Изобретение относится к деревооб- рабатываюцей промышленности, в частности к оборудованию для изготовления деталей круглой формы типа черенков лопат, грабель, вил из брусковых заготовок,,
Цель изобретения - уменьшение габаритов линии.
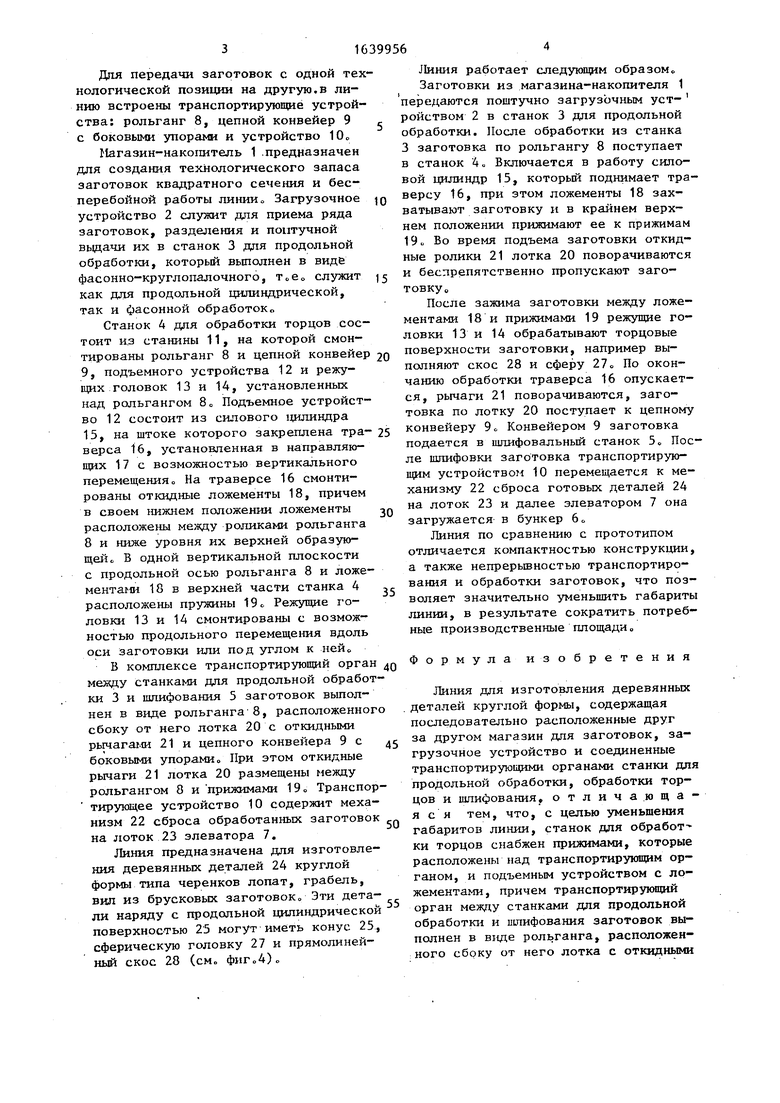
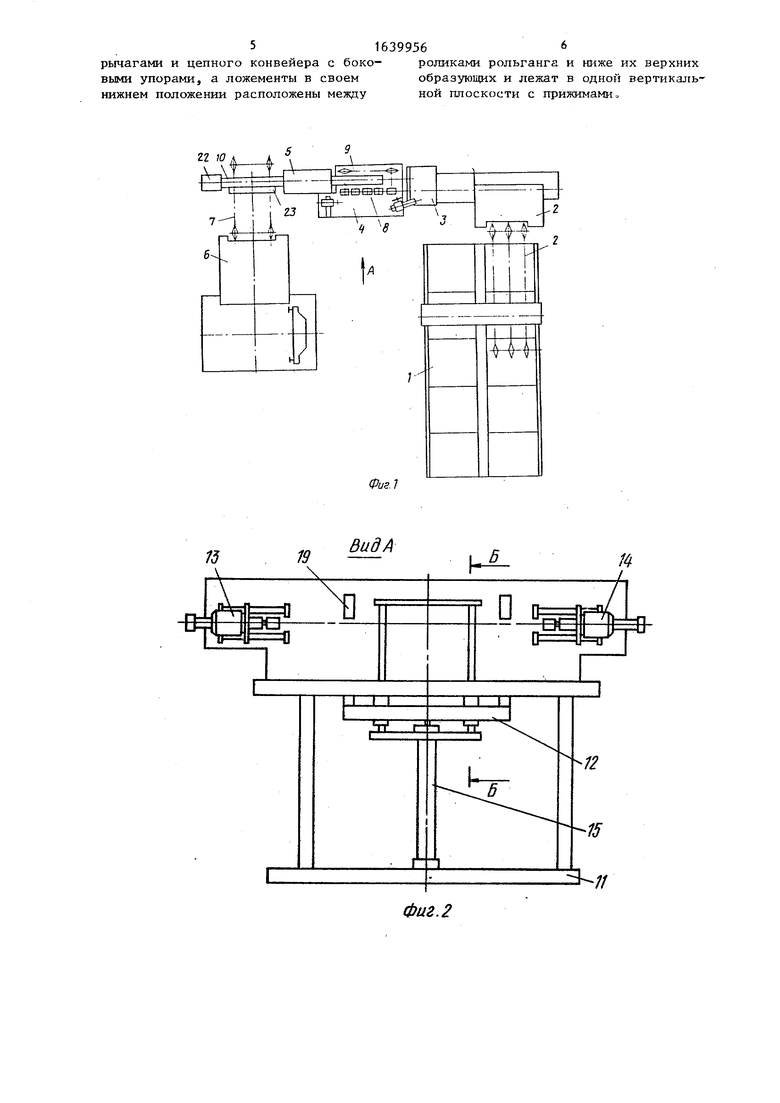
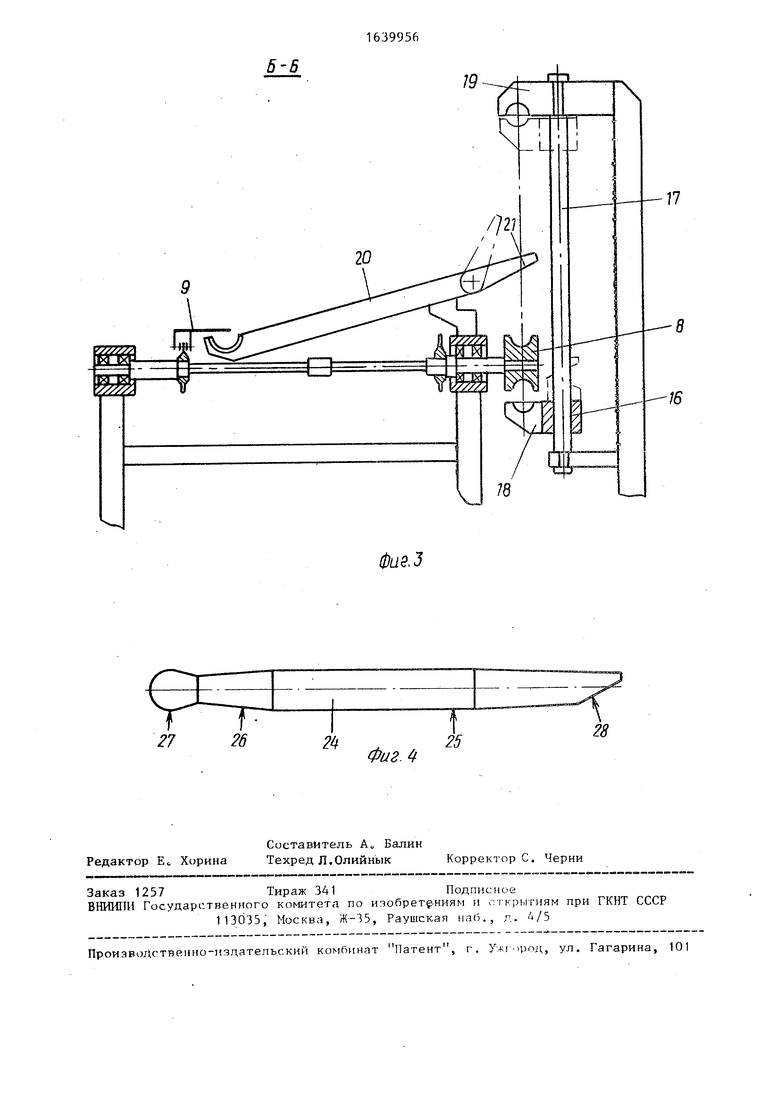
На фиг о 1 показана линия, вид сверху; на фиг„ 2 - вид А на фиг„ 1; на фиг 0 3 - разрез Б-Б на фиг„ 2; на фиг о 4 - пример детали, изготавливаемой на линии
Линия для изготовления деревянных деталей круглой формы состоит из следующих основных узлов и механизмов; магазина-накопителя 1 брусковых заготовок, загрузочного устройства 2, станка 3 для продольной обработки, станка 4 для обработки торцом, например обработки сферы и выполнения скоса, шлифовального станка 5„ Кроме того, в состав линии входят бункер 6 для складирования готовых деталей и элеватор.7 для загрузки бункера 6«
ОЭ СО
СО СО СП
О5
Для передачи заготовок с одной технологической позиции на другую,в линию встроены транспортирующие устройства: рольганг 8, цепной конвейер 9 с боковыми упорами и устройство 10
