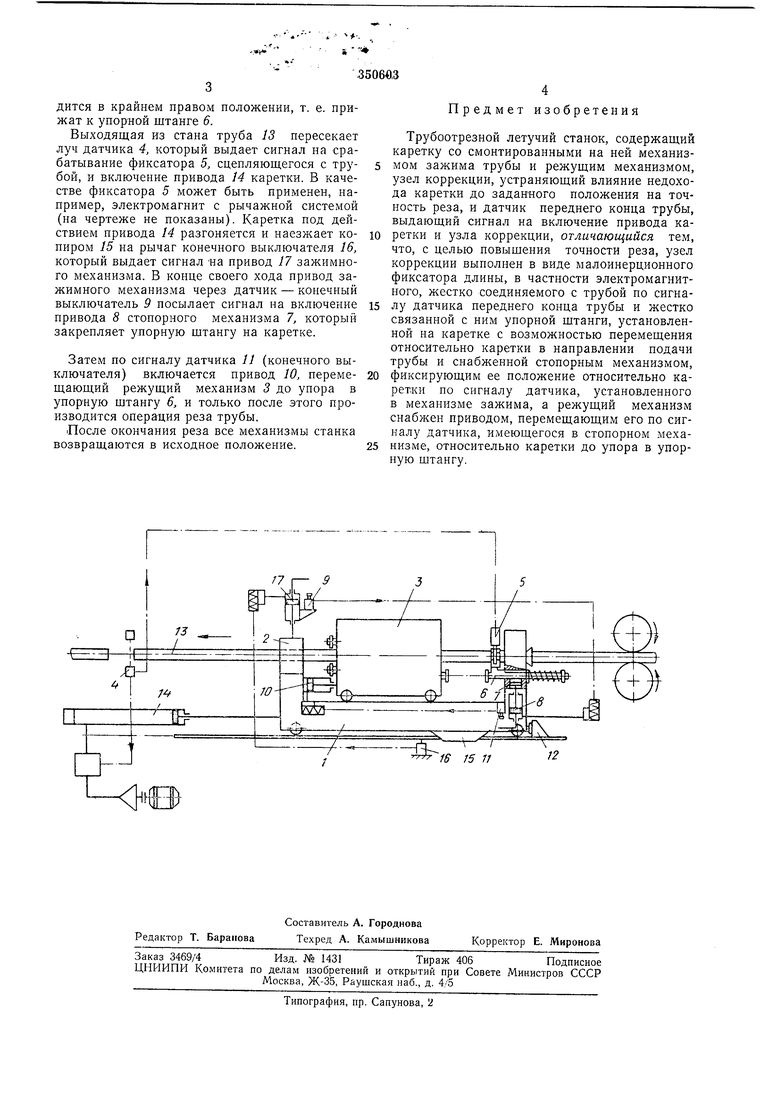
Изобретение относится к трубоотрезным летучим станкам, предназначенным для порезки движущихся труб на мерные длины и используемым, например, в линиях непрерывных трубоэлектросварочных станов. Известны трубоотрезные летучие станки, содержащие каретку со смонтированными на ней механизмом зажима трубы и режущим меxaHH3MOiM, узел коррекции, устраняющий влияние недохода каретки до заданного положения па точность реза, и датчик переднего конца трубы, выдающий сигнал на включение привода каретки и узла коррекции. Недостатком таких станков является невысокая точность реза по длине, что объясняется инерционностью системы управления, разбросом времени зажима трубы зажимным механизмом, неравномерностью движения трубы в станке и т. д. Цель изобретения - повышение точности реза по длине. С этой целью узел коррекции выполнен в виде малоинерционного фиксатора длины, в частности электромагнитного, жестко соединяемого с трубой по сигналу датчика переднего конца трубы и жестко связанной с ним упорной щтанги. Упорная штанга установлена с возможностью перемещения относительно каретки в направлении подачи трубы и снабжена стопорным механизмом, фиксирующим ее положение относительно каретки по сигналу датчика, предусмотренного в механизме зажима. Режущий механизм снабжен приводом, перемещающим его относительно каретки до упора в упорную штангу по сигналу датчика, имеющегося в стопорном механизме. На чертел е изображена схема предлагаемого станка. Он содержит каретку 1, на которой смонтированы механизм зажима 2 и режущий механизм 3, датчик переднего конца трубы, наири.мер фотоэлектрический, и узел коррекции. Последний выполнен в виде фиксатора 5 длины и жестко связанной с пи.м упорной штанги 6, установленной с возможностью перемещения относительно каретки и снабженной стопорным мехаииз.мом 7. Привод 8 стопорного мехаиизма связан с датчиком 9 механизма зажима. Режущий механизм снабжен приводом 10, перемещающим его до упора в упорную штангу по сигналу датчика // стопорного механизма. Станок работает следующим образом. В исходном положении каретка / находится у упоров 12, а режущий механизм 5 - в крайнем левом положении. Требуемая длина трубы определяется как расстояние от луча фотоэлектрического датчика 4 до оси фиксатора 5 минус расстояние от оси фиксатора до ножей режущего механизма, когда последний находится в крайнем правом положении, т. е. прижат к упорной штанге 6.
