1
Изобретение относится к области упаковки, а именно к устройствам для .поштучной выдачи изделий.
Известно устройство для выдачи штучных изделий из штабеля, содержаш;ее установленные в ряд лоток для подачи изделий, накопитель для штабелировки пустой тары, магазин для штабелировки наполненной тары, имеюш,ий подъемно-опускные захваты для тары, расположенные на цепях, и толкатели для подачи изделий на лоток.
Целью изобретения является обеспечение выдачи изделий из тары, уложенной в штабель.
Это достигается тем, что на накопителе установлены цепи, связанные с цепями магазина, при этом цепи магазина и накопителя огибают их соответственно по П-образному контуру, а цод магазином и накопителем смонтирована бесконечная цепь с поводками для изделий и тары.
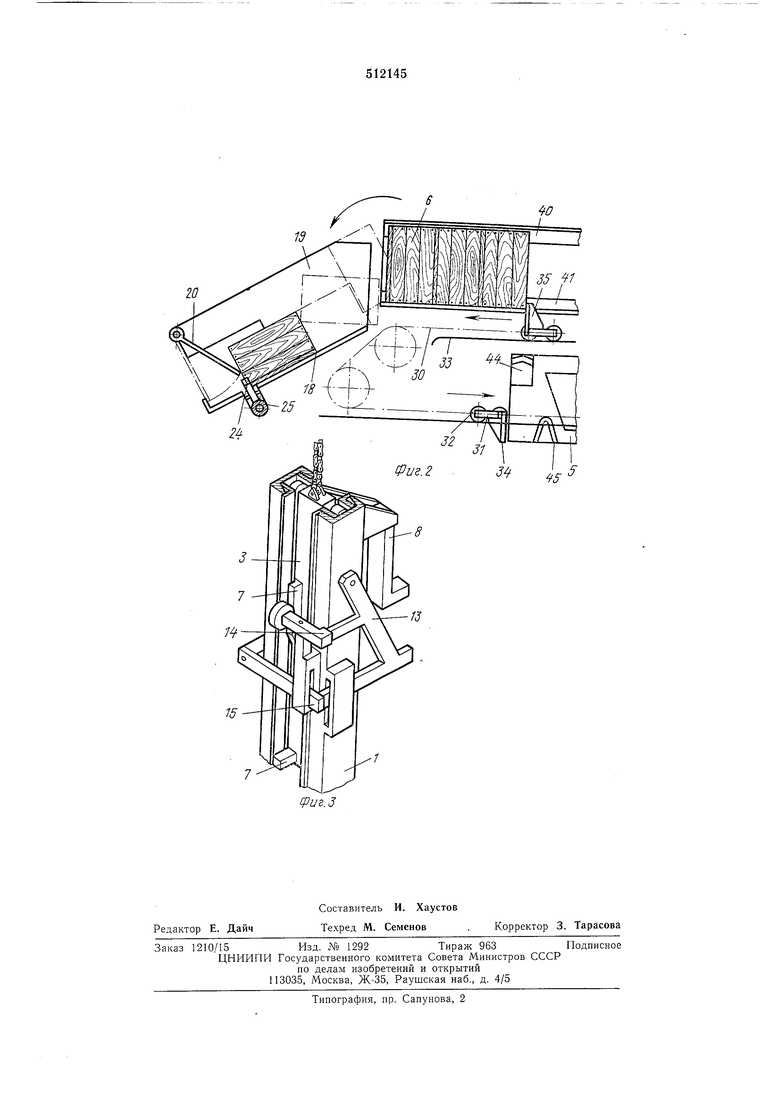
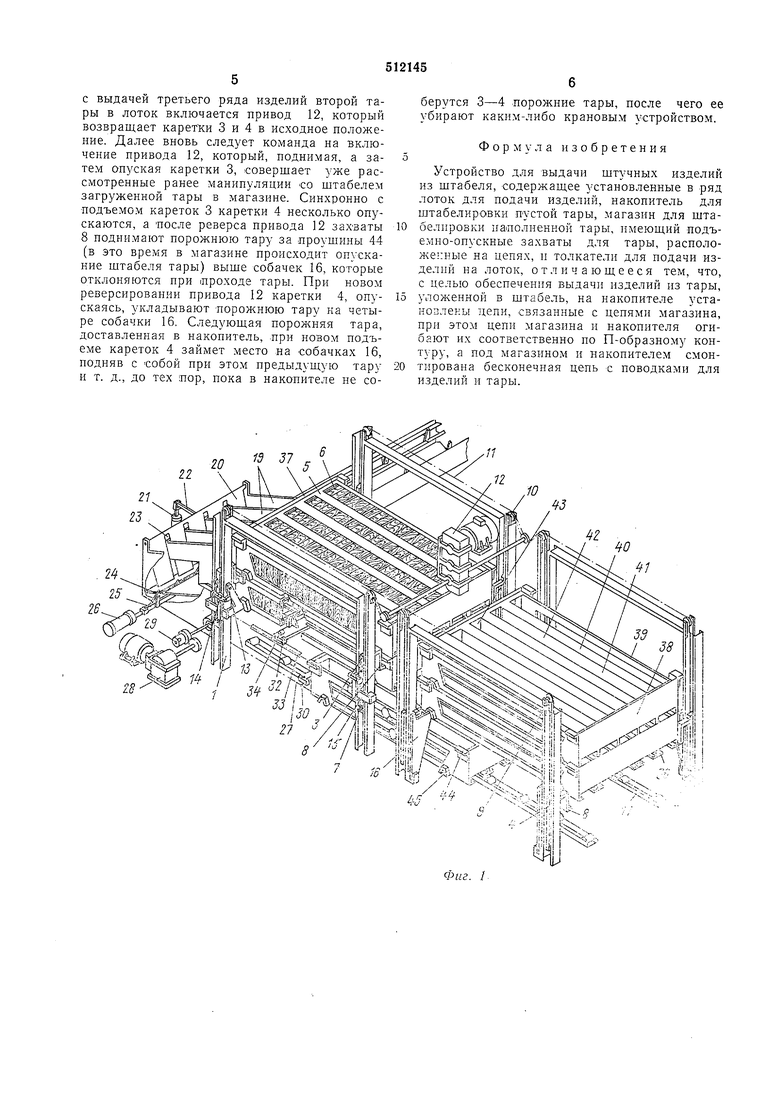
На фиг. 1 схематически изображено предлагаемое устройство в аксонометрии; на фиг. 2 - схема разгрузки тары; на фиг. 3 - коцирно-рычажная система магазина.