Магазин-накопитель 1 предназначен для создания технологического запаса заготовок квадратного сечения и бесперебойной работы линиио Загрузочное устройство 2 служит для приема ряда заготовок, разделения и поитучной выдачи их в станок 3 для продольной обработки, который выполнен в ВИДЕ фасонно-круглопалочного, т,е0 служит как для продольной цилиндрической, так и фасонной обработок,,
Станок 4 для обработки торцов состоит из станины 11, на которой смонЛиния работает следующим образом.
Заготовки из магазина-накопителя 1 передаются поштучно загрузочным уст- ройством 2 в станок 3 для продольной обработки. После обработки из станка 3 заготовка по рольгангу 8 поступает в станок 4 „ Включается в работу силовой цилиндр 15, который поднимает траверсу 16, при этом ложементы 18 захватывают заготовку и в крайнем верхнем положении прижимают ее к прижимам 19, Во время подъема заготовки откидные ролики 21 лотка 20 поворачиваются и беспрепятственно пропускают заго- товку0
После зажима заготовки между ложементами 18 и прижимами 19 режущие головки 13 и 14 обрабатывают торцовые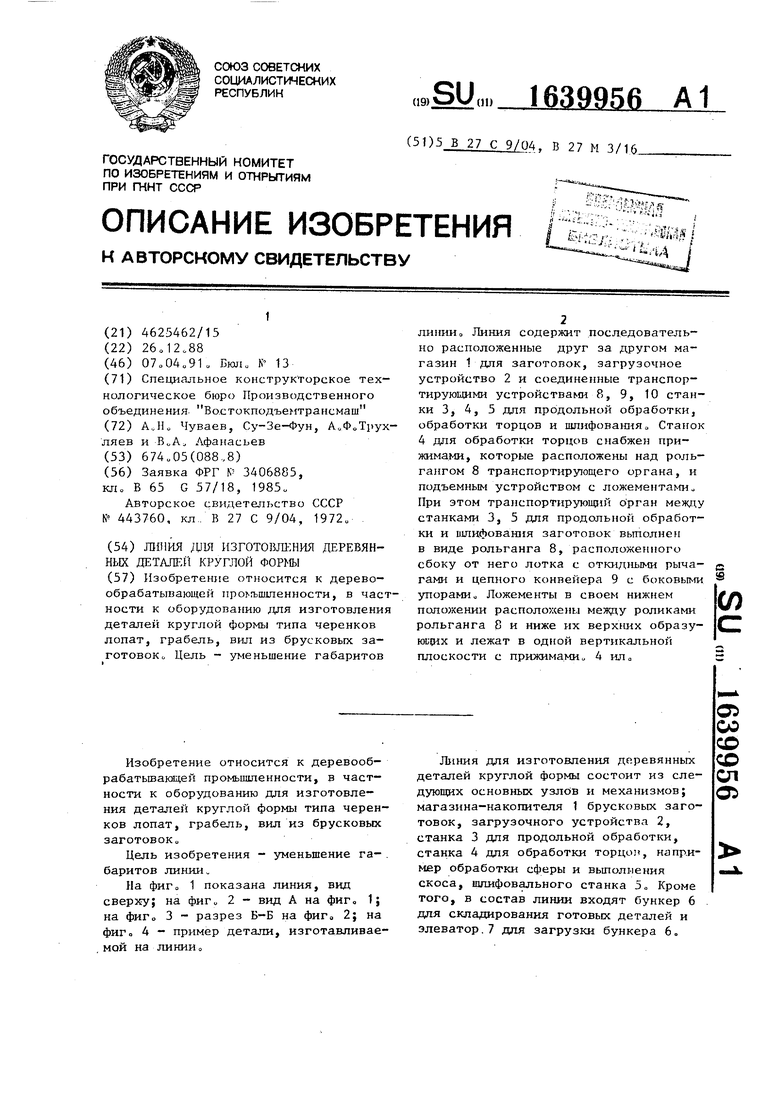
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СТОЛЯРНЫХ ЩИТОВ | 1973 |
|
SU393088A1 |
| Автоматическая линия для изготовления деревянных деталей криволинейной формы | 1974 |
|
SU510370A1 |
| Автоматическая линия для механической обработки деревянных брусковых заготовок | 1972 |
|
SU443760A1 |
