Изобретение относится к обработке металлов давлением и может быть использовано при накатывании кольцевых и винтовых канавок на стенках деталей, имеющих форму тел вращения.
Целью изобретения является повышение качества и расширение технологических возможностей за счет выполнения канавок на тонкостенных полых деталях.
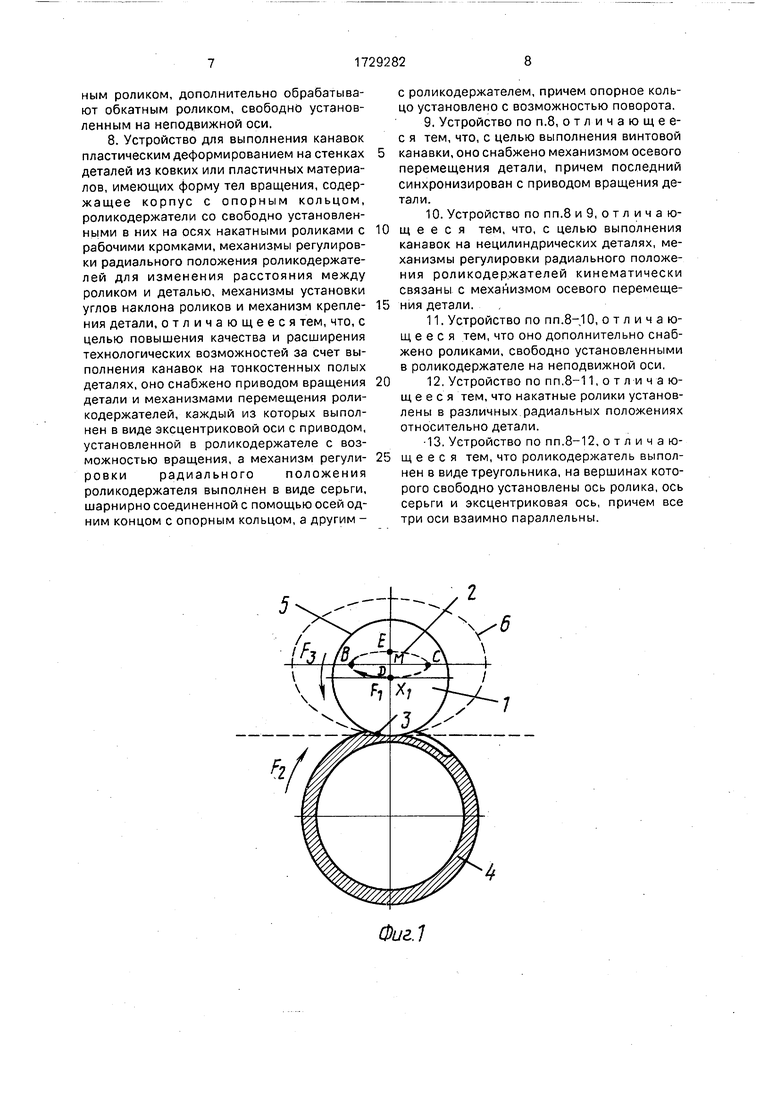
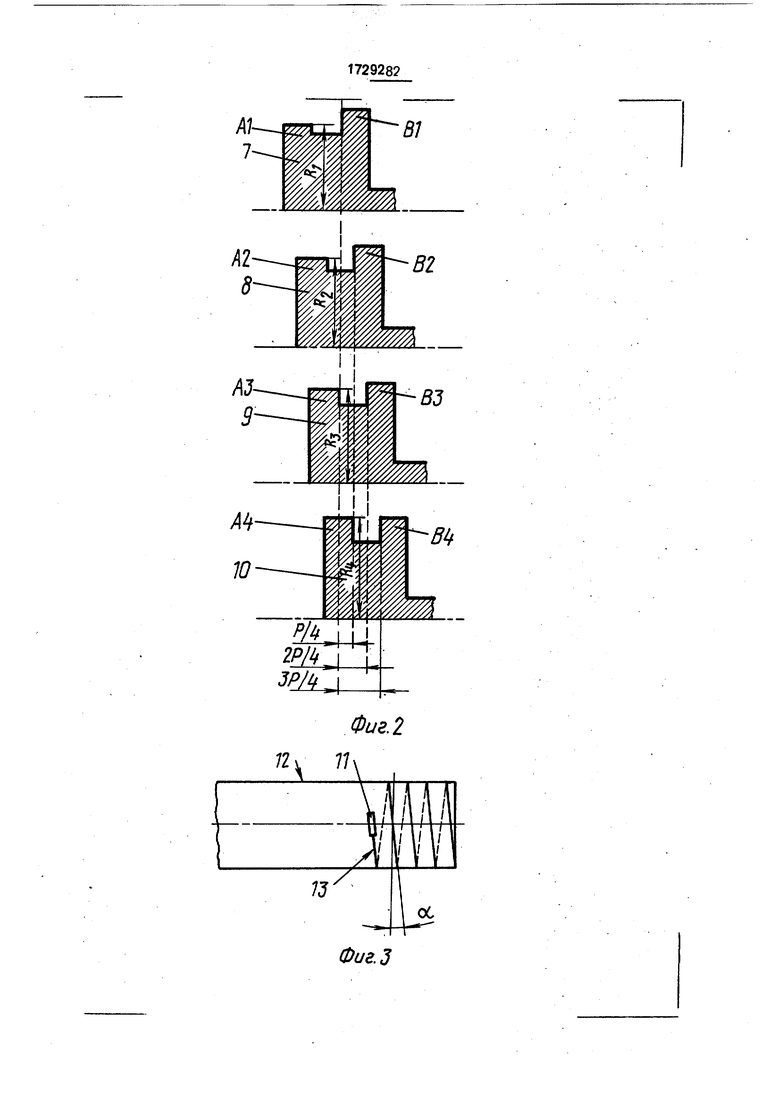
