Известные устройства для окрашивания деталей с осевыми выводами, содержащие транспортер с укрепленными на нем кассетами для деталей, узел нанесения на детали краски, узел удаления с деталей избытка краски, узел подачи и сбора краски, узел сушки и приводной механизм, не позволяют качественно окрашивать детали, а в конструктивном выполнении громоздки.
В описываемом устройстве для окрашивания деталей с осевыми выводами улучшение качества окрашивания и уменьшение габаритов устройства достигнуто выполнением узла нанесения на детали краски и узла удаления избытков краски в виде двух пар, снабженных эластичными, например резиновыми, вставками, колодок, соединенных ползунами с приводным механизмом, и выполнением узла подачи и сбора краски в виде соединенной с приводным механизмом, сдвоенной ванны с боковыми стенками, снабженными прорезями, и разделенной на отсеки верхней частью, над которой установлен экран-сборник.
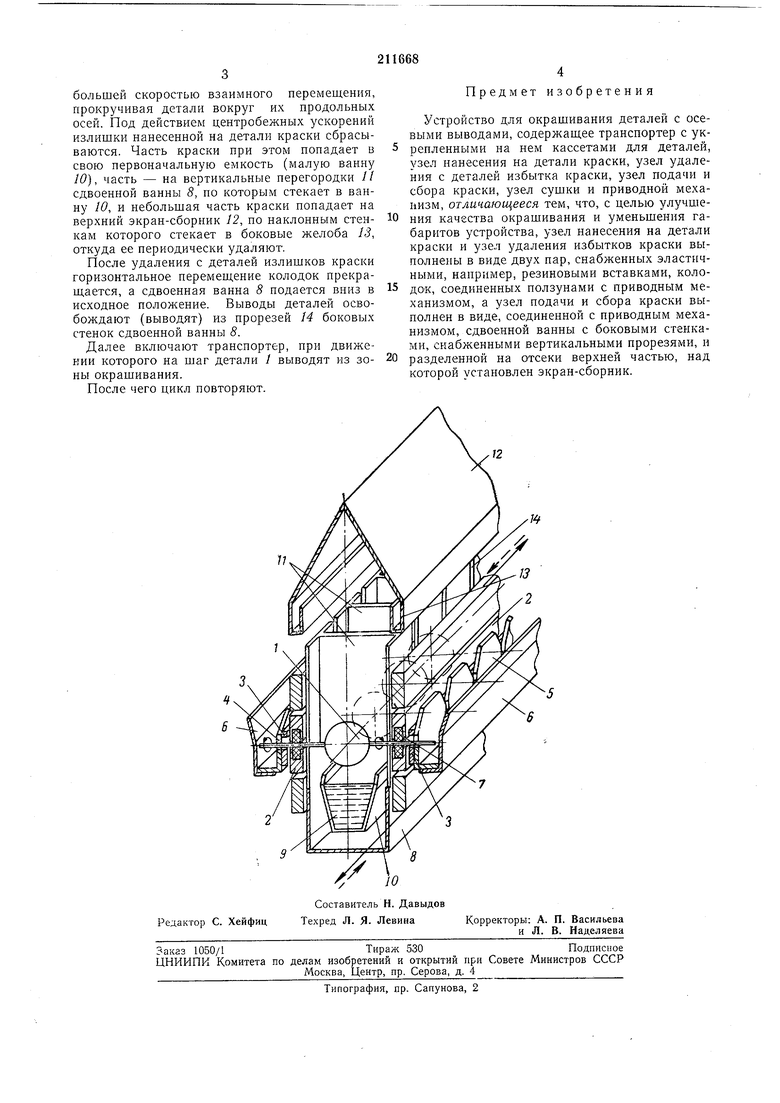
Конструкции основных узлов устройства изображены на чертеже.
Детали 1, например, дисковые конденсаторы, транспортером, не показанным на чертеже, подают в зону окрашивания. В это время подвижные запорные планки 2 находятся в таком положении, чтобы профильные вырезы 3
их не закрывали гнезда 4 несуших планок 5. Детали / укладывают выводами в открытые гнезда и удерживают экранами-ограничителями 6 от осевого сдвига их в кассете (на чертеже не обозначена). После этого запорные планки перекрывают вход в гнезда, запирая в них, но не зажимая, выводы деталей.
Транспортер, совершая шаговое движение, вводит кассету с деталями в узел окрашивания. После остановки кассеты с деталями обе пары колодок сводят навстречу друг другу в вертикальной плоскости до момента зажатия между их эластичными вставками 7 выводов деталей.
Сдвоенную ванну 8 поднимают в вертикальной плоскости, окуная корпуса деталей до половины в краску 9. Далее колодки получают встречное возвратно-поступательное с малой скоростью перемещения в горизонтальной плоскости. При этом детали / за выводы, зажатые между движущимися колодками, медленно прокручиваются вокруг своих продольных осей, в результате чего происходит нанесение краски на детали.
Затем горизонтальное перемещение колодок прекращают, а сдвоенную ванну подают вниз на определенное расстояние, причем, корпуса деталей полностью выводят из краски.