1
Изобретение относится к области электрохимичеокой обработки м-еталлав и может быть использовано для электрохимического удаления заусенцев.
Известен полуавтомат для электрохимическОГо зубозаиругления шестерен, который содержит механизм установочных перемещений детали относительно катодного устройства и механизм рабочей подачи детали.
С целью упрощения колструкц-ии в предлагаемом полуа1втомате механизм устаиовочных перемещений выполнен в виде двух .соооно расположенных по обе стороны обрабатываемой детали силовых цилиндров с различными уоилиями, причем шток цилиндра с меньшим усилием жестко связан с деталью и взаимодействует с механизмом рабочей подачи детали, .напримар кулач.ковым.
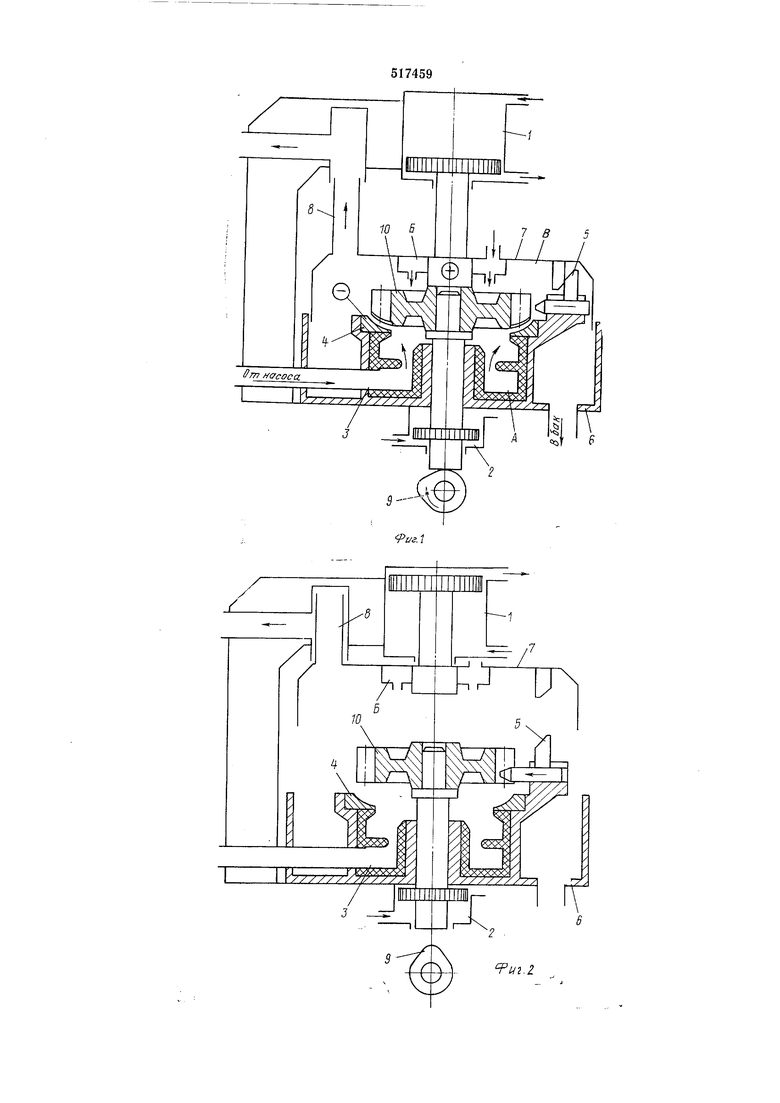
Иа фиг. 1 показана принципиальная схема предлагаемого полуавтомата в момент обработки; на фиг. 2 - тот же полуавтомат в момент загрузки или разгрузки.
Полуавтомат состоит из соооно расположенных по обе стороны обрабатываемой детали цилиндра 1 большего усилия и цилиндра 2 меньшего усилия. Шток цилиндра большего усилия заканчивается прижимам для подвода положительного полюса к обрабатываемой шестерне. Шток цилиндра меньшего усилия является шроходиым, верхняя часть его заканчивается оправжой для насадки на нее обрабатываемой шестерни, а нижняя - упором. Катодное устройство 3 снабжено направляющей втулКОЙ для перемещения штока цилиндра меньшего усилия.
