Известны лекточно-шлифовальные полуавтоматы для скругления кромок пера лопаток газотурбинного двигателя с неподвижным контактным роликом и подвижной деталью, установленными на станине.
Такие станки обеспечивают обработку кромок, образованных только линейчатыми поверхностями и поэтомуимеют относительно узкое применени
Для сообщения обрабатываемой лопатке сложного движения подачи вокруг даух пересекающихся осей, одна из которых является продольной осью лопатки, предлагаемый полуавтомат снабжен двумя кинематически связанными качалками, на одной из которых установлен кулисно-кулачковый механизм с постоянно изменяющимся соотнощением плеч.
Предложенный ленточно-шлифовальный полуавтомат позволяет механизировать обработку более широкой номенклатуры лопаток, в том числе лопаток, кромки которых имеют нелинейчат тс поверхность, образованную пространственно-кривой переменного радиуса.
шит их качество и повысит производительность труда.
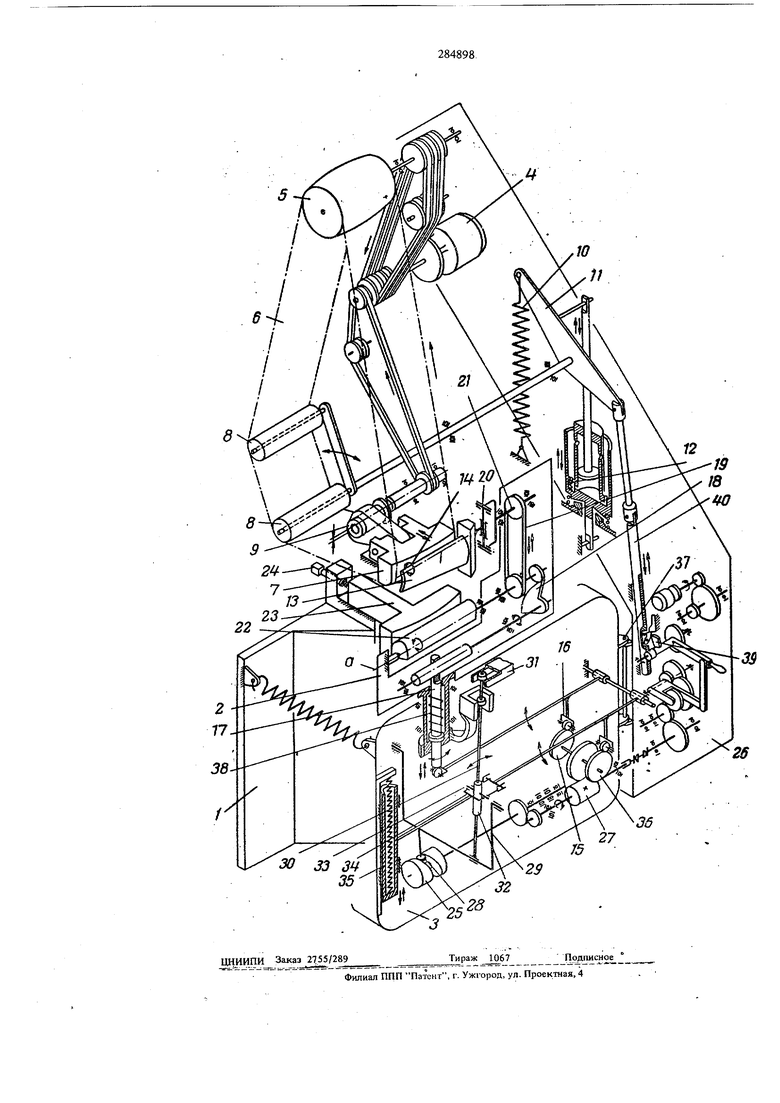
На чертеже показана кинематическая схема станка.
5 На станине станка 1 и двух качалках 2 и 3 размещены основные механизмы станка: привод главного цвижения абразивной ленты, механизм ее натяжения, привод движения подачи, включающий механизм подачи изделия и механизм ее обкатки.
Q Привод абразивной ленты осуществляется от электродвигателя 4 при помощи клиноременноГ; передачи, вращающей приводной ролик 5. Бесконечная абразивная лента 6 совершает поступательное движение относительно невращающегося кончак lUOn
g ролика 7, служащего опорой для ленты в зоне обработки. Натяжение ленты осуществляется при помощи блока натяжных роликов 8, обеспечивающих возможность натяжения ленты при возвратнопоступательном осциллирующем движении контакгQ ного ролика, приводимым от эксцентрика 9.
