Известен летучий станок для точной резки труб на мерные длины в линиях непрерывных трубоэлектросварных станов, содержащий каретку с зажимным механизмом, приводимым от гидроцилпндра, и режущим механизмом и механизм, позволяющий устранить влияние недохода каретки до крайнего положения на точность резки.
Предложенный станок повыщает точность резки и отличается от известного тем, что он снабжен датчиком перемещения каретки относительно трубы, установленным на каретке стапа и подающим команду на зажимной режущий механизм, и электронным или электромеханическим счетчиком импульсов, число которых пропорционально пути, пройденному кареткой относительно трубы.
Для ускорения зажима трубы зажимной механизм снабжен пневматическим цилиндром-ускорителем, шток которого соединен со штоком гидроцилиндра.
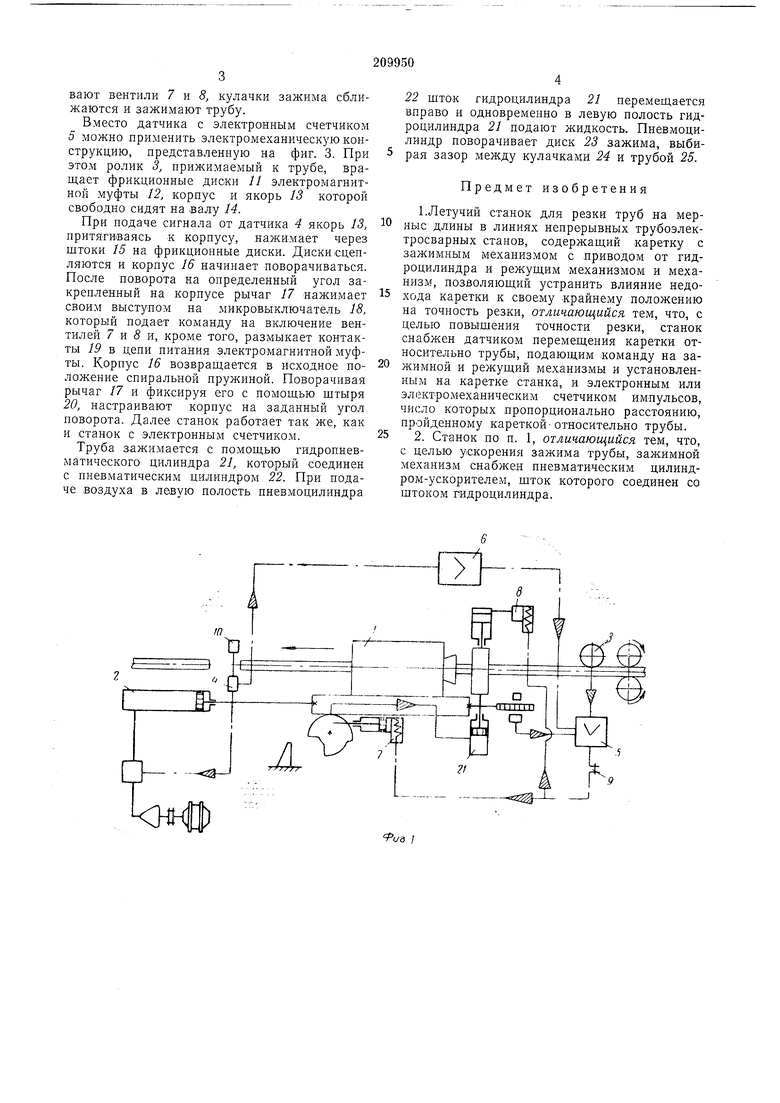
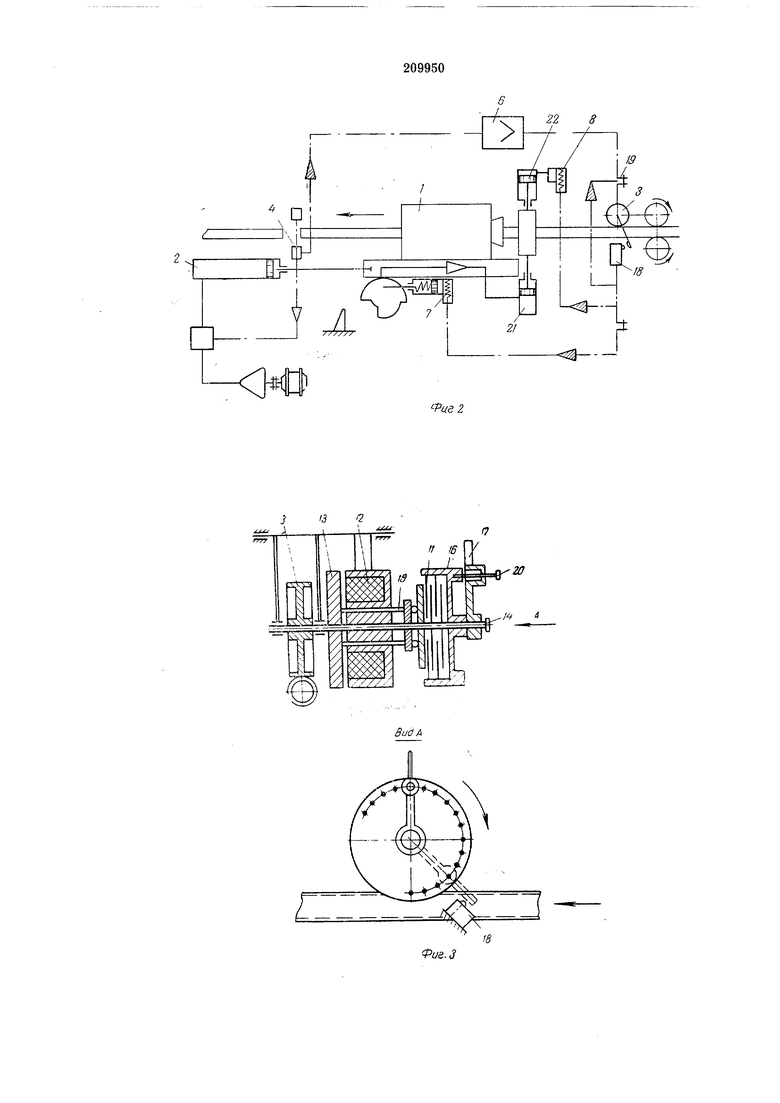
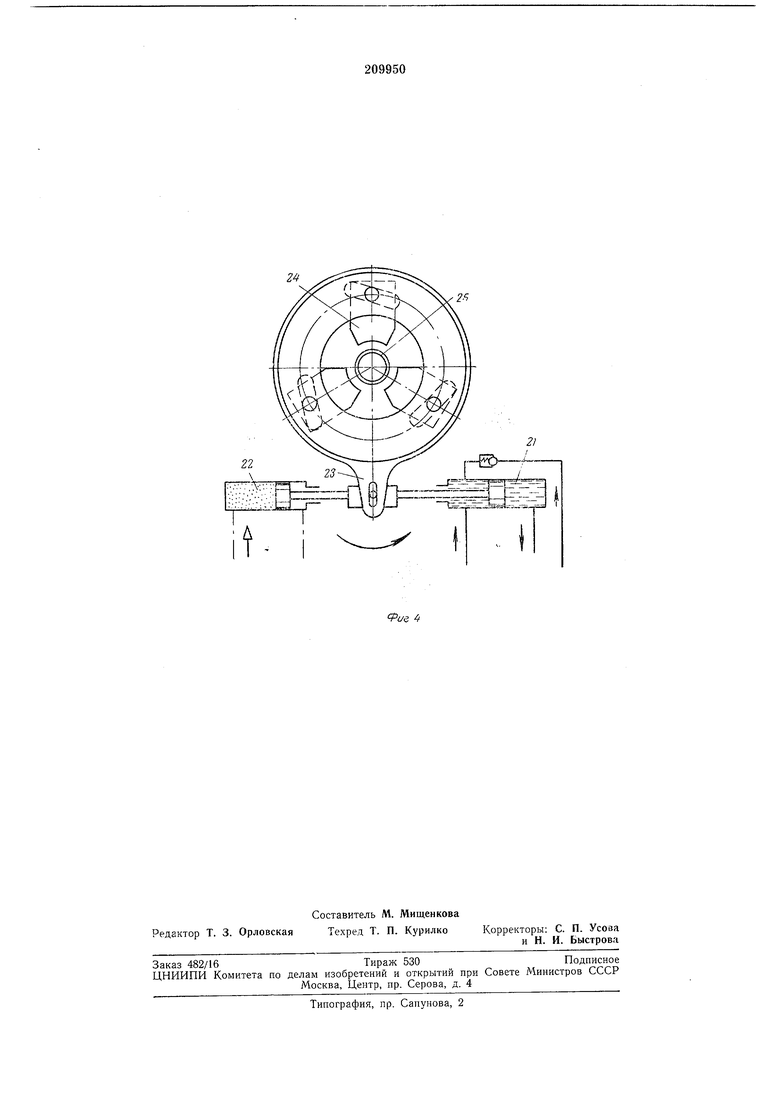
На фиг. 1 изображен предложенный станок с электронным отсчетом перемещения каретки относительно трубы; на фиг. 2 - то же, с электромеханическим отсчетом; на фиг. 3 - датчик С электромеханическим отсчетом пути каретки относительно тру,бы; на фиг. 4 - устройство для ускорения зажима трубы после нодачи сигнала от датчика относительного пути.
