в настоящее время имеются ра.чличные конструкции устройств для загрузки заготовок в установки сквозного индукционного нагрева. Однако известные устройства не обеспечивают необходимой ритмичности подачи заготовок и требуют применения ручного труда при перегрузке заготовок с поддонов на загрузочный лоток.
Предлагаемое устройство исключает ручной труд, увеличивает запас заготовок на ycTaHOiBKe, обеспечивает непрерывный режим работы.
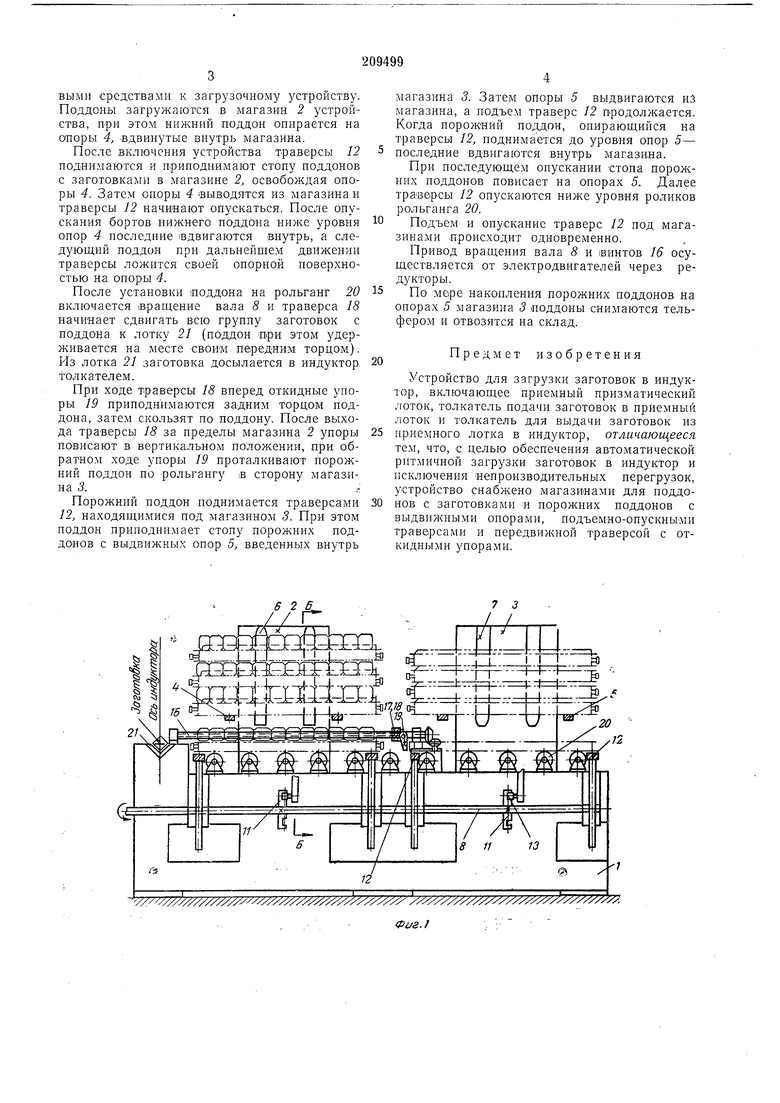
На фиг. 1 изображено устройство для загрузки заготовок; на фиг. 2 - разрез по .
Устройство, изображенное на фиг. 1 и 2, представляет собой раму /, иа которой смонтированы вертикальный магазин 2 для нагруженных поддонов и магазин 3 для порожних лоддонов. Магазины снабжены выдвижными опорами и 5, а также вертикальными направляющими лланка ми 5 и 7.
На раме / смонтирован вал 8 с кривошипами 9, шатунами W и .кулачками //.
Кулачки 11 с помощью роликов 13, коромысел 14 и рычагов 15 при вращении вала 8 перемещают выдвижные опоры 4 п 5.
На раме 1 с обеих сторон магазина 2 смонтированы ходовые винты 16 с гайками 17, перемещающимися по ним. Гайки 17 шарнирно связаны лосредством траверсы 18. К тра- верее 18 шарнирно подвешены откидные в одну Сторону упоры 19.