| Многосторонний фуговально-строгальный станок | 1987 |
|
SU1562136A1 |
| Станок для абразивной обработки | 1985 |
|
SU1349956A1 |
| Устройство для обработки торцовКРуглыХ дЕТАлЕй МЕбЕли | 1979 |
|
SU818866A1 |
| Станок для образования скосов и фасок на концах деревянных брусковых деталей | 1983 |
|
SU1130462A1 |
| Поточная линия для обработки длинномерных круглых стержней | 1975 |
|
SU556027A1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для изготовления детален круглой формы типа черенков лопат, грабель, вил из брусковых заготовок о Цель - уменьшение габаритов линии. Линия содержит последовательно расположенные друг за другом магазин 1 для заготовок, загрузочное устройство 2 и соединенные транспор- тирукядими устройствами 8, 9, 10 станки 3, 4, 5 для продольной обработки, обработки торцов и шлифования„ Станок 4 для обработки торцов снабжен прижимами, которые расположены над рольгангом 8 транспортирующего органа, и подъемным устройством с ложементами о При этом транспортирующий орган между станками 3, 5 для продольной обработки и шлифования заготовок выполнен в виде рольганга 8, расположенного сбоку от него лотка с откидными рычагами и цепного конвейера 9 с боковыми упорами о Ложементы в своем нижнем положении расположены между роликами рольганга 8 и ниже их верхних образу- квдих и лежат в одной вертикальной плоскости с прижимами 4 ил о С 9 (Л
тированы рольганг 8 и цепной конвейер 2о поверхности заготовки, например вы30
35
9, подъемного устройства 12 и режущих головок 13 и 14, установленных над рольгангом 8 Подъемное устройство 12 состоит из силового цилиндра 15, на штоке которого закреплена тра- 25 верса 16, установленная в направляющих 17с возможностью вертикального перемещения На траверсе 16 смонтированы откидные ложементы 18, причем в своем нижнем положении ложементы расположены между роликами рольганга 8 и ниже уровня их верхней образующей,, В одной вертикальной плоскости с продольной осью рольганга 8 и ложементами 18 в верхней части станка 4 расположены пружины 19с Режущие головки 13 и 14 смонтированы с возможностью продольного перемещения вдоль оси заготовки или под углом к ней
В комплексе транспортирующий орган 4о между станками для продольной обработки 3 и шлифования 5 заготовок выполнен в виде рольганга 8, расположенного сбоку от него лотка 20 с откидными рычагами 21 и цепного конвейера 9с 45 боковыми упорами При этом откидные рычаги 21 лотка 20 размещены между рольгангом 8 и прижимами 19 Транспор- тирующее устройство 10 содержит механизм 22 сброса обработанных заготовок на лоток 23 элеватора 7.
