Предлагаемый станок имеет целью резку определенной длины веревок, канатов и т.п.
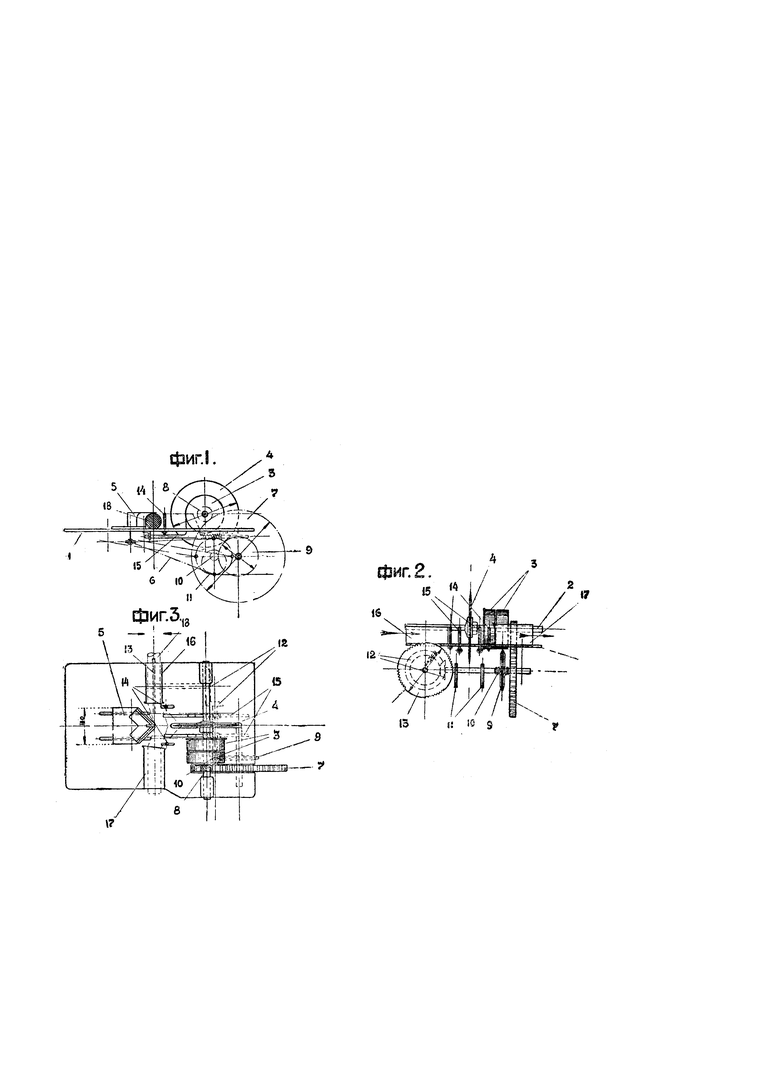
На чертеже фиг. 1 изображает вид станка сбоку; фиг. 2 - вид спереди; фиг. 3 - вид сверху.
Станок для резки веревок, канатов, угаров и т.п.состоит из чугунной плиты 1, на которой в подшипниках укреплен приводной вал 2 со шкивами 3 на нем и ножом 4.
Разрезаемая веревка движется по трубам 16 и 17, как показано стрелками. Разрезывание происходит в результате движения каретки 5, которая при движении вперед захватывает и натягивает канат 18 и подводит его к ножу 4. При своем крайнем положении каретка 5 находит на нож 4 вырезом, имеющимся у него на заостренной передней стороне. Каретка 5 свой задний и передний ходы совершает по плите 1 в прорезах на направляющих болтах, которыми каретка закрепляется снизу.