На фиг.1 представлена схема накатывания канавок; на фиг.2 - комплект из четырех
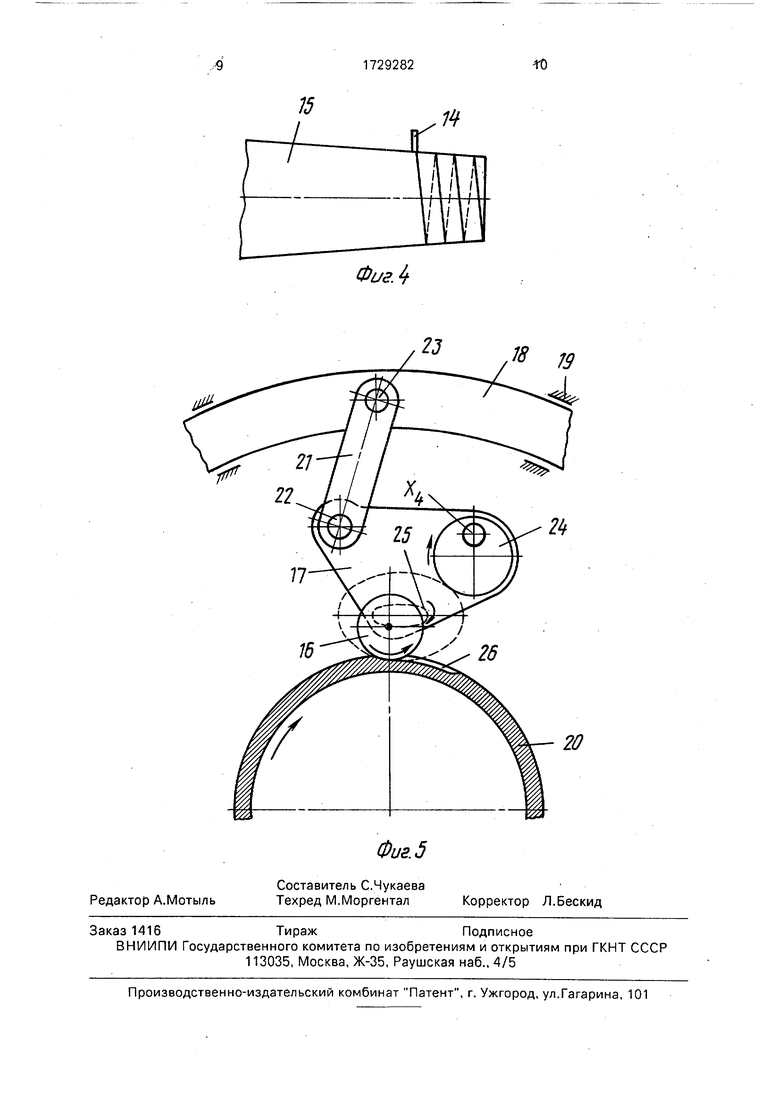
накатных роликов с двумя рабочими кромками, разрез; на фиг.З - схема накатывания винтовой канавки на цилиндрической полой детали; на фиг.4 - то же, на конической полой детали; на фиг.5 - схема устройства для накатывания канавок,
Способ осуществляют следующим образом.