Линия предназначена для изготовления деревянных деталей 24 круглой формы типа черенков лопат, грабель, вил из брусковых заготовок Эти дета- ли наряду с продольной цилиндрической поверхностью 25 могут иметь конус 25, сферическую головку 27 и прямолинейный скос 28 (смо )„
полняют скос 28 и сферу 27 По окончанию обработки траверса 16 опускае ся, рычаги 21 поворачиваются, заготовка по лотку 20 поступает к цепно конвейеру 9 Конвейером 9 заготовка подается в шлифовальный станок 5 П ле шлифовки заготовка транспортирую щим устройством 10 перемещается к м ханизму 22 сброса готовых деталей 2 на лоток 23 и далее элеватором 7 он загружается в бункер 60
Линия по сравнению с прототипом отличается компактностью конструкци а также непрерывностью транспортиро вания и обработки заготовок, что по воляет значительно уменьшить габари линии, в результате сократить потре ные производственные площади
Формула изобретени
Линия для изготовления деревянны деталей круглой формы, содержащая последовательно расположенные друг за другом магазин для заготовок, за грузочное устройство и соединенные транспортирующими органами станки д продольной обработки, обработки тор цов и шлифования, отличающа яся тем, что, с целью уменьшения габаритов линии, станок для обработ ки торцов снабжен прижимами, которы расположены над транспортирующим ор ганом, и подъемным устройством с ло жементами, причем транспортирующий орган между станками для продольной обработки и шлифования заготовок вы полнен в виде рольганга, расположен ного сбоку от него лотка с откидным
о поверхности заготовки, например вы0
35
5
4о 45
полняют скос 28 и сферу 27 По окончанию обработки траверса 16 опускается, рычаги 21 поворачиваются, заготовка по лотку 20 поступает к цепному конвейеру 9 Конвейером 9 заготовка подается в шлифовальный станок 5 После шлифовки заготовка транспортирующим устройством 10 перемещается к механизму 22 сброса готовых деталей 24 на лоток 23 и далее элеватором 7 она загружается в бункер 60
Линия по сравнению с прототипом отличается компактностью конструкции, а также непрерывностью транспортирования и обработки заготовок, что позволяет значительно уменьшить габариты линии, в результате сократить потребные производственные площади
Формула изобретения
Линия для изготовления деревянных деталей круглой формы, содержащая последовательно расположенные друг за другом магазин для заготовок, загрузочное устройство и соединенные транспортирующими органами станки для продольной обработки, обработки торцов и шлифования, отличающаяся тем, что, с целью уменьшения габаритов линии, станок для обработ ки торцов снабжен прижимами, которые расположены над транспортирующим органом, и подъемным устройством с ложементами, причем транспортирующий орган между станками для продольной обработки и шлифования заготовок выполнен в виде рольганга, расположенного сбоку от него лотка с откидными
516399566
рычагами и цепного конвейера с боко- роликами рольганга и ниже их верхних выми упорами, а ложементы в своем образующих и лежат в одной вертикаль- нижнем положении расположены между ной плоскости с прижимами.
Фиг
дидА
-11
Фиг. 2
5-В
26
2Ь
19
фие.З
Фиг 4
25
| Заявка ФРГ У 3406885, кп | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