На раме I смонтированы рольганг неприводной 20, призматический лоток 21, по которому заготовки поступают в нагревающее устройство.
Поддон для заготовок представляет собой сварную конструкцию из швеллеров, обшитую листами сверху и снизу. К верхнему листу поддона прикреплены три ограничительных борта и при многорядной укладке заготовок на поддон-междурядные разграничительные выступы.
На боковых швеллерах поддонов имеются четыре направляющих лаза для перемещения поддонов в магазинах .2 и 5. К торцовым швеллерам лоддонов прикреплены четыре выступа для подвешивания поддона к цеховому транспорту.
выми средствами к загрузочному устройству. Поддоны загружаются в магазин 2 устройства, при этом нижний поддон опирается на Опоры 4, вдвинутые внутрь магазина.
После включения устройства траверсы 12 ноднимаются и прииоднимают стопу поддонов с заготовкал и в магазине 2, освобождая опоры 4. Затем опоры 4 выводятся из магазина и траверсы 12 начинают опускаться. После опускания бортов нижнего поддона ниже уровня опор 4 последние 1вдвигаются внутрь, а следующий поддон ири дальнейшем движении траверсы ложится своей опорной поверхностью на опоры 4.
После установки поддона на рольганг 20 включается вращение вала 8 и траверса 18 начинает сдвигать всю группу заготовок с поддона к лотку 21 (поддон при этом удерживается на месте своим передним торцом). Из лотка 21 заготовка досылается в индуктор толкателем.
При ходе траверсы 18 вперед откидные упоры 19 приподнимаются задним торцом поддона, затем скользят по поддону. После выхода траверсы 18 за пределы магазина 2 упоры повисают в вертикальном положении, при обратном ходе упоры 19 проталкивают порожний поддон по -рольгангу в сторону Л1агазина 3...;
Порожний поддон поднимается траверсами 12, находящимися под магазином 3. При этом поддон приподнимает стопу порожних поддонов с выдвижных опор 5, введенных внутрь
магазина 3. Затем опоры 5 выдвигаются из магазина, а подъем траверс 12 продолжается. Когда порожний поддон, опирающийся на траверсы 12, поднимается до уровня опор 5- последние вдвигаются внутрь магазина.
При последующем опускании стопа порожних поддонов повисает на опорах 5. Далее траверсы 12 опускаются ниже уровня роликов рольгаига 20.
Подъем и опускание траверс 12 под магазинами .происходит одновременно.
Привод вращения вала 8 и винтов / осуществляется от электродвигателей через редукторы.
По мере накопления порожних поддонов на опорах 5 магазина 3 поддоны снимаются тельфером и отвозятся на склад.
Предмет изобретения
Устройство для загрузки заготовок в индуктор, включающее приемный призматический лоток, толкатель подачи заготовок в приемный лоток и толкатель для выдачи заготовок из
приемного лотка в индуктор, отличающееся тем, что, с целью обеспечения автоматической ритмичной загрузки заготовок в индуктор и исключения непроизводительных перегрузок, устройство снабжено магазинами для поддопов с заготовками и порожних поддонов с выдвижными опорами, подъемно-опускньгми траверсами и передвижной траверсой с откидными упорами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СЪЕМА ОГНЕУПОРНЫХ ИЗДЕЛИЙ СО СТОЛА | 1965 |
|
SU172212A1 |
| Устройство для загрузки станков | 1978 |
|
SU1040713A1 |
| Устройство для сборки-разборки стопы плоких изделий | 1988 |
|
SU1618710A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Линия для изготовления деревянных деталей круглой формы | 1988 |
|
SU1639956A1 |
| Устройство для укладки грузов в пакет | 1983 |
|
SU1194797A1 |
| УСТАНОВКА ДЛЯ ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧЕЙ | 2006 |
|
RU2334670C2 |
| Пакетоформирующая машина | 1984 |
|
SU1168497A1 |
| Устройство для выдачи штучных изделий из штабеля | 1974 |
|
SU512145A1 |
| Устройство для подачи листового материала в зону резания и уборки отходов | 1981 |
|
SU1005995A1 |

7 ///////////// - 7/7///У Л-Т C-.;S:-;nr:i Фцг.1