Накатной ролик 1 устанавливают с возможностью свободного вращения на оси XT, перпендикулярной плоскости чертежа. Ось Хч перемещают параллельно самой себе таким образом, что точка ее пересечения с перпендикулярной плоскостью осуществляет циклическое движение по удлиненной замкнутой кривой 2 в направлении вращения детали, указанной стрелками F1 и F2. Кривая 2 близка по форме к овалу или эллипсу. Ее наибольшая диагональ ВС пересекает под прямым углом в точке М короткую диагональ ЕД, продолжение которой пересекает зону деформации 3 и ось Ха детали 4, причем длина диагонали ЕД меньше, чем диаметр рабочей кромки 5 накатного ролика 1. Кривая 6, огибающая траекторию рабочей кромки ролика 1, пересекается с деталью 4. В процессе обработки накатной ролик вращается в направлении стрелки Рз, а его рабочая кромка 5 образует на детали зону 3 деформации, которая перемещается вдоль стенки детали.
Перемещение накатного ролика указанным способом позволяет уменьшить угол наклона рабочей кромки в начальный момент ее взаимодействия с деталью и значительно улучшить условия деформации. В большинстве случаев выгодно применять несколько накатных роликов, размещенных с разных сторон детали. При этом ось каждого накатного ролика перемещают по удлиненной замкнутой кривой, по которой не проходит ось другого ролика, а рабочие кромки роликов располагают как в одной плоскости, так и в нескольких параллельных плоскостях.
Для выполнения винтовых канавок ролик или деталь перемещают в осевом направлении, а скорость осевого перемещения согласовывают со скоростью вращения детали. При использовании комплекта накатных роликов их рабочие кромки
должны быть смещены одна относительно
р
другой на величину у, где Р - шаг винтового профиля; Z - количество роликов в комплекте.
В некоторых случаях целесообразно использовать более сложные накатные ролики с несколькими рабочими кромками (фиг.2). Каждый из роликов 7-10 содержит по две
рабочие кромки. При этом радиусы кромок А-|-А4 различны, т.е. Ri R2 Ra R4. Рабочие кромки 81-84 имеют одинаковые размеры и служат для выравнивания и
5 упрочнения канавок, предварительно образованных кромками .
Для повышения качества при выполнении винтовых канавок плоскость рабочей кромки ролика 11 наклоняют под углом а к
0 оси детали 12 (фиг.З). Угол наклона ролика, как правило, равен углу подьема винтовой линии 13.
При накатывании винтовой канавки на детали, имеющей коническую форму (фиг.4),
5 в процессе деформирования изменяют расстояние между траекторией рабочей кромки ролика 14 и деталью 15, одновременно контролируя глубину зоны деформации.
Повышение точности и качества повер0 хности достигается также и тем, что канавку, образованную накатным роликом, дополнительно обрабатывают, по меньшей мере од- ним обкатным роликом, свободно установленным на неподвижной оси.
5Способ осуществляют следующим образом.
При накатывании наружной резьбы на стальной трубе с диаметром 1/2 дюйма и толщиной стенки равной 6 мм, трубе сооб0 щают вращение со скоростью 9 об/мин и радиальное перемещение относительно роликов со скоростью 38,1 мм/мин. Четыре ролика диаметром 61 мм, каждый из которых имеет одну рабочую кромку, расположе5 ны на осях, размещенных с разных сторон от заготовки. В процессе накатывания оси трех накатных роликов перемещают таким образом, что точки их пересечения с перпендикулярными плоскостями осуществля0 ют циклическое движение по удлиненным замкнутым кривым. Число циклов составляет 2000-3000. Четвертый ролик является обкатным, он установлен с возможностью вращения на неподвижной оси. Максималь5 ная глубина проникновения рабочих кромок роликов составляет, мм: для первого ролика 0,4; для второго 0,8; для третьего 1,2; для четвертого 1,2. Резьба, выполненная указанным способом, имеет высокую точность
0 и хорошее качество поверхности. При этом на участке, где выполнена резьба, внутренний диаметр трубы остается неизменным.
Устройство для выполнения канавок пластическим деформированием содержит
5 накатные ролики 16, свободно установленные на осях Хз в подвижных роликодержа- телях 17, опорное кольцо 18, расположенное в корпусе 19 с возможностью вращения, механизмы перемещения и
регулировки радиального положения роликодержателей и механизмы установки углов наклона роликов (не показаны). Устройство также содержит механизм крепления и привод вращения детали 20 (не показаны).
