Описываемый способ предназначен для выставления и Т1рил{има торцового катода к установочной плоскости и может быть применен в производстве электровакуумных приборов.
В настоящее время выставление и прижим катода к установочной плоскости производится механическим приспособлением, что не обеспечивает стабильности, точности и приводит к повреждению оксидного катода.
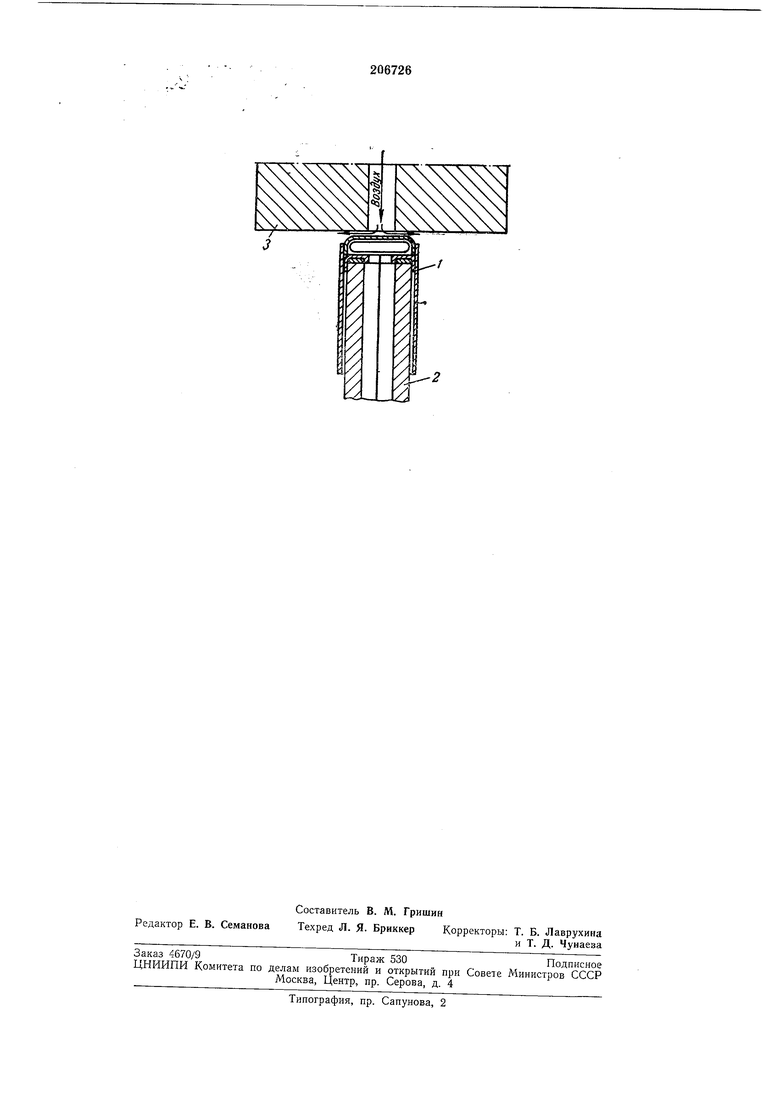
Предложенный способ позволяет получить повышенную точность и стабильность без нарушения ОКСИДНОГО покрытия. - Па чертеже представлено положение катода в момент начала его движения иод действием атмосферного давления.
Катод 1 надевают на подвил ной цилиндрический электрод 2, внутри которого имеется отверстие для подачи воздуха.
Первоначально катод 1 движением электрода 2 подводится к установочной плоскости 3. В этот момент через отверстие в установочной плоскости, соосное катоду, подается воздух с давлением 0,4-1,5 ати. При достижении определенного зазора между торцом катода и установочной плоскостью, т. е. когда в этом зазоре давление станет меньше атмосферного, катод 1 начнет двигаться по электроду 2 в сторону установочной плоскости 3, точно и МЯГКО выставляясь относительно нее.
Далее в отверстие электрода 2 подается воздух давлением 4-6 ати и точно прижимает выставленный катод к установочной плоскости без повреждения оксидного пок 1ытия катода.
Предмет изобдетения
Способ выставления и прижима торцового катода к установочной нлоскости, отличающийся тем, что, с целью увеличения точности и стабильности выставления и прижима, выставление катода производят с помощью воздушной подущки, образуемой стабилизированным потоком воздуха на катод со стороны
установочной плоскости, а прижим катода, после его выставления, производят воздущным потоком, направленным внутрь держателя катода и создающим давление на катоде большее, чем давление воздуха со стороны установочной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для электрохимического зубозакругления шестерен | 1972 |
|
SU517459A1 |
| Установка для электроэрозионного легирования | 1986 |
|
SU1502237A1 |
| АКСИАЛЬНАЯ ЭЛЕКТРОННАЯ ПУШКА | 2017 |
|
RU2699765C1 |
| Устройство для контроля высоты гофр и стабилизации характеристик мембран | 1986 |
|
SU1362982A1 |
| Катодно-модуляторный узел электронно-лучевого прибора | 1981 |
|
SU945917A1 |
| ЭЛЕКТРОХИМИЧЕСКАЯ ОБРАБОТКА | 2000 |
|
RU2264894C2 |
| УСТРОЙСТВО ДЛЯ БАЗОВОЙ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ ЕЕ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2007 |
|
RU2356703C2 |
| Станок для электроэрозионной обработки внутренней цилиндрической поверхности | 1982 |
|
SU1065123A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОКАЛЬНЫХ УЧАСТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2011 |
|
RU2470749C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СВОЙСТВ ТЕКУЧИХ СРЕД | 1992 |
|
RU2061218C1 |