Известны устройства для бесцентрового шлифования несимметричных бочкообразных роликов в виде вращающейся карусели с опорными ножами, служащей для размещения предварительно ориентированных роликов с помощью загрузочного устройства и шлифовального круга.
Целью предложенного устройства является повышение точности. Для этого устройство сна бжено расположенной соосно с цилиндрическим чашечным шлифовальным кругом ненодБИЖной кольцевой опорой переменной высоты, служащей для осуществления поперечной нодачи обрабатываемых роликов на величину припуска, причем для подачи охлаждающей жидкости предназначень также для подхвата из за-грузочного устройства обрабатываемых роликов и последующего их прижима к опорным ножам карусели.
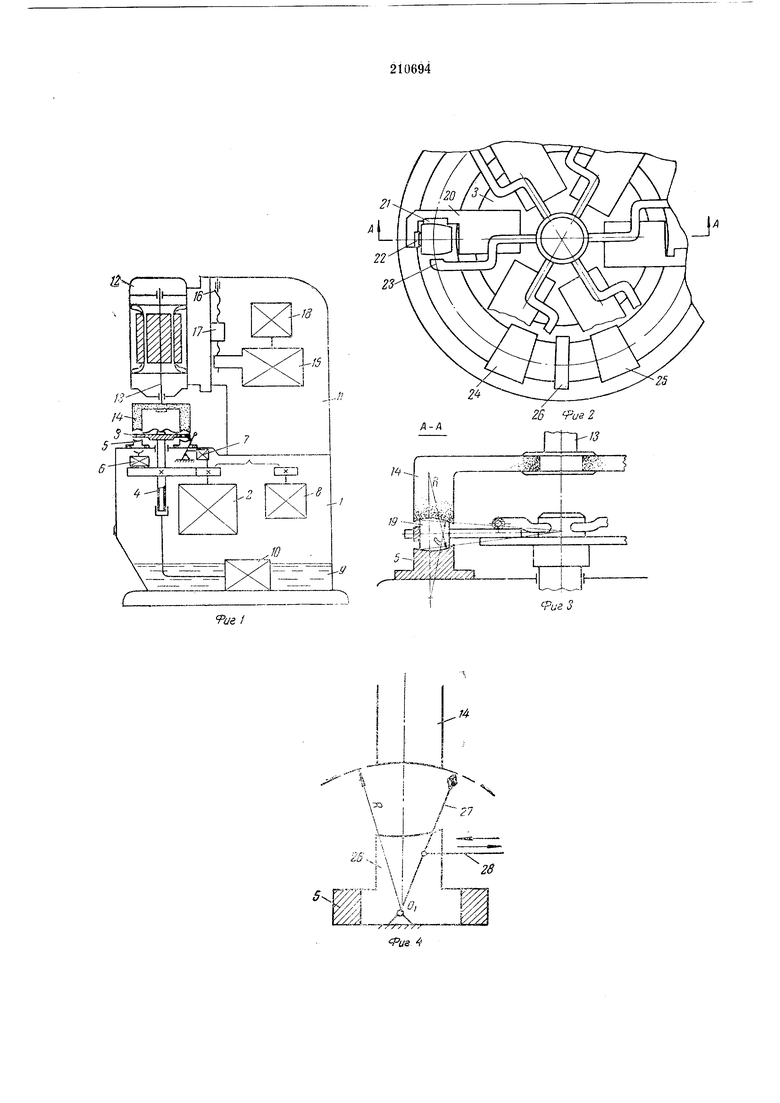
На фиг. 1 изображена принципиальная схема описываемого устройства станка; на фиг.
2- горизонтальная проекция рабочей зоны его (шлифовальный круг не ноказан); на фиг.
3- взаимное расположение узлов и деталей рабочей зоны станка, сечение -по А-А на фиг. 2; на фиг. 4 - схема правки шлифовального круга.
3, насалсенной на щпиндель стола 4. К столу станины / соосно со щпинделем стола 4 устанавливают неподвижную кольцевую опору 5 с таким расчетом, чтобы прорези ее окон совпали соответственно с толкателем механизма 6 загрузки и алмазным карандашом механизма 7 правки шлифовального круга.
