1
Изобретение относится к устройствам для сборки и сварки преимущественно узлов магнитной системы реле и мохкет быть применено в радиотехнической, приборостроительной и электронной промышленности. -.
Цель изобретения - повьшение надежности путем контроля комплектности узлов и сварочного тока.
На фиг, 1 схематически изображен предлагаемое устройство, вид сверху на фиго 2 - вид А на фиг. 1; на фиг. 3 - кинематическая схема одно- оборотной муфты и ее связи.
Устройство для сборки и сварки содержит установленный на основании . 1 многопозиционный поворотный стол (фиг. 1 и 2) с расположенными на не плавающими зажимными механизмами 3 и приспособлениями 4 для сборки и сварки, соединенный с выходным валом 5 поворотного делительного механизма 6. Вокруг поворотного стола на основании 1 расположены исполнительные механизмы, включающие механизмы поштучной выдачи толкателей 7 и 8 и якоря 9 с вибробункерами 10-12 и манипуляторами 13-15, сварочные головки 16 и 17 и механизм 18 выгрузки готовых изделий в бункер 19.
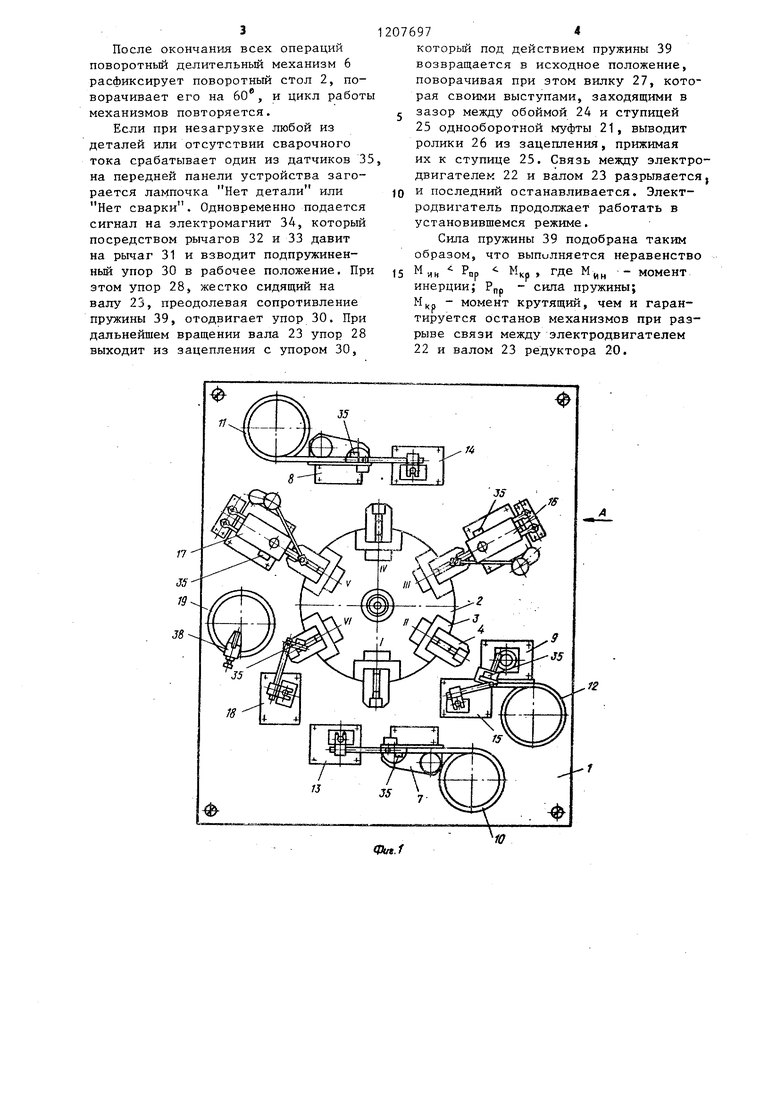
Поворотный делительный механизм связан через редуктор 20, содержащи встроенную однооборотную муфту 21 (фиг. 3), с электродвигателем 22. Однооборотная муфта 21 двустороннего действия расположена на валу 23 (фиг. 2 и 3) редуктора 20 и состоит из обоймы 24, установленной на валу 23 на подшипниках, ступицы 25, жестко сидящей на валу 23, роликов 26, вилки 27 и жесткого упора 28. Муфта выполнена двустороннего действия, чтобы не допустить обгона обоймы 24 валом 23. На этом же залу установлена обгонная муфта 29, предохраняющая вал от проворота в сторону, противоположную вращению На плите редуктора 20 установлен подпружиненный упор 30, который с одной стороны кинематически связан с однооборотной муфтой 21, а с другой стороны через систему рьгчагов 31-33 взаимодействует с командным устройством 34, выполненным в виде электромагнита. Командное устройство 34 электрически соединен с идентичными датчиками 35, распо076972
ложенными на исполнительных механизмах.