Электрод-инструмент 4, являюшийся катодом, изолирован электричеоки от узлов, сосдинонных с анодом, и представляет собой диск с впадинами, число и форма которых соОлветствует зеркальному отображению желаемого закругления торцов зубьев шестерни.
Фиксатор 5, несущий на себе клин, приходящий в соприкосновении с другим клином при опущенном штоке ци„тиндра 1, фиксирует обрабатываемую шестерню по внадинам зубьев в момент ее установки. Нормально фиксатор поджат в положение фиксирования.
Поддон 6 с отверстием для штока цилиндра 2 имеет полость, которая образует совместно с обрабатываемой шестерней камеру А давления. Поддон снабжен нагнетательным трубопроводом и трубопроводом свободного слива электролита. На штоке цилиндра большего усилия жестко закренлена крышка 7 с встроенным в нее натрубком 8 для отсоса газов и полостью Б для обдувки шестерен и продувки каМеры. Кулачок 9 механизма рабочего дви гсения имеет равномерное изменение величины радиуса на всей длине рабочего хода.
Полугтвтомат снабжен источником постоянкого тока, положительный полюс которого подведен к обрабатываемой шестерне 10, а оприцателыный-к электроду-ииструмент}. Насос и система циркуляции электролита обеспечивают сменность электролита в обработки. Система сжатого воздуха или гидросистема обеспечивает движение штоков дилилдров. Работает полуавтомат следующим образо м. В исходном положении полуавтомата (см. фиг. 2) шток цилиндра 1 большего усилия и крышка 7 находятся в верхнем положении. Кулачок 9 наиболее удаленным от цилиидра участком рабочей поверхности иовериут вверх. Шток цилиндра 2 меньшего усилия находится в поднятом положении и его улор удален or кулачка на величину ускоренного отвода (30-50мм). В этом положении обрабатываемая шестерня 10 иадевается на опра-эку, -которой заканчивается шток цилиндра меньшего усилителя и фиксируется фиюсаторо-м 5. Оператор нажатием на элвкпро«нопки в клюмает автоматический цикл, который проходит в следующей последователыности. Шток цилиндра 1 вместе с 7 опускается. При соприкосновении штока цилиндра 1 с шестарней 10 происходит предварительный ее прижим, усилие которого определяется противодавлением цилиндра 2. Дальнейшее воздействие цилиндра 1 приводит к ускоренному подводу шестерии к электроду-инструменту 4, который прекращается в момент соприкосновения упора штока цилиндра 2 с кулачком. Одновременно при опускании штока цилиндра 1 происходит вывод фиксатора 5 из фиксирующего положения (путем азаимодействий пары клиньев). В нижнем положении штока ци.