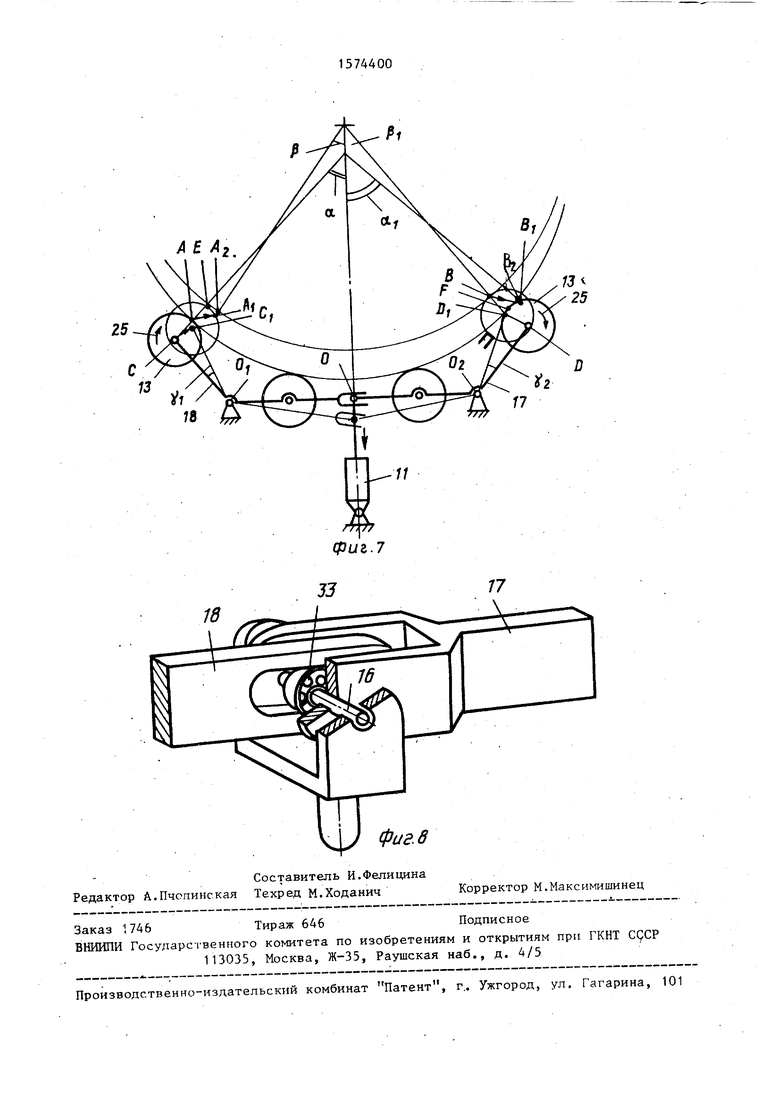
каретки. Рычаги 18 установлены на каретке шарнирно. Палец 16 жестко закреплен на конце рычага 17 и проходит через паз 30 рычага 18. Шток цилиндра 11 шарнирно соединен с пальцем 16. При перемещении штока цилиндра вниз рычаг 18 поворачивается по часовой, а рычаг 17 - против часовой стрелки. При этом уменьшается межцентровое расстояние между муфтами, обойма левой обгонной муфты заклинивается. Изделие поднимается и одновременно поворачивается против часовой стрелки. При возвращении штока в нейтральное положение обойма правой обгонной муфты 13 заклинена, изделие получает угловое перемещение против часовой стрелки и опускается вниз. В результате осуществляется поворот изделия на за- данный шаг. Установка может быть применена для сварки как плоских конструкций, так и изделий типа тел вращения. 2 з.п. ф-лы,.8 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной точечной сварки | 1981 |
|
SU998051A1 |
| Машина для контактной точечной сварки | 1982 |
|
SU1021540A1 |
| РЫЧАЖНАЯ ИНВАЛИДНАЯ КОЛЯСКА (ВАРИАНТЫ) | 2009 |
|
RU2387434C1 |
| УСТРОЙСТВО для ШАГОВОЙ РОЛИКОВОЙ СВАРКИ | 1968 |
|
SU206750A1 |
| Устройство для шаговой подачи изделий | 1979 |
|
SU856723A1 |