Механизм регулировки радиального положения роликодержателя выполнен в виде серьги 21, шарнирно соединенной с помощью осей-22 и 23 с опорным кольцом и роликодержателем. Механизм перемещения роликодержателя выполнен в виде эксцентриковой оси 24 с приводом (не показан), которая установлена в роликодер- жателе 17с возможностью вращения. Роли- кодержатель выполнен в виде треугольника, на вершинах которого свободно установлены ось Хз ролика 16, ось 22 серьги 21 и эксцентриковая ось 24, причем все три оси взаимно параллельны,
Для выполнения винтовых канавок на деталях как цилиндрической, так и нецилйн- дрической формы устройство снабжено механизмом осевого перемещения детали (не показан), .который связан с приводом вращения детали, и механизмом регулировки радиального положения роликодержателя. Наряду с подвижными роликодержателями 17, в каждом из которых свободно установлен накатной ролик 16с рабочими кромками, устройство может быть снабжено неподвижными роликодержателями, в которых на неподвижных осях свободно распо- ложеныобкатныеролики,
предназначенные для калибрования канавок, образованных накатными роликами.
Устройство работает следующим образом.
Обрабатываемая деталь 20 устанавливается в механизме крепления детали и приводится во вращение. Эксцентриковой оси 24 сообщается вращение вокруг Хз по часовой стрелке. При этом ось накатного ролика Хз начинает циклически переме- щаться параллельно самой себе по удлиненной замкнутой кривой 25 в направлении часовой стрелки. Рабочая кромка ролика образует на детали зону 26 деформации, которая перемещается вдоль стенки детали, а сам ролик вращается в направлении стрелки F4.
При накатывании винтовых канавок деталь перемещают в осевом направлении синхронно с ее вращением, а рабочие кромки роликов устанавливают под углом к оси детали, равным углу подъема винтовой канавки. Изменение расстояния между роликами и деталью осуществляется при повороте кольца 18.
Предлагаемое изобретение позволяет улучшить условия деформации детали, повысить качество поверхности канавок, а также расширить технологические возможности за счет выполнения канавок на тонкостенных полых деталях.
Формула изобретения
1. Способ выполнения канавок пластическим деформированием на стенках деталей из ковких или пластичных материалов, имеющих форму тел вращения, несколькими накатными роликами с рабочими кромками, при котором ось каждого ролика перемещают параллельно самой себе так, что точка пересечения оси с перпендикулярной плоскостью осуществляет циклическое движение по замкнутой кривой, по которой
не проходит ось другого ролика, а рабочая кромка ролика образует на детали зону деформации, отличающийся тем, что, с целью повышения качества и расширения технологических возможностей за счет выполнения канавок на тонкостенных полых деталях, по меньшей мере один ролик с одной рабочей кромкой устанавливают с возможностью свободного вращения, при этом ось ролика перемещают так, что замкнутая
кривая имеет удлиненную форму, а продолжение ее короткой диагонали пересекает зону деформации и ось детали, причем эта короткая диагональ перпендикулярна наибольшей диагонали и имеет длину меньшую,
чем длина диаметра рабочей кромки рол.ика,. а зона деформации в каждом цикле перемещается относительно стенки детали.
2.Способ по п.1,отличающийся тем, что, с целью выполнения винтовой канавки, роликам или детали сообщают осевое перемещение, согласованное с вращением детали.
3.Способ по пп.1 и 2, отличающий- с я тем, что плоскости рабочих кромок ролика располагают под углом к оси детали.
4.Способ по п.З, отличающийся тем, что плоскость рабочих кромок ролика располагают под углом к оси детали, равным углу подъема винтовой канавки.
5. Способ по пп., отличающийс я тем, что, с целью выполнения канавок на деталях нецилиндрической формы, например на конических деталях, в процессе деформирования изменяют расстояние между
траекторией рабочей кромки ролика и осью детали и контролируют глубину зоны деформации.
6.Способ по пп.Т-5, отличающий- с я тем, что направление движения точки
пересечения оси ролика с перпендикулярной плоскостью по замкнутой удлиненной кривой осуществляют в направлении вращения детали.
7.Способ по пп.1-6, отличающий- с я тем, что канавку, образованную накатным роликом, дополнительно обрабатывают обкатным роликом, свободно установленным на неподвижной оси.
