Известны ленточно-шлифовальные полуавтоматы для закругления кромок, например, лопаток газотурбинных двигателей, на станине которых расположены механизм протягивания ленты, направляющий ленту копир с гидроцилиндром подачи, узел регулировки положения ленты на копире с датчиком положения ленты и стол, несущий присиособление, которое удерживает обрабатываемую лопатку и поворачивает ее относительно продольной оси.
В предлагаемом станке для повыщения точности обработки на станине установлен кулачковый механизм. Первый кулачок этого механизма воздействует через гидравлическую следящую систему на гидроцилиндр подачи копира, а второй - поворачивает стол с приспособлением, удерживающим обрабатываемую лопатку, относительно оси, перпендикулярной продольной оси лопатки. Копир станка цилиндрической формы с диаметром, значительно превышающим радиус скругления кромки лопатки, выполнен вращающимся синхронно с валом кулачкового механизма.
Для обработки лопатки лентой, щирина которой меньше длины лопатки, на корпусе датчика укреплена пружина с наконечником, отклоняющаяся при воздействии на нее края движущейся ленты. Под пружиной помещен шарик, закрывающий отверстие полости корпуса, которая соединена со стабилизатором давления и сильфоном. Последний управляет золотником гидроцилиндра, поворачивающего Шкив, регулирующий положение ленты на копире. На оси копира укреплен кулачок, в паз которого входит палец корпуса датчика, подвешенного на параллельных тягах.
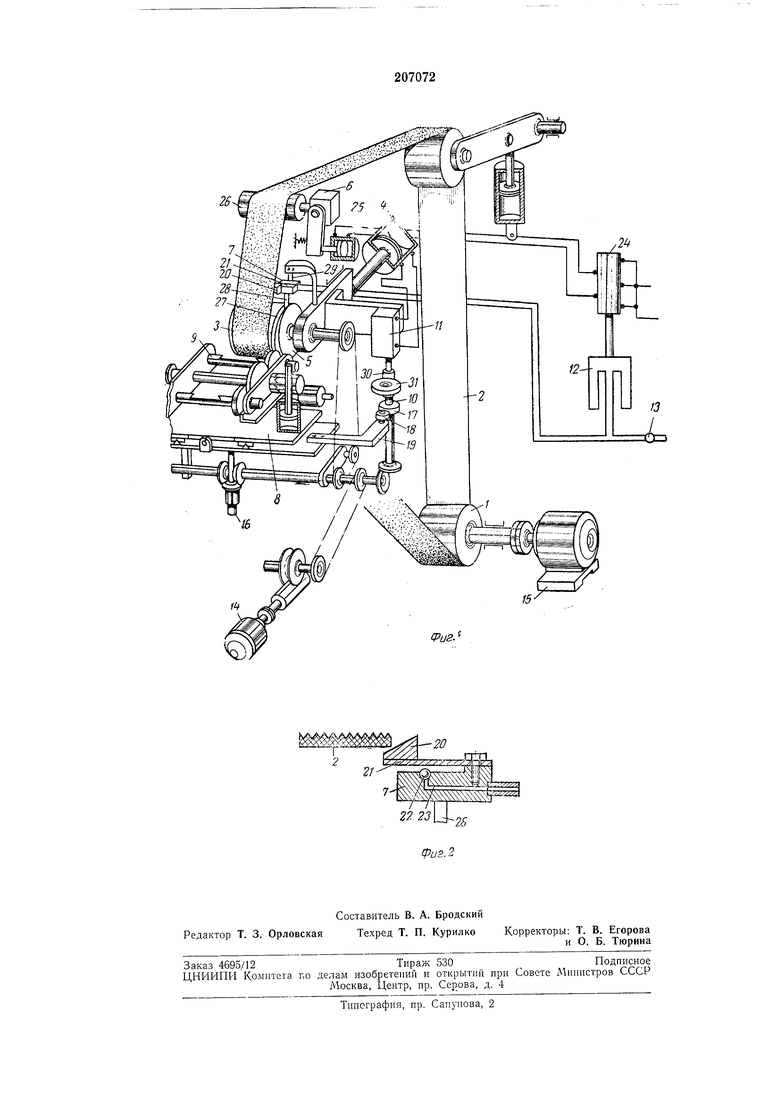
На фиг. 1 схематически изображен описываемый полуавтомат; на фиг. 2 - датчик положения абразивной ленты.
Ленточно-шлифовальный станок-полуавтомат для закругления кромок состоит из станины, механизма 1 протягивания абразивной ленты 2, направляющего лецту копира 5 с гидроцилиндром 4 подачи, кулачка 5, соединенного с копиром, узла 6 регулирования положения ленты на копире с датчиком 7 положения ленты, стола 8 с приспособлением 9 для крепления лопаток, кулачкового механизма 10, гидравлической следящей системы 11, пневматического сильфона 12, стабилизатора 13 давления воздуха, гидравлической системы и приводных электродвигателей 14 и 15.
Лопатка, подлежащая обработке, устанавливается на приспособление 9 и приводится во вращение относительно продольной оси. Одновременно стол вместе с укрепленным на нем приспособлением 9 поворачивается вокруг оси 16, перпендикулярной продольной оси лопатки, под действием кулачка 17 механизма
10 через ролик 18, сидящий на рычаге 19, жестко связанном со столом 8.
Абразивная лента 2, обрабатывающая лонатку, перемещается вдоль копира 3. При передвижении вправо лента 2 надавливает на наконечник 20 плоской пружины 21 датчика 7, в результате шарик 22 закрывает воздушный канал 23. Давление воздуха в сильфоне 12 повышается, что вызывает срабатывание золотника 24, нерепускаюшего рабочую жидкость в гидроцилиндр 25 узла 6.