Устройство состоит из восьми полых -стоек 1 и 2, расположенных в вершинах двух прямоугольников, периметры которых соответствуют наружным размерам тары. В полости Стоек установлены подвижные каретки 3 и 4.
Стойки 1 расположепы в вершинах первого прямоугольника и образуют, магазин для штабеля тары 5 с изделием б . Остальные четыре стойки 2 образуют накопитель для штабелировки порожней тары. Каретки 3 имеют копиры 7 и захваты 8. Каретки 4 имеют только захваты 8. В верхней части стоек 1 и 2 установлены свободно враш,ающиеся одновенцовые 9 и двухвенцовые 10 звездочки, через которые переброшены по П-образному контуру цепи 11, соединяющие каретки 3 и 4 между собой и с приводом 12. Таким образом, натяжение в цепях 11 обеспечивается весом кареток 3 и 4. На стойках 1 установлены собачки 13, служащие для удержания наполненной тары. На стойках 1 имеются также поворотные рычаги 14, служащие для взвода собачек 13, и затворы 15 для фиксирования собачек 13 во взведенном положении. На стойках 2 установлены собачки 16, служащие для удержания щтабеля порол пей тары. Между рядами стоек 1 и 2 на фундаменте установлены рольганги 17, служащие для облегчения перемещения порожней т;ары в накопитель.
