Предлагается устройство, предназначенное для осуществления электрохимической обработки после иттамповки щелей тонколистовых одно-, двух- и многоязычковых пластин в .пакетах прямоточных клапаиов компрессоров при высокой производительности и точности обработки щелей.
С этой целью внутри ванны расположены две многопозиционные направляющие для зажатия пакета деталей из тонколистового материала по контуру мест обработки, а пластинчатые катоды имеют с двух сторон центрирующие изоляторы и размещены в щелях пакета с возможностью возвратно-поступа.тельного перемещения.
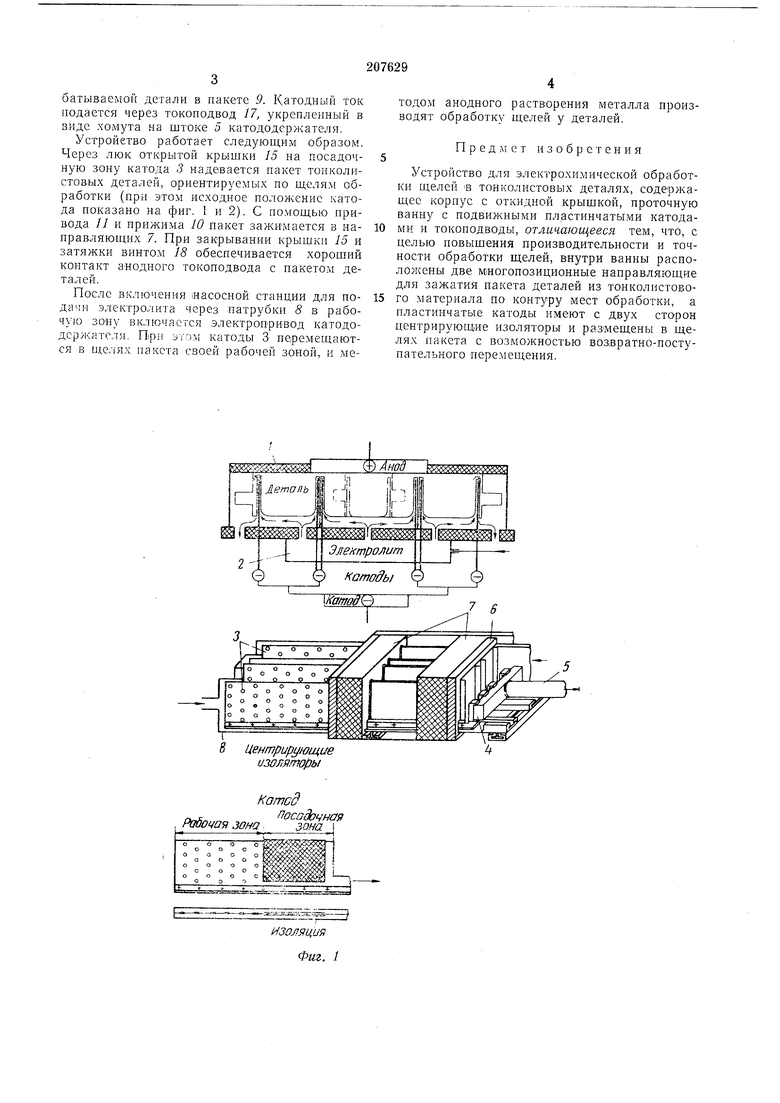
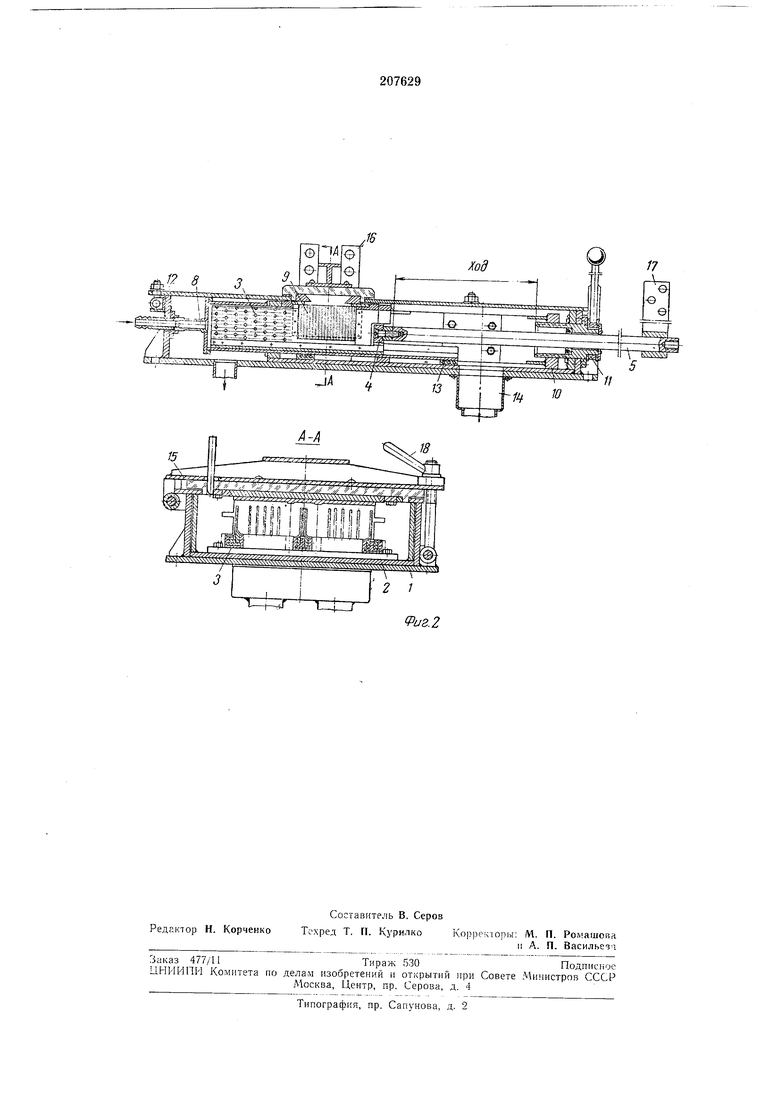
На фиг. 1 показана принципиальная схема предлагаемого устройства; на фиг. 2 - конструкция устройства.