| Устройство для автоматической дуговой сварки поворотных стыков труб | 1976 |
|
SU749600A1 |
| Устройство для контактной точечной сварки | 1974 |
|
SU521094A1 |
| КАРЕТКА ДЛЯ ПОДДЕРЖАНИЯ РАБОЧИХ ОРГАНОВ | 1994 |
|
RU2101151C1 |
| Устройство для сварки панелей с сотовым заполнителем | 1980 |
|
SU1245254A3 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ | 1992 |
|
RU2050233C1 |
Изобретение относится к сварке и может быть использовано при разработке оборудования для контактной точечной сварки. Цель изобретения - расширение технологических возможностей. Установка для контактной точечной сварки содержит основание с направляющими, каретку, установленную на направляющих с возможностью перемещения, сварочный механизм и механизм шагового перемещения. Механизм шагового перемещения размещен на подвижной каретке и выполнен в виде установленных на рычагах 17 и 18 обгонных муфт 13 с эластичным покрытием. Рычаги 17 жестко закреплены на валу, установленном с возможностью поворота относительно каретки. Рычаги 18 установлены на каретке шарнирно. Палец 16 жестко закреплен на конце рычага 17 и проходит через паз 30 рычага 18. Шток цилиндра 11 шарнирно соединен с пальцем 16. При перемещении штока цилиндра вниз рычаг 18 поворачивается по часовой, а рычаг 17 - против часовой