На фундаменте виритык к стойкам 1 установлен лоток, образованный наклонной плитой 18, перегородками 19 и подвижной стенкой 20. Перегородки 19 имеют окна, соответствующие наружным размерам изделий, а по
движная стенка 20, управляемая лневмоцилиндром 21 посредством рычага 22, имеет прорези 23 против перегородок 19. Плита 18 имеет продольный лаз, где помещаются собачки 24 шагового транспортера 25, служащего для выдачи изделий на приемный транспортер линии упаковки и имеющего лневмопривод 26.
Магазин, накопитель и лоток свяааны в единое устройство бесконечным тяговым органом, который представляет собой две параллельные цепи 27, имеющие общий привод 28 с однооборотной муфтой 29. На цепях 27 с помощью цапф 30 укреплены две планки 31, которые катками 32 опираются на ко-пирные направляющие 33, прикрепленные к стойкам 1. На Планках 31 имеются ролики 34 для взаимодействия с передним торцом порожней тары при проталкивании ее в накопитель и толкатели 35 для взаимодействия с изделиями.
Тара 5 ,-представляет собой конструкцию, сваренную из уголков, швеллеров и -планок, которые образуют ее днище 36, переднюю 37, заднюю 38 и боковые 39 Стенки. Внутри тара 5 планками 40 и 41 разделена на лять продольных ручьев 42 для установки в них изделий в один ярус. Ручьи 42 имеют выход на переднюю стенку 37 в виде загрузочно-разгрузочных окон 43, а задняя стенка 38 и днище 36 в зоне ручьев имеет прорези для толкателей 35. Планки 40 служат для удержаний изделий от падения вперед на подходе к лотку и от выпадания их из тары лри транспортировке ее к магазину. На боковых стенках тары приварены верхние 44 и нижние 45 проушины, служащие для перемещения и устг:.1овки тары внутри магазина и накопителя.
П;ред пуском устройства производится загрузка тары изделиями в тарном цехе (или на другом предприятии, их заготавливающем). Для этого в стоящую в горизонтальном положении тару 5 (благодаря этому загрузка производится на высоте не более 1200-1300 мм) сквозь окна 43 в ручьи 42 вставляют изделия. Заполиенную тару -собирают в штабель по 3-4 штуки и устанавливают в магазин устройства загрузочно-разгрузочными окнами в сторону лотка так, чтобы проущины 45 нижней тары сели на собачки 13, зафиксированные в крайнем переднем положении (взведенные). Каретки 3 находятся в крайнем нижнем положении, поэтому движущиеся синхронно с ними каретки 4 находятся в крайнем верхнем положении. При этом проущины 44 несколько не доходят до захвата 8 кареток 3. Бесконечный тяговьш орган находится в положении, при котором толкатели 35 планок 31 находятся за пределами нижней тары. После этого следует команда от нриемпого транспортера линии упаковки (на фиг. 1-3 не показан), и начинается работа устройства в автоматическом цикле.
Привод 28 через зубчатую передачу и однооборотную муфту 29 начинает перемещать цепи 27, несущие планки 34, при этом их толкатели 35 заходят в прорези задней стенки и днища тары и, взаимодействуя с изделиями, установленными в ручьях 42, перемещают их на величину, равную их высоте (это перемещение соответствует одному обороту муфты 29). При этом все передние изделия падают
на наклонную плиту 18 и по ней соскальзывают до упора в подвижную стенку 20, которая, находясь в отведенном положении, перекрывает часть окон перегородок 19, благодаря чему изделия занимают строго ориентированное положение. Соверщив один оборот, муфта 29 разъединяет цепи 27 и привод 28 (он непрерывно вращается). Вслед за этим включается пневмоцилиндр 21, который рычагом 22 оттягивает стенку 20, при этом все изделия, опирающиеся на нее, плавно съезжают по наклонной плите 18 и устанавливаются точно между собачками 24 шагового транспортера 25. После этого включается его пневмопривод 26, который, придавая собачкам 24
возвратно-поступательное перемещение, передает изделия с позиции на позицию до тех пор, пока все изделия не окажутся на приемном транспортере линии упаковки. После этого стенка 20 ВНОБЬ занимает отклоненное положение, после чего следует команда на включение однооборотной муфты 29, и следующий ряд изделий поступает на лоток и т. д., до тех пор, пока не будет полностью опорожнена нижняя тара. Вслед за этим