Устройство для сборки и сварки работает следующим образом. 5 Крутящий момент от электродвигателя 22 (фиг. 2 и 3) передается через червяк 36, расположенный на входном валу редуктора 20, на червячное колесо 37, установленное на 10 валу 23. Корпус червячного колеса 37 одновременно является обоймой однооборотной муфты 21. Вращающаяся обойма увлекает ролики 26 и клинит их, приводя в движение ступицу 25, 15 жестко сидящую на валу 23. С вала 23 крутящий момент передается на поворотный делительный механизм 6 и на исполнительные механизмы.
Поворотный делительный механизм 6. осуществляет преобразование непрерывного вращения вала в прерывистое и фиксацию поворотного стола 2 на рабочих позициях.
На шести позициях поворотного стола 2 одновременно осуществляются следующие операции. На позиции I механизм 7 поштучной выдачи толкателей выдает толкатель и переворачивает его в удобное для захвата положение. Манипулятор 13 при помощи магнитного захвата берет толкатель и переносит его на позицию загрузки в приспособление 4. Одновременно происходит контроль наличия толкателя
в захвате датчиком 35.
На позиции П механизм 9 поштучной выдачи якоря вьщает якорь. Манипулятор захватывает его магнитным захватом и загруясает в приспособление 4. Происходит контроль наличия якоря в захвате.
На позиции 1П происходит сварка
якоря с толкателем. Одновременно осуществляется контроль прохождения сварочного импульса и качества сварки.
На позиции IV происходят операции по загрузке второго толкателя, аналогичные операциям на позиции I .
На позиции V происходит сварка второго толкателя с якорем и контроль наличия сварочного импульса и качества сварки.
На позиции VI магнитный захват
55
манипулятора захватывает сваренный
узел в приспособлении 4, поворачи- I вается и опускает его на склиз 38 бункера 19 готовых изделий.
3
После окончания всех операций поворотный делительный механизм 6 расфиксирует поворотный стол 2, поворачивает его на 60, и цикл работы механизмов повторяется.
Если при незагрузке любой из деталей или отсутствии сварочного тока срабатывает один из датчиков 35 на передней панели устройства загорается лампочка Нет детали или Нет сварки. Одновременно подается сигнал на электромагнит 34, который посредством рычагов 32 и 33 давит на рычаг 31 и взводит подпружиненный упор 30 в рабочее положение. При этом упор 28 жестко сидящий на валу 23, преодолевая сопротивление пружины 39, отодвигает упор 30. При дальнейшем вращении вала 23 упор 28 выходит из зацепления с упором 30,
07697
который под действием пружины 39 возвращается в исходное положение, поворачивая при этом вилку 27, которая своими выступами, заходящими в 5 зазор между обоймой 24 и ступицей 25 однооборотной муфты 21, выводит ролики 26 из зацепления, прижимая их к ступице 25. Связь между электродвигателем 22 и валом 23 разрывается j и последний останавливается. Электродвигатель продолжает работать в установившемся режиме.