стрелки. При этом уменьшается межцентровое расстояние между муфтами, обойма левой обгонной муфты заклинивается. Изделие поднимается и одновременно поворачивается против часовой стрелки. При возвращении штока в нейтральное положение обойма правой обгонной муфты 13 заклинена, изделие получает угловое перемещение против часовой стрелки и опускается. В результате осуществляется поворот изделия на заданный шаг. Установка может быть применена для сварки как плоских конструкций, так и изделий типа тел вращения. 2 з.п. ф-лы, 8 ил.
Изобретение относится к технике сварки и может быть использовано при разработке оборудования для контакт- ной точечной сварки изделий типа тел вращения и плоских конструкций.
Цель изобретения - расширение технологических возможностей.
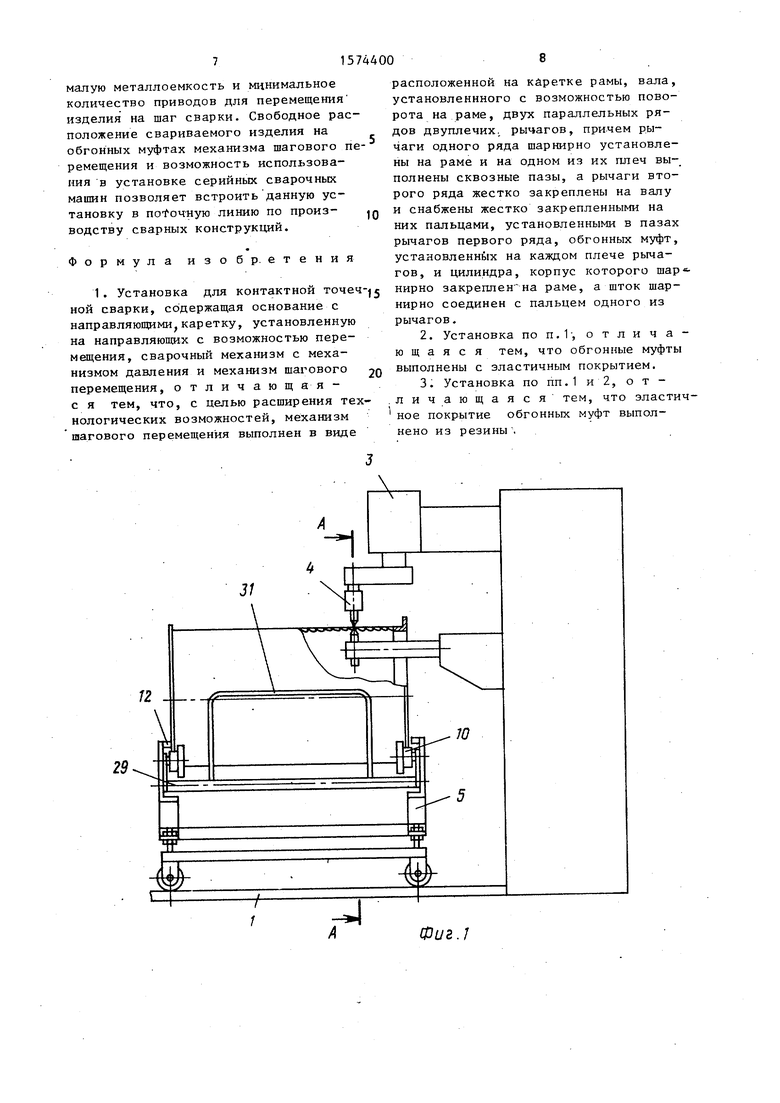
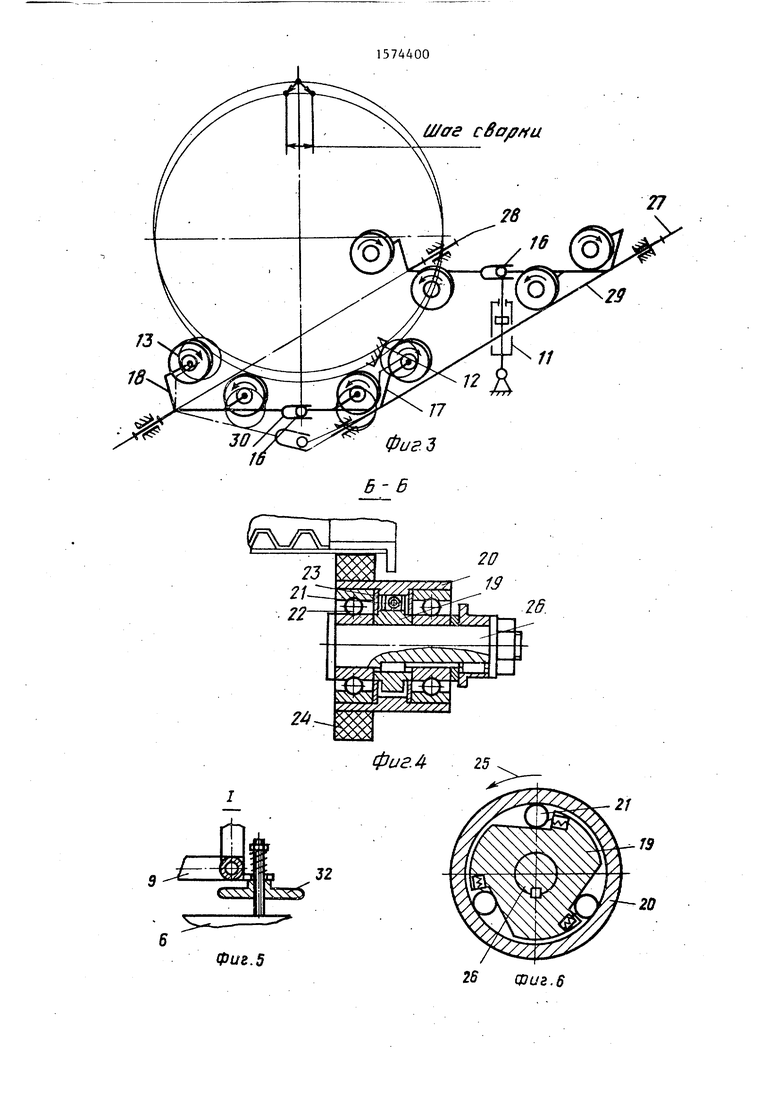
На фиг.1 показана установка для контактной точечной сварки, общий вид на фиг.2 - разрез А-А на фиг.1 на фиг.З - кинематическая схема механизма шагового перемещения} на фиг.4 - разрез В-Б на фиг.2; на фиг.З - узел I на фиг.2; на фиг.6 - обгонная муфта, разрез; на фиг.7 - кинематическая схема механизма шагового перемещения при движении штока привода вниз; на фиг.8 - соединение рычагов и штока привода.