Станок содержит возвратно-поступательно перемещающуюся каретку 1, с которой соединен шток порщня цилиндра 2. На каретке закреплен датчик относительного пути, содержащий ролик 3, прижимаемый к движущейся трубе. Ролик несет диск с прорезями, который при вращении прерывает луч света, падающий на фотодиод. На рольганге установлен фотоэлектрический датчик 4. Счетчик 5 начинает счет импульсов после подачи разрещения на счет от датчика 4 через электронный блок 6.
Когда каретка занимает исходное положение, ролик 3 датчика вращается, но счетчик
5 не регистрирует проходящие импульсы, так как нет команды от датчика 4, а цепь счетчик - электронневматические вентили 7 и 8 разомкнута контактом 9. В счетчике 5 набрано число «отрицательных импульсов, пропорциональное расстоянию, не пройденному кареткой до ее крайнего положения.
Передний конец трубы, выходящий из стана, пересекает луч светильника 10. При этом подаются сигналы на разрешение счета импульсов счетчиком 5 и на начало работы цилиндра 2.
вают вентили 7 и 8, кулачки зажима сближаются и зажимают трубу.
Вместо датчика с электронным счетчиком 5 можно применить электромеханическую конструкцию, представленную на фиг. 3. При этом ролик 3, прижимаемый к трубе, вращает фрикционные диски 11 электромагнитной муфты 12, корпус и якорь 13 которой свободно сидят на валу 14.
При подаче сигнала от датчика 4 якорь 13, притягиваясь к корпусу, .нажимает через штоки 15 на фрикционные диски. Диски сцепляются и корпус 16 начинает поворачиваться. После поворота на определенный угол закрепленный на корпусе рычаг 17 нажимает своим выступом на микровыключатель 18, который подает команду на включение вентилей 7 и S и, кроме того, размыкает контакты 19 в цепи питания электромагнитной муфты. Корпус 16 возвращается в исходное положение спиральной пружиной. Поворачивая рычаг 17 и фиксируя его с помощью штыря 20, настраивают корпус на заданный угол поворота. Далее станок работает так же, как и станок с электронным счетчиком.
Труба зажимается с помощью гидропневматического цилиндра 21, который соединен с пневматическим цилиндром 22. При подаче воздуха в левую полость пневмоцилиндра
22 шток гидроцилиндра 21 перемещается вправо и одновременно в левую полость гидроцилиндра 21 подают жидкость. Пневмоцилиндр поворачивает диск 23 зажима, выбирая зазор между кулачками 24 и трубой 25.
Предмет изобретения
1.Летучий станок для резки труб на меряыс длины в линиях непрерывных трубоэлектросварных станов, содержащий каретку с зажимным механизмом с приводом от гидроцилиндра и режущим механизмом и механиз., позволяющий устранить влияние недохода каретки к своему крайнему положению на точность резки, отличающийся тем, что, с целью повышения точности резки, станок снабжен датчиком перемещения каретки относительно трубы, подающим команду на зажимной и режущий механизмы и установленным на каретке станка, и электронным или электромеханическим счетчиком импульсов, число которых пропорционально расстоянию, пройденному кареткой-относительно трубы.
2. Станок по п. 1, отличающийся тем, что, с целью ускорения зажима трубы, зажимной механизм снабжен пневматическим цилиндром-ускорителем, шток которого соединен со штоком гидроцилиндра. 22 8
| название | год | авторы | номер документа |
|---|---|---|---|
| Летучий станок для резки труб | 1971 |
|
SU485834A1 |
| Летучий станок для резки труб | 1981 |
|
SU996112A1 |
| ТРУБООТРЕЗНОЙ ЛЕТУЧИЙ СТАНОК | 1972 |
|
SU350603A1 |
| СПОСОБ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ НА МЕРНЫЕ ДЛИНЫ И ЛЕТУЧАЯ ЗУБЧАТАЯ ДИСКОВАЯ ПИЛА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2550065C2 |
| Станок для резки труб | 1987 |
|
SU1473909A1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| Устройство для резки непрерывно-движущегося проката | 1973 |
|
SU875727A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ТРУБ | 1969 |
|
SU242108A1 |
| Трубоотрезной летучий станок | 1974 |
|
SU488662A1 |
13 2
24
2
