,1
Известны способы и средства для получения винтовых многозаходных канавок и пазов на внутренних цилиндрических поверхностях резцами на токарных станках, фрезами на фрезерных и т. д.
Однако получение винтовых канавок или пазов этими инструментами на деталях типа втулок, подшипников скольжения, борштанг и онравок для крепления и направления режущего инструмента, деталях винтовых шлицевых соединений и т. д. связано с большой трудоем костью изготовления, низкой стойкостью инструлшнта, больш.им временем, необходимым на настройку станков.
С целью повышения производительности труда, увеличения долговечности инструмента накатывание винтовых канавок и назов на внутренних цилиндрических поверхностях производится применением простого по конструкции инструмента, имеющего лишь одно -поступательное движение и осуществляе 1ого на прессах илл протяжных станках.
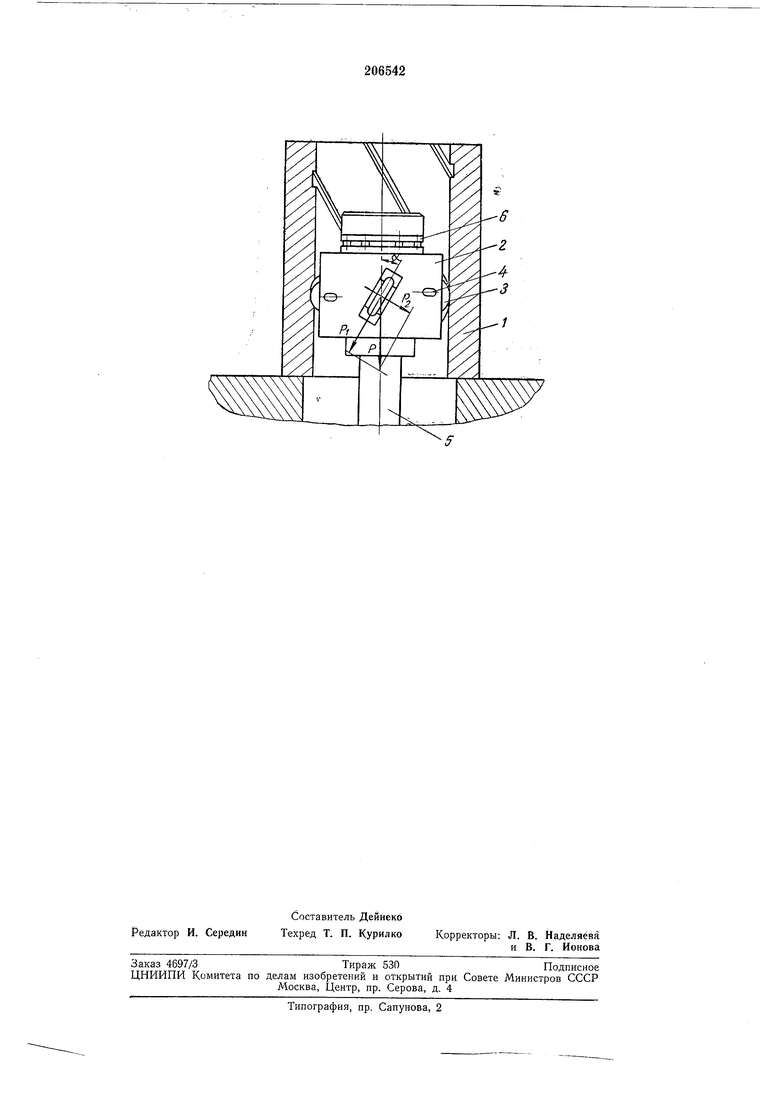
На чертеже изображена схема накатывания кана:вок на внутренних цилиндрических поверхностях предложенным инструментом.
свободно сидящими на осях 4. Количество и нрофиль роликов соответствует количеству и профилю накатываемых канавок, а угол наклона роликов а равен углу подъема винтовых ка-навок обрабатываемой детали. Головка
2 закреплена на тяге 5, но благодаря подшипнику 6 может свободно вращаться вокруг оси.
При сообщении тяге под действием усилия
Р поступательного перемещения вдоль ее оси
ролики вследствие наличия натяга заклиниваются и начинают автоматически обкатываться без скольжения по поверхности обрабатываемой детали под действием составляющей силы PI, образуя винтовую л.инию с щагом
ctg а. При этом головка 2 вращается вокруг оси тяги 5.
Предмет изобретения
Инструмент для накатывания в-интовых канавок на внутренних цилиндрических поверхностях, включающий тягу и головку с установленными на осях под углом подъема винтовой линии накатпымп роликами, отличающийся те.м, что. с целью накатывания винтовых каназок без принудительного вращения тяги с голозкой и роликов, головка на тяге установлена поворотно на подшипниках, а ролики установлены на головке свободно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| СПОСОБ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ | 2004 |
|
RU2252845C1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| СПОСОБ ХОНИНГОВАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВРАЩЕНИЯ И ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101158C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВНУТРЕННЕЙ НАСЕЧКИ ТРУБНЫХ ДЕТАЛЕЙ | 2017 |
|
RU2693666C2 |
| ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ С РАДИАЛЬНОЙ ПОДАЧЕЙ РЕЗЬБОНАКАТНЫХ РОЛИКОВ | 2004 |
|
RU2252844C1 |
| Инструмент для накатывания винтовыхКАНАВОК HA цилиНдРичЕСКиХ ВНуТРЕННиХпОВЕРХНОСТяХ | 1979 |
|
SU844114A1 |
| Устройство для выдавливания внутренних резьб | 1991 |
|
SU1759518A1 |
| Способ выполнения канавок пластическим деформированием на стенках деталей из ковких или пластичных материалов и устройство для его осуществления | 1986 |
|
SU1729282A3 |
| Установка для производства профилированных труб | 2021 |
|
RU2776753C1 |