Сила пружины 39 подобрана таким образом, что выпилняется неравенство Мим Рпр Мкр где М„„ - момент инерции; „„ - сила пружины; - момент крутящий, чем и гарантируется останов механизмов при разрыве связи между электродвигателем 22 и валом 23 редуктора 20.
10
15
-Х
Фиг.Г
23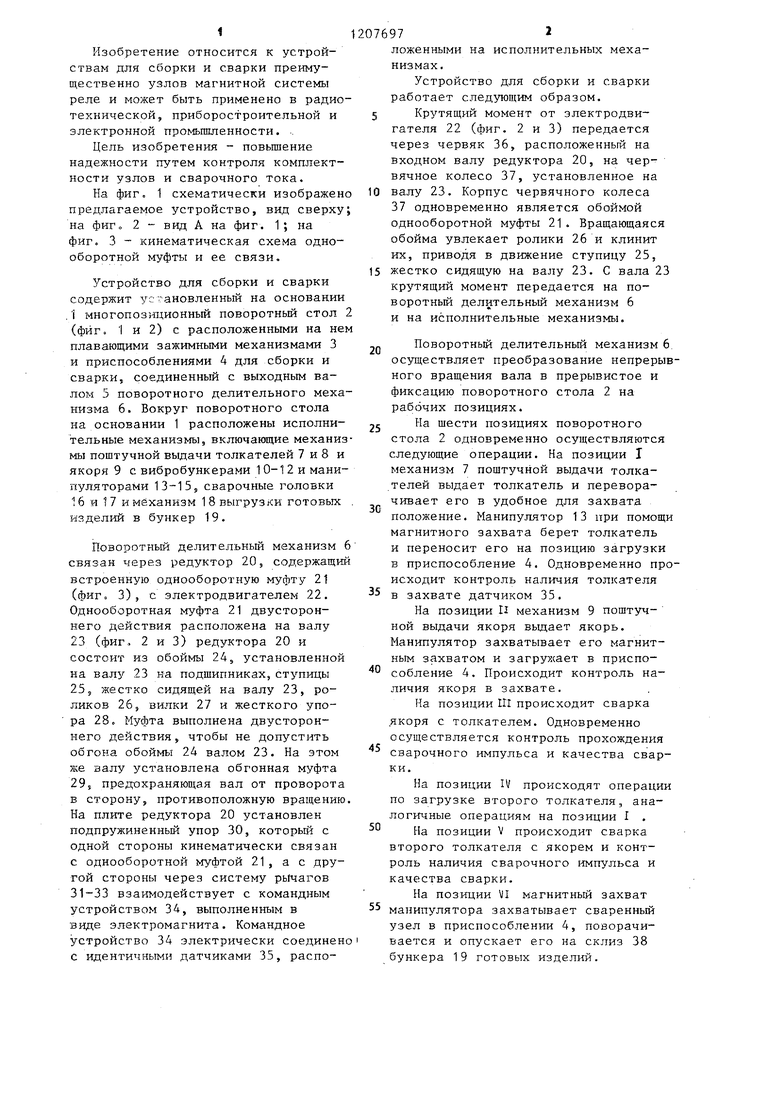
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки герметичного реле | 1984 |
|
SU1229854A1 |
| Устройство для сборки узла якоря с толкателем герметичного реле | 1983 |
|
SU1098049A1 |
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| Автомат для рельефной сварки сепараторов шарикоподшипников | 1980 |
|
SU1004043A1 |
| Устройство для сборки узла якоря с толкателем электромагнитного реле | 1985 |
|
SU1337931A1 |
| Станок для набора игл в кассету | 1982 |
|
SU1087578A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Автомат для сборки контакта с выводом реле | 1983 |
|
SU1121113A1 |
| УКЛАДОЧНЫЙ АГРЕГАТ | 1968 |
|
SU210738A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
J4
JJ
J1 -
гг
Х
| Устройство для сборки и сварки | 1973 |
|
SU516486A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