Перемещение натяжных роликов осуществляется от пружины 10 через коромысло 11 и координируется в работе при помощи самовключающегося масляного демпфера 12, исключающего удары в систеj Обрабатываемая лопатка 13 устанавливается на качалке 2 и приводится в качательное движение в управлении, показанном стрелками 14 эокруг оси О. Качательное движение лопатки сообщается от кулачка 15, размещенного на распределительном валике, через качающийся ролик 16, рейку 17, зубчатьш сектор 18, привод стальной ленты 19 и шарни ный .механизм 20. шарнирного механизма параллельна оси копирного валика 22, взаимодействующего с копиром 23. Поверхность последнего идентична поверхности контактного .ролика 7, оси их рабочих поверхностей совмещены, а разно сть диаметров равна разности расстояния соответствующих точек обрабатываемой поверхности лопатки до осей вращения О и О j с учетом; толщины абразивной ленты. Компенсация износа абразивной ленты достигается перемещением копира 23 от регулировочного винта 24. Относительное движение копирного валика 22 вдоль поверхности копира 23 определяет характер движения обкатки, соверщаемого обрабатьшаемой лопаткой относительно контактного ролика 7. Движение обкатки сообщается лопатке от кулисно-кулачкового механизма, размещенного в качалке 3. Этот механизм состоит из цилиндрического кулака 25, приводимого во вращение от зубчатого редуктора 26 через червяк 27; ролика 28, сообщающего качательное движение подвижной рамке 29 и кулисе ЗО.Одна опора кулисы размещен на рамке 29, а вторая в неподвижных направляющи 31 kaчaлки 3. На кулисе расположен ползун 32, который может покачиваться в цапфах 33 каретки 34, находящейся под воздействием пружины 35, прижимающей каретку книзу. Каретка 34 сочленена также подаижным соединением с рычагом ролика кулачков 36, сообщающих ползуну возвратнопоступательное движение вдоль кулисы. Этим достигается изменение соотнощения плеч кулисного 4 . механизма по закону, заданному ведущим кулачком. 36. В результате обеспечиваются диапазоны амплитуд качания качалки 3 вокруг оси 37. Натяг в системе обеспечивается пружиной 38. Работает станок следуюидим образом. Обрабатываемая лопатка устанавливается по упорам (на схеме не показанным) в исходное положение. Одевается абразивная лента. Установка и замена абразивной ленты осуществляется поворотом рычага 39, который через тягу 40 ослабляет пружину 10 и выключает демпфер 12. Включением злектродвигателя 4 приводится в движение абразивная лента 6 и эксцентрик 9. Движение подачи изделию сообщается редуктором 26, который приводит во вращение распределительный вал с кулачками 15 и 36 и цилиндрический кулак 25. От кулачка 15 получает качательное движение лопатка 13 вокруг оси О. Кулачки 36 и кулак 25 обеспечивают качательное движение качалки 2 вокруг вертикальной оси рейки 17 и каЧалки 3 с постоянно изменяющейся амплитудой колебания вокруг оси 37, что обеспечивает относительное движение обкатки обрабатываемой лопатки вдоль кромки пера по поверхности контактного ролика. Формула изобретения Ленточно- шлифовальный полуавт эмат для скругления кромок пера лопаток газотурбинного двигателя с неподвижным контактным роликом и подвижной деталью, установленными на станине, отличающийся тем, что, для сообщения обрабатываемой лопатке сложного движения подачи вокруг двух пересекающихся осей, одна из котоp tx является продольной осью лопатки, полуавто мат снабжен двумя кинематически связанными качалками, на одной из которых установлен к лиснокулачковый механизм с постоянно изменяющимся соотношением плеч.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОШЛИФОВАЛЬНЫЙ ПОЛУАВТОМАТ | 1967 |
|
SU195922A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЬГЙ СТАНОК | 1967 |
|
SU204175A1 |
| Ленточно-шлифовальный станок для обработки лопаток газотурбинных двигателей | 1972 |
|
SU460169A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточно-шлифовальный станок дляОбРАбОТКи лОпАТОК гАзОТуРбиННыХдВигАТЕлЕй | 1977 |
|
SU810454A1 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| Способ шлифования криволинейных поверхностей | 1976 |
|
SU732126A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU657976A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1976 |
|
SU627949A2 |