Выходящая из стана труба 13 пересекает луч датчика 4, который выдает сигнал на срабатывание фиксатора 5, сцепляющегося с трубой, и включение привода 14 каретки. В качестве фиксатора 5 может быть применен, например, электромагнит с рычажной системой (на чертеже не показаны). Каретка под действием привода 14 разгоняется и наезжает копиром 15 на рычаг конечного выключателя 16, который выдает сигнал на привод 17 зажимного механизма. В конце своего хода привод зажимного механизма через датчик - конечный выключатель 9 посылает сигнал на включение привода 8 стопорного механизма 7, который закрепляет упорную штангу на каретке.
Затем по сигналу датчика 11 (конечного выключателя) включается привод 10, перемещающий режущий механизм 3 до упора в упорную штангу 6, и только после этого производится операция реза трубы.
После окончания реза все механизмы станка возвращаются в исходное положение.
Предмет изобретения
Трубоотрезной летучий станок, содержащий каретку со смонтированными на ней механизмом зажима трубы и режущим механизмом, узел коррекции, устраняющий влияние недохода каретки до заданного положения на точность реза, и датчик переднего конца трубы, выдающий сигнал на включение привода каретки и узла коррекции, отличающийся тем, что, с целью новышения точности реза, узел коррекции выполнен в виде малоинерционного фиксатора длины, в частности электромагнитного, жестко соединяемого с трубой по сигналу датчика переднего конца трубы и жестко связанной с ним упорной штанги, установленной на каретке с возможностью перемещения относительно каретки в направлении подачи трубы н снабженной стопорным механизмом, фиксирующим ее положение относительно каретки по сигналу датчика, установленного в механизме зажима, а режущий механизм снабжен приводом, перемещающим его по сигналу датчика, имеющегося в стопорном механизме, относительно каретки до упора в упорную штангу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоотрезной летучий станок | 1974 |
|
SU488662A1 |
| Трубоотрезной летучий станок | 1980 |
|
SU897422A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| Трубоотрезной летучий станок | 1978 |
|
SU804255A1 |
| ЛЕТУЧИЙ СТАНОК ДЛЯ РЕЗКИ ТРУБ | 1968 |
|
SU209950A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1982 |
|
SU1092015A1 |
| Летучий станок для резки труб | 1971 |
|
SU485834A1 |
| УСТРОЙСТВО ДЛЯ ЗАЖИМА И ПОДАЧИ ПРОКАТА К РЕЖУЩЕЙ МАШИНЕ | 1973 |
|
SU363552A1 |
| Летучий станок для резки труб | 1981 |
|
SU996112A1 |
| Способ измерения длины заготовки,отрезаемой на летучем трубоотрезном станке | 1983 |
|
SU1253748A1 |
fS 15 ;/