счетчик импульсов (на чертежах не показа-н) дает команду на включение привода 12, который через систему цепей 11 и звездочек 9 и 10 поднимает каретки 3 в стойках 1 (каретки 4 в стойках 2 в это время опускаются) до тех
пор, пока захваты 8 взаимодействуют с проушинами 44 и не освободят собачки 13 от веса штабеля загруженной тары, копиры 7 при этом поднимают затворы 15, вследствие чего собачки выходят из-под проушин 45. Далее
следует команда на реверс привода 12, который опускает каретку 3 с штабелем тары до тех пор, пока нижняя опорожненная тара не ляжет на рольганги 17 между цепями 27. При этом по пути вниз копиры 7 опускают
затворы 15 на собачки 13 и, взаимодействуя с рычагами 14, взводят собачки 13, которые подводятся тем самым под проушины 45 следующей тары, затворы 15 при этом фиксируют собачки 13. Таким образом, вся загруженная тара вновь опирается через собачки 13 на стойки 1, а порожняя тара свободно лежит на рольгангах 17. Затем вновь включается однооборотная муфта 29, и по описанной выше схеме разгружается следующая
тара. Параллельно с этой разгрузкой ролики 34, взаимодействуя с передним торцом тары, лежащей на рольгангах, щагово перемещают ее в зону накопителя, где она занимает позицию, при которой проущины 44 располагаются над захватами 8 кареток 4. Параллельно
с выдачей третьего ряда изделий второй тары в лоток включается привод 12, который возвращает каретки 3 и 4 в исходное положение. Далее вновь следует команда на включение привода 12, который, поднимая, а затем опуская каретки 3, совершает уже рассмотренные ранее манипуляции со штабелем загруженной тары в магазине. Синхронно с подъемом кареток 3 каретки 4 несколько опускаются, а после реверса привода 12 захваты 8 поднимают порожнюю тарз за проушины 44 (в это время в магазине происходит опускание штабеля тары) выше собачек 16, которые отклоняются при лроходе тары. При новом реверсировании привода 12 каретки 4, опускаясь, укладывают порожнюю тару ка четыре собачки 16. Следуюп1ая порожняя тара, доставленная в накопитель, при новом подъеме кареток 4 займет место на собачках 16, подняв с собой при этом предыдуш:ую тару и т. д., до тех пор, пока в накопителе не соберутся 3-4 порожние тары, после чего ее убирают каким-либо крановым устройством.
Формула изобретения
Устройство для выдачи штучных изделий из штабеля, содержаш,ее установленные в ряд лоток для подачи изделий, накопитель для штабелировки пустой тары, магазин для штабелировки иалолненной тары, имеюш,ий подъемно-опускные захваты для тары, расположенные на цепях, и толкатели для подачи изделий на лоток, отличающееся тем, что, с целью обеспечения выдачи изделий из тары, уложенной в штабель, на накопителе установлены цепи, связанные с цепями магазина, при этом цепи магазина и накопителя огибают их соответственно по П-образному контуру, а под магазином и накопителем смонтирована бесконечная цепь с поводками для изделий и тары. k . 1 i .с- f I
20
15
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Установка для упаковки изделий | 1981 |
|
SU1034949A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ УПАКОВКИ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ БЛОКОВ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1999 |
|
RU2170693C2 |
| Укладчик черепицы | 1989 |
|
SU1620307A1 |
| УСТАНОВКА ДЛЯ ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧЕЙ | 2006 |
|
RU2334670C2 |
| УСТРОЙСТВО ДЛЯ ГРУППИРОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2043269C1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| МАШИНА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ | 1994 |
|
RU2118274C1 |
| Автомат для укладки пачек в ящики | 1957 |
|
SU111803A1 |
| Линия расфасовки штучных изделий | 1983 |
|
SU1209508A1 |