Движение каретки 5 от приводного вала 2 получает следующим образом: на приводном валу 2 насажена шестерня 8. С шестерней 8 сцепляется зубчатое колесо 7. На одном валу с зубчатым колесом 7 насажено червячное зубчатое колесо 9, которое сцеплено с червяком 10, передавая, таким образом, движение валу с червяком, на который насажены кривошипные механизмы 11. Кривошипные механизмы 11 при помощи тяг 6 соединены с кареткой 5 и при вращении червячного вала дают движение взад и вперед каретке 5. Вал с червяком 9 и кривошипными механизмами 11 делает двенадцать оборотов в минуту, передавая, таким образом, каретке 5 двенадцать ходов в минуту.
Подача разрезаемого каната производится шестерней 13, которая по окружности разделена на равные части по 100 мм в каждой (в данном случае на восемь частей), из коих на четырех частях нарезаны зубья, служащие для подачи каната при каждом проходе нарезанной части по канату снизу; этим достигается подача каната на 100 мм. При подаче каната резания не происходит, при проходе же не нарезанной части шестерни 13 подачи каната нет, и в этот промежуток времени происходит резание; скорость резания 2, 5 секунды.
Толкающая шестерня 13 получает движение от зубчатой конической пары 12, из коих малая шестерня насажена на червячный вал и делает двенадцать оборотов в минуту. Большая коническая шестерня 12 делает три оборота в минуту. Число толчков, которое делает шестерня 13 равно двенадцати толчкам в минуту. Канат, как указано выше, заправляется в трубку 16, а разрезанные части по 100 мм каждая, выходят по трубке 17. Упоры 14 служат для зажима каната в момент резания. Упоры 14 укрепляются в прорезях в плите 1 и закрепляются снизу гайками. Точное их расположение по длине прорези определяется регулировкою всей машины. Зажим каната происходит в момент крайнего переднего положения каретки 5, которая вплотную подходит к упорам 14, зажимая, таким образом, канат, находящийся между ними. Упоры 15 с пружинами служат для той же цели, что и упоры 14, а также и для ограждения ножа 4 с боков, т.-е. со стороны трубок 16 и 17. Упоры 15 при ходе каретки 5 вперед отталкиваются и при ходе ее назад досылаются снова на свое место посредством пружин.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для РЕЗАНИЯ ТАБАЧНЫХ ЛИСТЬЕВ | 1965 |
|
SU170363A1 |
| Печатно-штамповочное устройство | 1926 |
|
SU6651A1 |
| Машина для резки корья | 1929 |
|
SU24078A1 |
| Ножницы для резки толстолистового проката | 1977 |
|
SU725823A1 |
| Автомат для изготовления иголок Миллера | 1929 |
|
SU27369A1 |
| МЕХАНИЧЕСКИЙ МОЛОТОК С ЭЛЕКТРИЧЕСКИМ ПРИВОДОМ | 1931 |
|
SU36336A1 |
| Переносный станок для шлифования мотылевых шеек коленчатого вала непосредственно в раме двигателя | 1959 |
|
SU129497A1 |
| Приспособление при лущильном станке для разрезания фанеры (шпона) на куски одинакового размера | 1928 |
|
SU13516A1 |
| Штамповочный пресс для изготовления листов трансформаторного железа | 1929 |
|
SU27684A1 |
| Сельфактор | 1933 |
|
SU38462A1 |
1. Станок для резки веревок, характеризующийся применением каретки 5, перемещающейся помощью кривошипных механизмов 11 возвратно-поступательно по направляющим плиты 1 и служащей для подведения веревки к лезвию круглого вращающегося ножа 4, сидящего на приводном валу станка и входящего в вырез каретки 5 при разрезании веревки, подводимой по трубе 16 помощью зубчатого колеса 13 с неполным числом зубьев, у которого нарезанные участки чередуются с не нарезанными, с целью прерывной равномерной подачи веревки, каковое колесо 13 установлено под трубой 16, а для приведения его во вращение от приводного вала 2 служат промежуточные зубчатые передачи 12, 10 и 7, 8.
2. При станке, охарактеризованном в п. 1, применение для зажима веревки во время ее резания упоров 14 и 15, из коих упоры 14 неподвижные и установлены на плите 1, а упоры 15 соединены с пружинами, служащими для прижима упоров 15 к каретке 5.