Установка для контактной точечной сварки содержит основание 1 с направляющими 2, сварочный механизм 3, механизм 4 давления и каретку 5, пере- мещающуюся по направляющим 2. Каретка состоит из рамы 6 с роликами 7 и 8. На раме 6 с возможностью регулирования закреплена рама 9 с механизмом 10 шагового перемещения. Me- ханизм 10 шагового перемещения содержит выполненный в виде цилиндра привод 11, регулирующие шаг сварки упоры 12, обгонные муфты 13 и рычажный механизм 14, Привод 11 шарнирно закреплен на раме 9 осью 15, а шток привода 11 соединен пальцем 16 с ры- 17 и 18 рычажного механизма 14. Упоры 12 установлены на раме 9 с возможностью регулирования их положения. Обгонная муфта 13 представляет собой сборку, состоящую из ступицы 19, оботшы 20, подпружиненных роликов 21, подшипников 22 и защит
0
5 0 5
0 5
5
ных шайб 23. На обоймах 20 на наружных диаметрах имеется эластичное покрытие 24, например резиново е, и нанесены стрелки 25, указывающие направление свободного вращения обойм 20 относительно ступиц 19. Ступицы 19 жестко закреплены валами 26 на двуплечих рычагах 17 и 18 рычажного механизма 14 по обе стороны от осей 27 и 28 их качания,
В рычажном механизме 14 рычаги 17 .скреплены между собой жестко валом 29. Закрепленный на рычаге 17 жестко палец 16 шарнирно соединен со штоком привода 11 и проходит через паз 30 рычага 18, где имеет возможность воз- вратно-пост.упательного перемещения. Таким же образом соединены не связанные с приводом рычаги 17 и 18. На валу 29 установлена рукоятка 31, с помощью которой при отключенном приводе 11 передвигают свариваемое изделие на шаг сварки. Маховички 32 служат для регулирования положения рамы 9 относительно рамы 6. Подшипники 33, установленные в пазах 30, уменьшают трение в соединениях пальцев 16 с рычагами 18 и снижают их
износ.
Установка работает следующим об- разом.
Свариваемое изделие устанавливают на каретку 5, располагают над электродом (электродами) в место, определенное технологией в качестве начала сварного шва.
Маховичками 32 регулируют положение рамы 9 относительно рамы 6 таким образом, чтобы изделие, касаясь нижнего электрода (электродов), одновременно лежало на эластичном покрытии 24 всех муфт 13. Эластичное
покрытие 24, являясь фрикционным и одновременно амортизирующим элементом, улучшает контакт изделия с обгоными муфтами. Упорами 12 регулируют необходимый шаг сварки. Затем установка включается в работу и в автоматическом режиме происходит точеч- ная сварка всего ряда. Управление приводом осуществляется известной аппаратурой с обеспечением выдержки на время сварки и перемещения верхнего электрода. Положение штока привода 11, при котором свариваемое изделие лежит на всех обгонных муфтах 13 - нейтральное. Такое положение устанавливается за счет веса изделия „
Рассмотрим работу механизма шагового перемещения, например,при движении штока привода 11 вниз.