Шкив 26 начинает опускаться, благодаря чему лента 2 меняет направление продольного перемещения. Когда лента сходит с наконечника 20, шарик 22 открывает калал 23, и лента вновь меняет направление движения. Закономерность этого движения определяется формой канавки 27 кулачка 5, в которую входит палец 28 датчика 7, подвешенного на параллельных тягах 29.
Для более точной обработки поверхности лопатки копиру 3 одновременно с вращательпьгм сообщается возвратно-яоступательное движение в горизонтальной плоскости, осуществляемое гидроцилиндром 4, управляемым следящей системой 11, копировальный ролик 30 которой постоянно взаимодействует с кулачком 31 механизма 10.
Предмет изобретения
1. Ленточио-шлифовальный полуавтомат для закругления кромок деталей, например лопаток газотурбинных двигателей, на станине которого расположены механизм протягивания ленты, -направляющий ленту копир с гидроцилиндром подачи, узел, регулирующий положение ленты на копире с датчиком положения ленты, и стол, несущий приспособление, удерживающее обрабатываемую лопатку и поворачивающее ее вокруг продольной оси, отличающийся тем, что, с целью повышения точности обработки, на его станине установлен кулачковый механизм с первым кулачком, воздействующим через гидравлическую следящую систему на гидроцилиндр подачи копира, и вторым кулачком, поворачивающим стол, несущий приспособление, удерживающее обрабатываемую лопатку, вокруг оси, перпендикулярной продольной оси лопатки, причем копир цилиндрической формы с диаметром, значительно превышаюшим радиус скругления кромки лопатки, выполнен вращающимся синхронно с валом кулачкового механизма.
2. Полуавтомат по п. 1, отличающийся тем, что, с целью обработки лопатки лентой шириной, меньшей длины лопатки, на корпусе ее датчика укреплена лружина с наконечником, отклоняюшаяся при воздействии на нее края движущейся ленты, а под пружиной помещен шарик, закрывающий отверстие полости корпуса, соединенной со стабилизатором давления и сильфоном, управляющим золотником гидроцилиндра, поворачивающего шкив, регулирующий положение ленты на копире, причем на оси копира укреплен кулачок, в паз которого входит палец корпуса датчика, подвешенного на параллельных тягах.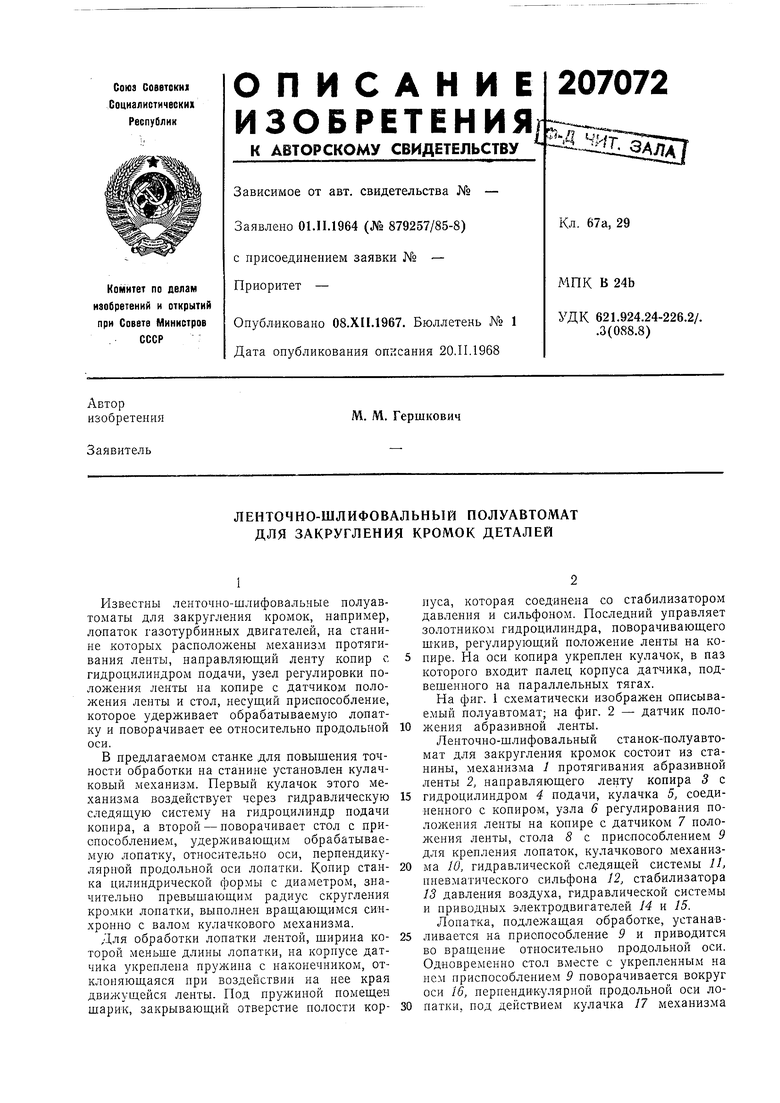
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ШЛИФОВАНИЯ СОПРЯЖЕНИЯ ПЕРА С ЗАМКОМ ЛОПАТОК ТУРБИН | 1966 |
|
SU215756A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Копировальный станок | 1979 |
|
SU795751A1 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| Способ шлифования пера лопаток и копировальный станок | 1981 |
|
SU1013225A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточно-шлифовальный полуавтомат для скругления кромок пера лопаток газотурбинного двигателя | 1968 |
|
SU284898A1 |