8. Устройство для выполнения канавок пластическим деформированием на стенках деталей из ковких или пластичных материалов, имеющих форму тел вращения, содержащее корпус с опорным кольцом, роликодержатели со свободно установленными в них на осях накатными роликами с рабочими кромками, механизмы регулировки радиального положения роликодержате- лей для изменения расстояния между роликом и деталью, механизмы установки углов наклона роликов и механизм крепле- ния детали, отличающееся тем, что, с целью повышения качества и расширения технологических возможностей за счет выполнения канавок на тонкостенных полых деталях, оно снабжено приводом вращения детали и механизмами перемещения роли- кодержателей, каждый из которых выполнен в виде эксцентриковой оси с приводом, установленной в роликодержателе с возможностью вращения, а механизм регули- ровки радиального положения роликодержателя выполнен в виде серьги, шарнирно соединенной с помощью осей одним концом с опорным кольцом, а другим с роликодержателем, причем опорное кольцо установлено с возможностью поворота.
9.Устройство по п.8, отличающее- с я тем, что, с целью выполнения винтовой канавки, оно снабжено механизмом осевого перемещения детали, причем последний синхронизирован с приводом вращения детали.
10.Устройство по пп.8 и 9, отличающее с я тем, что, с целью выполнения канавок на нецилиндрических деталях, механизмы регулировки радиального положения роликодер.жателей кинематически связаны с механизмом осевого перемещения детали.
11.Устройство по пп.8-10, о т л и ч a torn, e e с я тем, что оно дополнительно снабжено роликами, свободно установленными в роликодержателе на неподвижной оси,
12.Устройство по пп.8-11, о т ли ч а ю- щ е е с я тем, что накатные ролики установлены в различных радиальных положениях относительно детали.
13. Устройство по пп.8-12, отличающееся тем, что роликодержатель выполнен в виде треугольника, на вершинах которого свободно установлены ось ролика, ось серьги и эксцентриковая ось, причем все три оси взаимно параллельны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| Станок для отделочно-упрочняющей обработки зубчатых колес обкатыванием | 1987 |
|
SU1588475A2 |
| Устройство для накатывания резьб | 1990 |
|
SU1722672A1 |
| Машина для накатки кольцевых канавок на сильфонных трубках-заготовках | 1979 |
|
SU774685A1 |
| Линия для спирального оребрения труб лентой | 1978 |
|
SU733760A1 |
| Устройство для накатывания профильных канавок | 1980 |
|
SU980906A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ С МЕТАЛЛИЧЕСКИХ ПОЛОС | 1996 |
|
RU2111816C1 |
| РОЛИКОВАЯ ГОЛОВКА ДЛЯ НАКАТКИ ВИНТОВОЙ ПОВЕРХНОСТИ НА КРУГЛОЙ ПРОВОЛОКЕ | 2004 |
|
RU2275980C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ТИПА ДНИЩ | 2000 |
|
RU2175901C2 |
| Устройство для холодильного накатывания спиральных канавок на трубе | 1976 |
|
SU654337A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при накатывании кольцевых и винтовых канавок на деталях из ковких или пластичных материалов. Цель изобретения - повышение качества и расширение технологических возможностей за счет выполнения канавок на тонкостенных полых деталях. Устройство содержит корпус с опорным кольцом, подвижные роликодер- жатели (Р) со свободно установленными в них на осях накатными роликами с рабочими кромками, механизмы перемещения и регулировки радиального положения Р и ме2 . ханизмы установки углов наклона роликов. Устройство снабжено механизмом крепления и приводами вращения и осевого перемещения детали. Последний кинематически связан с приводом вращения и механизмом регулировки радиального положения роликов. Для повышения точности и качества обработки устройство может быть снабжено и неподвижными Р, в которых на неподвижных осях свободно расположены обкатные ролики, предназначенные для калибрования канавок, образованных накатными роликами. В процессе обработки оси накатных роликов перемещают так, что точка пересечения каждой оси с перпендикулярной плоскостью осуществляет циклическое движение по удлиненной замкнутой кривой, с которой не пересекаются оси других накатных роликов. Рабочая кромка ролика образует на детали зону деформации, перемещающуюся в каждом цикле относительно стенки детали. Наименьшая диагональ удлиненной замкнутой кривой перпендикулярна наибольшей диагонали и короче, чем диаметр рабочей кромки ролика. Продолжение наименьшей диагонали пересекает зону деформации и ось детали. Для выполнения винтовых канавок деталь перемещают относительно роликов в осевом направлении, а рабочие кромки ролика располагают под углом к оси детали, равным углу подъема винтовой линии. 2 с. и 11 з.п. ф-лы, 5 ил. (Л С VI Ю О Ю 00 Ю СО
Фиг.1
Фиг.З
Фиг.Ь
| Способ накатывания наружной резьбы | 1960 |
|
SU138579A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Резьбонакатная головка | 1975 |
|
SU550209A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
