Известны устройства для шаговой роликовой сварки, содержащие фрикционный механизм прерывистого вращения сварочного родика, а также бесконтактный датчик включения сварочного тока.
Предлагаемое устройство отличается от известных тем, что механизм прерывистого вращения ролика выполнен в виде двух муфт обгона противоположного направления, установленных на ведомом валу. Обойма одной муфты жестко закреплена в корпусе сварочной машины, а обойма другой муфты связана с ведущим валом рычагом. Последний шарннрно сообщен с установленным на ведущем валу диском через эксцентрично расположенный на нем палец. Этот палец установлен в пазу диска и фиксируется винтом. Это отличие позволяет плавно регулировать шаг сварки в широких пределах, а также обеспечивает с высокой точностью выдержку заданного шага.
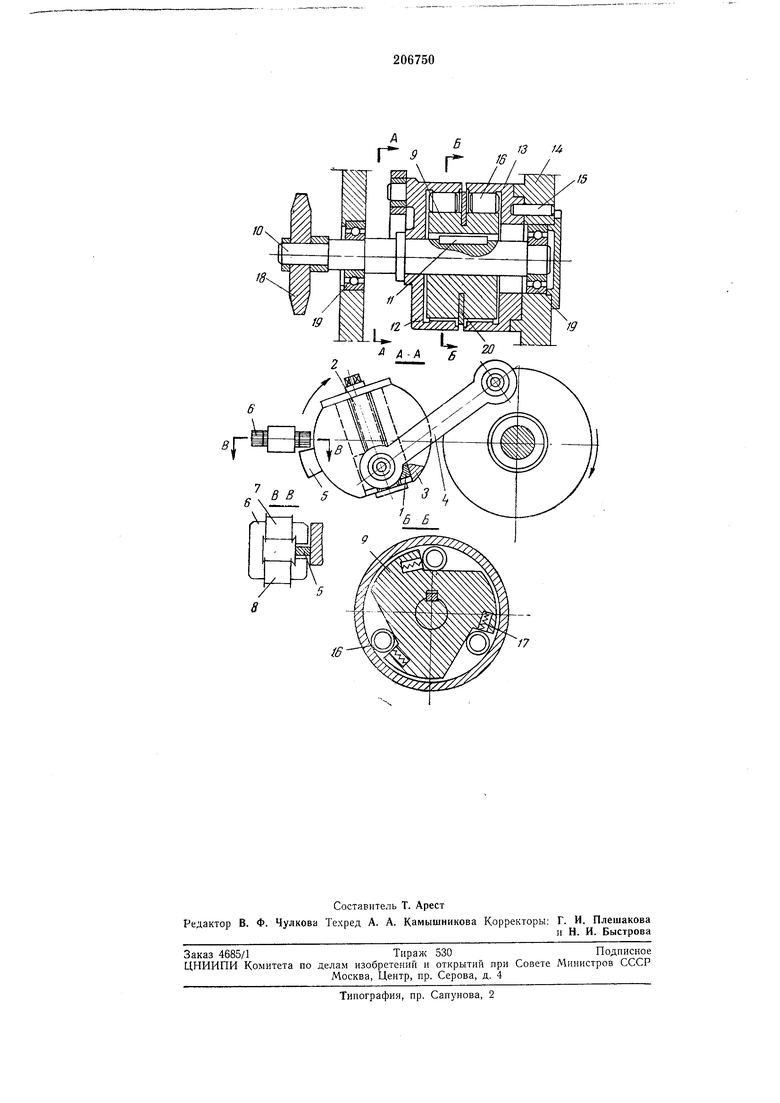
На чертеже изображено предлагаемое устройство и разрезы по Л-А, Б-Б и В-В.
Оно включает эксцентриковый крнвошипный механизм с бесконтактным датчиком импульсов включения сварочного тока, фрикционный механизм нрерывистого вращения и шарнирно соединяющий их рычаг.
та, которое состоит из сухаря-пальца 1, перемещаемого винтом 2 в направляющем пазу, отфрезерованном в диске 3. Последний приводится во вращение электродвигателем через редуктор {не ноказан) н связан с механизмом прерывистого вращения рычагом 4.
Па цилиндрической части этого диска закреплен подвижный магнитопровод 5 бесконтактного датчика (трансформаторного типа) импульсов включения сварочного тока.
Пенодвижный разомкнутый магнитопровод 6 с размещенными на нем первичной 7 и вторичной 8 обмотками датчика импульсов закреплен на корпусе сварочной машины.
