Шлифование бочкообразных .роликов в настоящее время производится На бесцентровых и центровых круглощлнфо1вальных станках по методу врвзания. Оба эти способа малопроизводительны, и заводы шарикоподшипниковой промышленности, в связи с значительным спросом на роликовые подшипники с бочкообразными роликам,и, нуждаются в производительных .методах шлифовки.
Поэтому следует ожидать, что получат распространение служащие для этой цели бесцентровые шлифовальные станки карусельного типа, т. е. имеющие вращающийся стол, несущий ролики.
Настоящее .изобретение усо верщенствует станки этого типа путем установки вокруг карусели нескольких шлифовальньгх кругов, последовательно .снимающих с роликов припуск. Это дает возможность за один проход ролика .через станок снять больший припуск и произвести обработку сначала начерно крупнозернистым кругом, а затем начинать мелкозернистым.
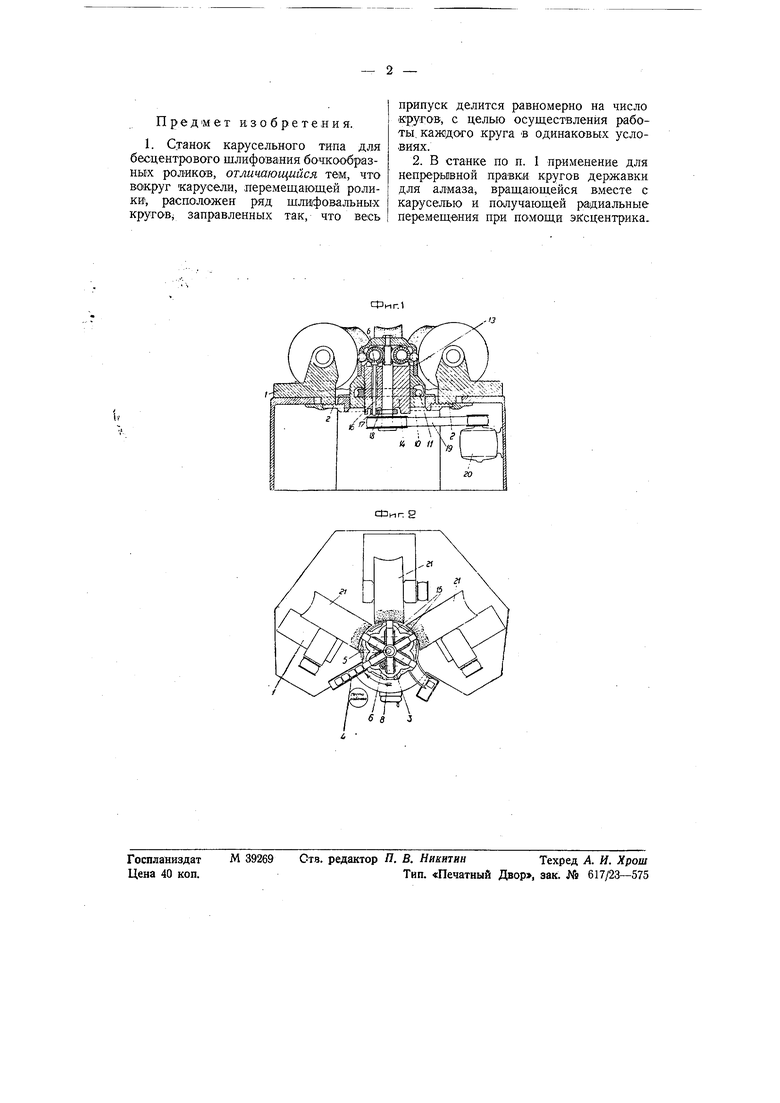
На чертеже фиг. 1 изображает вертикальный оседой разрез станка и ,фиг. 2- вид его сверху.
Ролики поступают по лотку 4 на опорные ножи 13 карусели 14, получающей вращение вокруг вертикальной оси через червячную передачу 10, 11. Карусель несет ведущие круги 8, сцепленные между собой коническими зубчатыми колесами 16, одно из .которых получает вращение от конической шестерни 6. Ось 16 шестерни 6 получает вращение от электродвигателя 20 через зубчатую передачу 17, 18 я ременную 19.
Вокруг карусели расположены салазки / со шлифовальными кругами 21. Салазки могут сближаться и раздвигаться посредством диска 2 со спиральной канавкой на торце, в которую входят соответствующие высту1пьг на нижней поверхности салазок 1. Для осуществления такой заправки щлифовальных кругов 21, при которой они работали бы в одинаковых условиях, постепенно снимая с роликов Подлежащий удалению припуск, распределенный равномерно на число кругов, применена установленная в карусели державка 5 с алмазом, получающая при вращении карусели радиальное перемещение от эксцентрика 3.
Предмет изобретения.
1. Станок карусельного типа для бесцентрового шлифования бочкообразных роликов, отличающийся тем, что вокруг карусели, перемещающей ролики, расположен ряд шли1фовальны-х кругов заправленных так, что весь
припуск делится равномерно на число кругов, с целью осуществления работы, каждого круга в одинаковых условиях.
2. В станке по п. 1 применение для непрерывной правки кругов державки для алмаза, вращающейся вместе с каруселью и получающей радиальные пе ремещения при помощи эксцентрика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для точения и шлифования топоров и др. аналогичных изделий | 1926 |
|
SU17038A1 |
| Вертикальный станок для шлифования торцов конических роликов | 1939 |
|
SU64425A1 |
| УСТРОЙСТВО для БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ НЕСИММЕТРИЧНЫХ БОЧКООБРАЗНЫХ РОЛИКОВ | 1968 |
|
SU210694A1 |
| Станок для бесцентрового шлифования конических роликов | 1939 |
|
SU59248A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| Внутришлифовальный станок | 1986 |
|
SU1389998A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Способ шлифования зубчатых колес на зуборезном стайке | 1937 |
|
SU64190A1 |
| Способ шлифования зубчатых колес с круговыми зубьями и станок для его осуществления | 1982 |
|
SU1079380A1 |
6 а J