В момент правки крута важно обеспечить такое положение карусели 3, чтобы гарантировать -свободные колебательные движения алмазного карандаша. Для этого используют механизм 8 точного останова Шпинделя стола 4. Часть внутренней полости станины используют как емкость для охлаждающей жидкости Я которая по систелш 10 охлаждения и полому шпинделю стола 4 подается в зону шлифования. На верхней части станины / укреплена стойка // с шлифовальной бабкой 12, а в корпус бабки 12 встроен электрошпиндель 13, на посадочный конец которого насал ен шлифовальный круг 14.
Бабка 12 под действием механизма 15 перемещения бабки, через винтовую пару винт
J6 - н гайку /7, может перемещаться в вертикальном направлении по специальным направляющим стойки //. Внутри этой стойки помещен механизм подналадчика 18, который обеспечивает в момент шлифования роликов
ной бабки 12 с учето1М величины из-носа шлифовального круга.
Круг 14, посаженный на электрошпиндель 13, своим торцом расположен как раз над торцом неподвиж ой кольцевой опоры 5. Профили обоих торцов Б поперечном сечении выполнены по дуге радиуса R, который равен радиусу дуги образующей поверхности качения ролика 19. Внутри неподвижной опоры 5 расположена карусель 3, ось которой совпадает с осью электрошпинделя круга. К карусели крепят поводки 20 с пласт,инами опорного ножа 21 « базового упора 22. К каждому ролику с тыльной стороны подводится трубка 23, по которой поступает охлаждающая жидкость в зону шлифования. На опоре 5 выполнено окно 24 загрузки, окно 25 выгрузки и окно 26, в котором перемещается карандащ для алмазной правки шлифовального круга. Устройство работает следующим образом. С включением электрошпинделя 13 шлифовального круга -14 начинает вращаться в ту же сторону, и карусель 3 с закрепленными на ней подводками 20 и трубкам,и 23. Через полый шпиндель стола 4 по трубкам 23 поступает охлаждающая жидкость 9. В этот момент через окно 24 -в неподвижной кольцевой опоре 5 механизм 6 загрузки, работающий синхронно с -каруселью 3, подает в зону между торцами опоры 5, и шлифовальным кругом 14 предварительно сориентированный ролик 19. Подача ролика осуществляется с таким расчетом, чтобы он попал в промежуток между ножом 21 и выходным отверстием трубки 23. Как только ролик оказывается на торцевой поверхности неподвижной кольцевой опоры, он моментально подхватывается струей охлаждающей жидкости И напором струи прижимается к ножу 21. Такой предварительный прижим ролика исключает ударные нагрузки ролика об опорный нож в момент контакта ролика со шлифовальным кругом. Шлифование происходит на участке качен.ия ролика от
окна загрузки 24 до окна 25 выгрузки, причем поперечная подача рол«ка на -величину припуска обеспечивается соответствующим углом подъема профильного торца неподвижной коль-цевой опоры 5 на этом участке.
Величина скорости круговой подачи ролика определяется скоростью вращения карусели 3, которая в паре с опорой 5 и шлифов-альным кругом 14 создает необходимые условия для бесцентрового шлифования.
В период обработки роликов происходит из нос шлифовального круга, что ведет к искажению профиля -его рабочего участка. С целью восстановления первоначального профиля, шлифовальный круг периодически правят алмазной в момент остановки карусели 3.
Алмазный карандаш 27 через окно 26 кольцевой опоры 5, совершая колебательные движения вокруг оси Oj под действием тяги 28, идущей от механизма 7 правки, производит правку шлифовального круга 14 по профилю дуги окрунсности С радиусом R.
Предмет изобретения
Устройство для бесцентрового шлифования несимметричных бочкообразных роликов, выполненное В виде вращающейся карусели с опорными ножами, служащей для размещения предварительно ориентированных роликов в разгрузочном устройстве, отличающееся тем, что, с целью повышения точности, устройство снабжено расположенной соосно с цилиндрическим чашечным шлифовальным кругом неподвижной кольцевой опарой переменной высоты, служащей для осуществления поперечной подачи Обрабатываемых роликов .на величину припуска, причем трубки для подачи охлаждающей жидкости .предназначены также для подхвата из загрузочного устройства обрабатываемых роликов и последующего их прижима к опорным ножам карусели.

| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2113334C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Станок карусельного типа для бесцентрового шлифования бочкообразных роликов | 1937 |
|
SU58070A1 |
| СПОСОБ ШЛИФОВАНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ НА УСТРОЙСТВЕ ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2007 |
|
RU2353500C2 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Дискретный инструмент для совмещенного шлифования | 2017 |
|
RU2664997C1 |