До момента соприкосновения обоймы муфты 13 с упором 12 происходит следующее: левый рычаг 18 поворачивается по часовой, а правый 17 - против часовой стрелки$ межцентровое расстояние CD между муфтами 13 уменьшается до C fD1 и изделие поднимается; обойма левой обгонной муфты 13 стремится повернуться против часовой стрелки и заклинивается, а обойма правой свободно поворачиватьс в направлении стрелки 25; ось вращения обгонной муфты 13 из точки С перемещается в точку Ct , на обойме муфты 13 первоначальная точка контакта с изделием перемещается из А в А1 по дуге окружности с радиусом 01А (поскольку муфта заклинена и в данное время представляет одно целое с рычагом 18), а на изделии соответствующая ей точка перемещается из А в A.J, причем положение точки А2 определяется из условия, что (так как изделие перекатывается по муфте 13 без скольжения); изделие получает угловое перемещение против часовой стрелки, равное Д d /Ь. При возвращении штока привода 11 в нейтральное положение происходит следующееS левый рычаг 18 поворачивается против часовой стрелки, а правый 17 - по часовой стрелке-, межцентровое расстояние C,D1 между муфтами 13 увеличивается до CD и изделие опускается, обойма правой обгонной муфты 13 стремится повернуться против часовой стрелки и заклинивается, а обойма левой свободно поворачиваться в направлении стрелки 25; ось вращения муфты 13 из точки D( перемещается в D, на обойме муфты 13 первоначальная точка контакта с изделием перемещается из В в В( по дуге окружности с радиусом (поскольку муфта заклинена и в данное время представляет одно це0 лое с рычагом 17), а на изделии соответствующая ей точка перемещается из В в В2, причем положение точки B.j определяется из условия, что изделие получает угловое
5 перемещение против часовой стрелки ) , Ј/,- /5,. Перемещения изделия при подъеме и опускании могут быть неравными, а выбором точки связи О плеч рычагов 17 и 18, т.е. соотношением
0 00, и 002 , они могут регулироваться. Например, при уменьшении 00,, и увеличении 00 угол о1, увеличивается, т1 уменьшается и, соответственно, перемещение при подъеме увеличивает5 ся, а при опускании уменьшается, и наоборот.
Направление перемещения изделия на шаг сварки противоположное, если движение штока привода 11 от поло0 жения нейтрали происходит вверх до соприкосновения обгонной муфты 13 с упором (упорами) 12 с последующим возвращением его в исходное положение. Работа механизма шагового пере- мещеьия 10 при этом аналогична рассмотренной. После сварки точек всего ряда при отключенном приводе 11 ру- копткоп 31 вручную поднимают свариваемое изделие над нижним электроQ дом и перемещают каретку 5 по направляющим 2 на следующий сварочный ряд. Устанавливают начало сварочного шва соответствующим поворотом (передвижением) изделия по наc правлению стрелок 25 на удерживающих изделие в поднятом положении муфтах 13. При этом наружные обоймы 20 обгонных муфт 13 не должны касаться упоров 12. Затем при включенном прил воде 11 производят сварку второго ряда точек. Далее цикл повторяют.
Такая конструкция установки для контактной точечной сварки с использованием механизма шагового перемещения с обгонными муфтами, установленными на рычагах, позволяет применять ее для сварки как плоских конструкций, так и изделий типа тел вращения. Кроме того, установка имеет
5
5
малую металлоемкость и минимальное количество приводов для перемещения изделия на шаг сварки. Свободное расположение свариваемого изделия на обгонных муфтах механизма шагового перемещения и возможность использования в установке серийных сварочных машин позволяет встроить данную установку В ПОТОЧНУЮ ЛИНИЮ ПО ПРОИЗ-
водству сварных конструкций. Формула изобретения
перемещения, отличающая- с я тем, что, с целью расширения технологических возможностей, механизм шагового перемещения выполнен в виде
Q
0
расположенной на каретке рамы, вала, установленнного с возможностью поворота на раме, двух параллельных рядов двуплечих, рычагов, причем рычаги одного ряда шарнирно установлены на раме и на одном из их плеч выполнены сквозные пазы, а рычаги второго ряда жестко закреплены на валу и снабжены жестко закрепленными на них пальцами, установленными в пазах рычагов первого ряда, обгонных муфт, установленных на каждом плече рычагов, и цилиндра, корпус которого нирно закреплен на раме, а шток шарнирно соединен с пальцем одного из рычагов.
Фиг Л
9-глей 92
а
nvtfogj за/я
8 гпф
OCmiSl
f
13
л
16
Фиг.7
18
Pi
Hi
D
17
фиг. 8
| Установка для контактной точечной сварки | 1983 |
|
SU1165543A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Установка для контактной точечной сварки | 1981 |
|
SU998051A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