л1индра 2 происходит включение подачи э.,чектролита, постоянного тока, и начинает вращаться кулачок 9 от своего привода. Вращение кулачка обеспечивает рабочий ход обрабатываемой шестерки к электроду-инструменту 4. В процессе электрохимической обработки элоктролит поступает в камеру давления катодного устройства 3 по нагнетательному трубопроводу, истекает струей в зазор между обрабатываемыми торцами зубьев шестерни и электродо.м-инструментом и иоступает в атмосферную камеру В, которая образуется крышкой 7 и поддоном 6 и между которыми предусмотрен зазор, необходимый для вентилирования. Электролит, истекающий из межэлектродного зазора в атмосфериую камеру, попадает на стенку крышки и стекает в трубопровод в поддоне. В процеосе электрохимической обработки производится постоянная продувка атмосферной камеры сжатым возду.хоМ, поступающим из полости Б, и отсос газов через патрубок 8 и вытяжную вентиляцию. При оканчании электрохимической обработки нрекращается вращение кулачка (рабочая подача), вьжлючается постоянный ток, прекращается подача электролита через нагнетательный трубопровод и производится интенсивная обдувка шестерни сжатым воздухом из полости Б. По окончании обдувки щток цилиндра 1 вместе с крышкой 7 поднимается и освобождает шток цилиндра 2, который в свою очередь, поднимаясь, приподнимает обрабатываемую шестерню настолько, чтобы ее удобно было захватить снизу для снятия с оправки. После замены шестерни цикл повторяется. Формула изобретения Полуавтомат для электрохимического зубозакругления шестерен, содержащий механизм установочных перемещений детали относительно катодного устройства и механизм рабочей подачи детали, отличаю щ и и с я тем, что, с целью упрощения конструкции устройства, механизм установочных пе1ремещений выполнен в виде двух соосно расположенных по обе стороны обрабатываемой детали силовых цилиндров с различными усилиями, причеМ шток цилиндра с меньшим усилием жестко связан с деталью и взаим(дейст:В}ет с teхлнизмом рабочей подачи детали, наирим1 р кулачковым.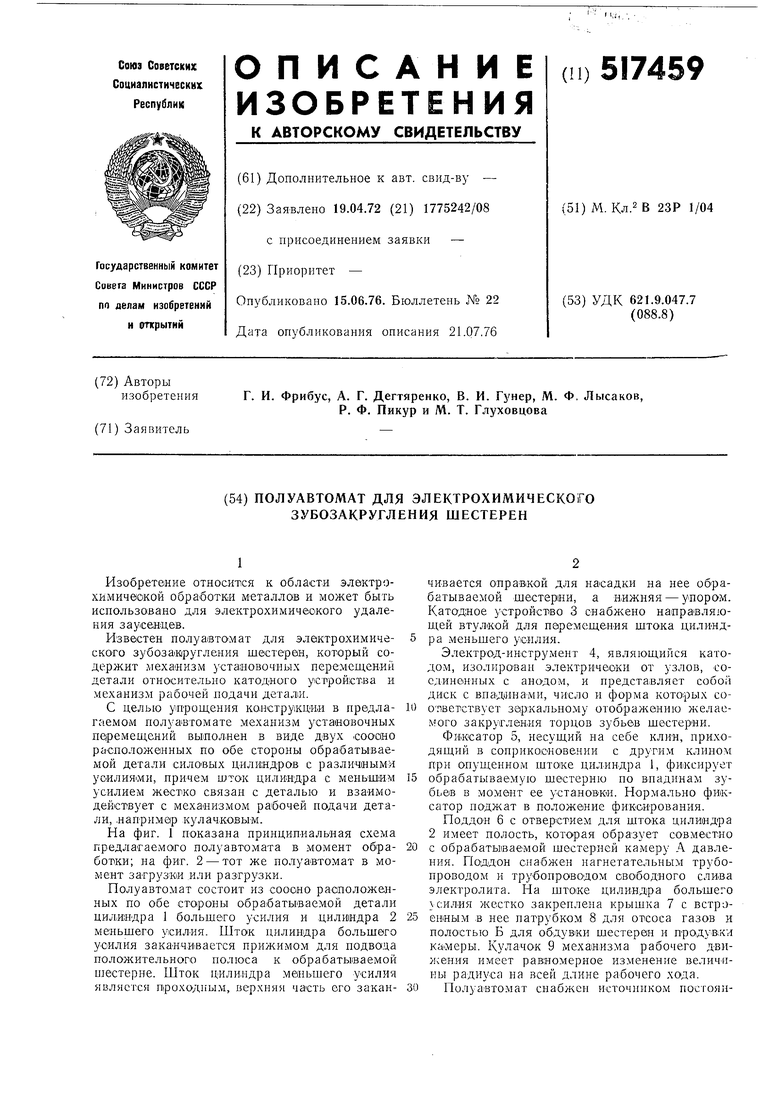
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| Станок для электрохимической обработки тел вращения | 1982 |
|
SU1127735A1 |
| Алмазно-расточный станок | 1973 |
|
SU477789A1 |
| Полуавтомат для обработки деталей по контуру | 1981 |
|
SU1057003A1 |
| УСТРОЙСТВО ПОДАЧИ ЭЛЕКТРОДА-ИНСТРУМЕНТА ЭЛЕКТРОХИМИЧЕСКОГО КОПИРОВАЛ ЬНО-ПРОШИВОЧНОГОСТАНКА | 1972 |
|
SU352738A1 |
| Установка для восстановления и упрочнения валов | 1989 |
|
SU1673647A1 |
| ПЛАНЕТАРНЫЙ МОТОР-КОМПРЕССОР | 1993 |
|
RU2095578C1 |
| Токарный полуавтомат | 1988 |
|
SU1565588A1 |
| Полуавтомат для прошивки деталей и узлов швейных изделий | 1958 |
|
SU121331A1 |
| Станок для электрохимического снятия заусенцев | 1985 |
|
SU1303307A1 |