Основными элементами устройства для электрохимической обработки щелей язычковых пластин являются: корпус 1 с проточной ванной 2, в которую поступает электролит под давлением от -насосной станции из бака с охладителем и сепаратором; катоды 3 с рабочей и посадочной зонами, покрытые изоля: ционным материалом в посадочной зоне сплошь, а в рабочей - частично (заклепочными изоляторами); катододержатель 4 со штоком 5 от привода; прижимное устройство 6; две многопозиционные направляющие 7, между которыми зажимается пакет из однотипных тонколистовых деталей, ориентируемых по щелям. По патрубкам 8 подается электролит в рабочую зону.
Количество катодов и их расположение по ширине ванны устанавливается в соответствии с количеством и расположением щелей у обрабатываемой детали. Катододержатель соединен со штоком 5, от которого получает прямое и обратное движение от двухскоростного электродвигателя.
двумя многопозиционными направляющими 7, выполненными из изоляционного материала, зажимается пакет 9 деталей. Одна
из направляющих подвижная и соединена с винтовым прижимом 10, управляемым приводом и.
Между корпусом 1 и ванной 2 в распор установлены патрубки 8, закрепляемые гайкой
12. Каждый патрубок является направляющей для катода и ориентирует его по обрабатываемой щели с Подачей электролита в рабочую зону. Позиционная установка патрубков относительно обрабатываемой детали осуществляется на направляющих 13. Выход электролита свободный, через раковину 14 в бак.
батываемой детали в пакете 9. Катодный ток подается через токоподвод 17, укрепленный в виде хомута на штоке 5 катододержателя.
Уетройетво работает следующим образом. Через люк открытой крышки 15 на посадочную зону катода 3 надевается пакет тонколистовых деталей, ориентируемых по 1делял обработки (при этом исходное положение чатода показано на фиг. 1 и 2). С помощью привода 11 и прижима 10 пакет зажимается в направляющих 7. При закрывании крышки 15 и затяжки винтом 18 обеспечивается хороший контакт аиодного токоподвода с пакетом деталей.
После включения ласосной станции для подачи электролита через патрубки 8 в рабочую зону вклЕочается электропривод катододержателя. При этом катоды 3 перемещаются в а1,е,шх пакета своей рабочей зоной, и методом анодного растворения металла производят обработку щелей у деталей.
Предл ет изобретения
Устройство для электрохимической обработки щелей ъ тонколистовых деталях, содержащее корпус с откидной крышкой, проточную ванну с подвижными пластинчатыми катодами и токоподводы, отличающееся тем, что, с целью повышения производительности и точности обработки щелей, внутри ванны расположены две М1ногопозиционные направляющие для зажатия пакета деталей из тонколистового материала по контуру мест обработки, а пластинчатые катоды имеют с двух сторон центрирующее изоляторы и размещены в щелях пакета с возможностью возвратно-поступательного перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий катододержатель для размерной электрохимической обработки | 1978 |
|
SU787146A1 |
| Устройство для электрохимической обработки | 1981 |
|
SU1099498A1 |
| УЛЬТРАЗВУКОВАЯ УСТАНОВКА ДЛЯ ДЕЗАКТИВАЦИИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2384906C2 |
| Устройство для электрохимической обработки деталей | 1981 |
|
SU996526A1 |
| Способ электрохимической обработки | 1990 |
|
SU1815040A1 |
| Устройство для электрохимической обработки | 1991 |
|
SU1808550A1 |
| Устройство для хромирования длинномерных изделий | 1981 |
|
SU998591A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ДЕТАЛЕЙ | 1994 |
|
RU2063485C1 |
| Устройство для электрохимического снятия заусенцев | 1981 |
|
SU973275A2 |
| Устройство для электрохимической обработки изделий | 1990 |
|
SU1733508A1 |
В Центрирующие изоля.торы
Катсд
ПосаЛгчиая
зона зона j
изоляция Фиг. 1
