в корпусе 12 на щтифтах 18. Пластина подвижно соединена с подпружиненным щтоком 19, на конце которого установлен ролик 20. Приводной вал 21 диска с подшипниками размещен в неподвижном корпусе 22, на котором смонтирован копир 23.
Рейка с сегментом, а также копир предусмотрены для управления прижимами. Корпус 22 с копиром и ротором установлены на станине 24. Для крепления корпуса 12 с прижимами 7 и 8 и ножом в прорези диска служит гайка 25.
разматывается с рулона, установленного в рулонодержателе, огибает направляющие валки 2 и механизмом 5 формуется в трубку, продольный шов которой сваривается устройством 4. Затем по мере вращения ротора прижимы, подошедшие к трубке, перехватывают ее, так как ролик /6, обкатываясь по копиру, перемещает рейку, которая поворачивает сегмент н связанный с ним прижим 8. Закрывшиеся прижимы сваривают трубку в поперечном направлении.
В перехваченную прижимами трубку дозатор подает порцию продукта. Вращающийся ротор продолжает протягивать трубку, а очередная пара прижимов перехватывает ее выше иаходяшегося в ней продукта, за печатывая заполненный пакет и одновременно образуя дно следующего пакета. Когда пакет проходит мимо упора 26, то под воздействием ролика 20 шток перемещается в осевом направлении, вследствие чего нож движется по направлению вырезов и отрезает от трубки запечатанный пакет с продуктом. Потом прижимы раскрываются, и пакет с продуктом освобождается.
Чтобы изменить длину изготовляемых автоматом пакетов, необходимо ослабить гайку, передвинуть корпус 12 с прижимами и ножами в радиальном направлении в прорезях 10 диска, после чего гайку затянуть.
Предмет изобретения
Автомат для изготовления, наполнения и запечатывания пакетов из ленточного термосклеивающегося материала, состоящий из
рулонодержателя, направляющих валков, механизмов для формования трубки из ленты, устройства для сварки продольного шва трубки, дозатора, устройства для ввода продукта в трубку и ротора, на котором смонтированы расположенные на регулируемом расстоянии один от другого обогреваемые и управляемые при помощи зубчатых реек и копира прижимы с ножами, отличающийся тем, что, с целью упрощения регулирования расстояния между прижимами и увеличения диапазона размеров пакетов, в роторе образованы радиальные прорези, а прижимы с ножами консольно закреплены в этих прорезях с возможностью перестановки их в радиальном направлении, при этом зубчатые рейки расположены параллельно оси вращения ротора.