Магнитонроводы датчика устанавливают так, чтобы магнитный поток замыкался во время обратного хода рычага 4, т. е. во время остановки сварочного ролика.
Механизм прерывистого вращения выполнен фрикционным и включает две встречно включенные муфты обгона, ступицы 9 которых жестко соединены с валом 10 шпонкой 11. Обойма 12 левой муфты свободно посажена на вал 10. Обойма 13 правой муфты жестко закреплена в корпусе сварочной машины 14 при помощи штифта 15. В вырезы ступиц 9 вставлены ролики 16, поджатые пружинами 17.
поворачиваться в подшипниках 19. Для предотвращения соприкосновения роликов 16 установлено разрезное кольцо 20.
Устройство работает следующим образом.
Предварительно винтом 2 устапавливают иужный эксцентриситет иальца /. После включения сварочной машины диск 3 получает вращательное движение. Так как диск 3 связан с рычагом 4, обойма 12 левой мусрты обгона начинает качаться на валу 10. 11ри движении этой обоймы в сторону (указанную стрелкой) ролики левой муфты заклиниваются и перемещают ступицы, а вместе с ними вал 10 и сварочный ролик 18. В это время ролики правой муфты, находящиеся иод неподвижной обоймой 13, расклиниваются. В результате этого ступицы свободно поворачиваются.
При движении обоймы 12 в обратную сторону (во время обратного хода рычага 4} ролики иод неподвижной обоймой заклиниваются, и ступицы не перемещаются. В результате этого расклиниваются ролики иод обоймой 12, и она свободно поворачивается относительно ступиц 9.
Одновременно при вращении диска 3 в начале каждого обратного хода рычага, т. е. в момент, когда сварочные ролики неподвижны, будет замыкаться магиитопровод датчика импульсов включения сварочиого тока. В это время на вторичной обмотке датчика, первичная обмотка которого питается нанряжением промышленной частоты, будут появляться импульсы переменного напряжения, дающие команду на включение сварочного тока.
Изменяя эксцентрицитет пальца /, можно в широких пределах изменять угол качания
обоймы 12, а следовательно, угол поворота вала 10 и щаг сварки.
Первая муфта обгона уменьшает холостой ход устройства практически до нуля, что позволяет выдерживать заданный шаг сварки с большой точностью вне зависимости от колебаний оборотов электродвигателя привода вращения, люфтов редуктора и т. п. Особенность предлагаемого устройства состоит в том, что оно производит роликовую шаговую сварку при помощи стандартного ирерывателя сварочного тока типа ПИТ для точечной сварки. Это позволяет осуществлять сварку каждой точки роликового шва но различным сложным циклам, например двумя импульсами тока, один из которых (второй) отжигающий.
Предмет изобретения
Устройство для шаговой роликовой сварки, содержащее фрикционный механизм прерывистого вращения ролика, связывающий ведущий вал с ведомым, на котором установлен сварочный ролик, а также бесконтактный датчик включения сварочного тока, отличающееся тем, что, с целью повышения точности выдержки шага сварки, а также возможности плавной регулировки шага, механизм прерывистого вращения ролика выполнен в виде
муфт обгона противоположного направления, установленных на ведущем валу, причем обойма одной из муфт жестко закреплена в корпусе сварочной машины, а обойма другой муфты связана с ведущим валом рычагом, шарнирно соединенным с установленным на ведущем валу диском через эксцентрично расположенный на нем налец, размещенный в пазу диска и фиксируемый винтом.
13 /4
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРЕТКА ДЛЯ ПОДДЕРЖАНИЯ РАБОЧИХ ОРГАНОВ | 1994 |
|
RU2101151C1 |
| Установка для контактной точечной сварки | 1987 |
|
SU1574400A1 |
| Устройство для контактной электросварки кольцевых швов | 1976 |
|
SU709296A1 |
| УСТРОЙСТВО для ПОДАЧИ ЛЕНТОЧНОГО МАТЕРИАЛА В РАБОЧУЮ ЗОНУ ПРЕССА | 1971 |
|
SU315493A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1995 |
|
RU2078659C1 |
| Устройство для сборки и сварки | 1983 |
|
SU1207697A1 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| Установка для контактной точечной сварки | 1981 |
|
SU998051A1 |
| ПЕРЕДАТОЧНЫЙ МЕХАНИЗМ КРУТЯЩЕГО МОМЕНТА | 1993 |
|
RU2086834C1 |
| Машина для контактной точечной сварки | 1982 |
|
SU1021540A1 |