|1
Известен станок для обра:ботки винтов с переменным шагом, содержащий резцовый суппорт, гитары со сменными зубчатыми колесами, ходовые винты и планетар.ный механизм. Однако такой станов не,позволяет получать постоянный угол подъема витка 1винта.
Описываемый станок имеет повышенную универсальность, для чего он снабжен зубчатым механизмом с равномерно-переменным передаточным отношением -и состояш,им из эвольвентного спирально - цилиндрического зубчатого колеса и зацепляюш,егося с ним, перемещаюш,етося в ллоскости, касательной к основному цилиндру спирально-цилиндрического колеса, цилиндрического колеса.
На фиг. 1 показан винт ic постоянным подъемом витка; на фиг. 2 - кинематическая схема предлагаемого станка.
Описываемый станоК предназначен для нарезания винтов с равномерно-переменным шагом, пропорциональным изменением Ширины профиля и постоянным углом подъема нарезки,
Параметры таких винтов следуюш,ие,
Шаг в конце п-то витка
Длина нарезанной -части,- на которой размещены п витков
, arf- t п
2 г-2
количество витков нарезки на длине In
п , аt Y а
изменение щага -за один оборот витка а .:-.
пп
Расстояние между серединами п-го и (п-1)-го витков.
-(2«-1).
Ширина профиля нарезки в конце /г-го витка
. . 22
. Расстояние между левыми сторонами профилей я-го и ()-го витков Нарезки
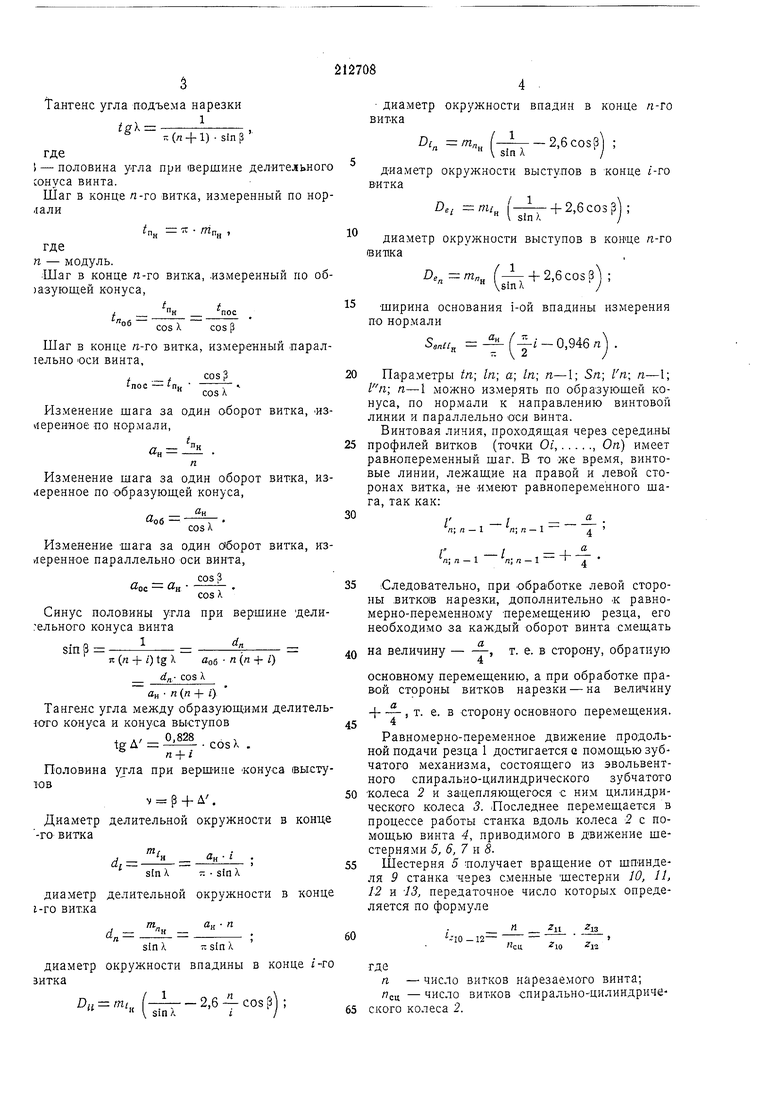
С.я-1 (4«-3). Талгенс угла подъема нарезки tg . Я(Л + 1).51ПЭ 1 - половина угла при 1вершине делительного сонуса винта. Шаг в конце п-го витка, измеренный по нор.тали п„ « где п - модуль. Шаг в конце п-то витка, .измеренный по об)азующей конуса,
«об -
COS XCOS Р
Шаг в конце п-го витка, измеренный паралтельно ОСИ винта. пос - п„ Изменение шага за один оборот витка, ИЗviepeHHoe по нормали, Изменение шага за один оборот витка, измеренное по образующей конуса. Изменение шага за один о1борот витка, из lepeHHOe параллельно оси винта, cos3 сов Синус половины угла при вершине дели гельного конуса .винта sin 9 (п + i) tg X Ооб п(п+ i) cos X UK- n(n+ 0 Тангенс угла между о6разуюш,«ми делитель юго конуса и конуса выступов , ., 0,828, tg Д - . cosX . Половина угла при верШИ 1е «онуса высту тов V р + Д . Диаметр делительной окружности в конце -го витка диаметр делительной окружности в конц 1-го витка ви Ви (ви
i-ой впадины измерения
/ л
0,946 п 1 диаметр окружности впадин в конде п-то тка Df т.„ , -2,бсоз ; sin X/ диаметр окружности выступов в конце /-го тка De, пц + 2,6соз: диаметр окружности выступов в конце п-го пка De. - т, Ч-2,6 COS 8 VsinX Параметры tn; In; а; In; п-1; Sn; In; п-1; п-1 можно измерять по образующей конуса, по нормали к направлению винтовой линаи и параллельно оси винта. Винтовая линия, проходящая через середины профилей витков (точки Of,, On) имеет равнопеременный шаг. В то же время, винтовые линии, лежащие на правой и левой сторонах витка, не имеют равнопеременного шага, так как: / / . л; л - 1 л; л - 1 -д Г, - /, п , п - 1п п - I Следовательно, при обработке левой стороны виткав нарезки, дополнительно « равномерно-переменному -перемещению резца, его необходимо за каждый оборот винта смещать на величину, г. е. в сторону, обратную основному перемещению, а при обработке правой стороны витков нарезки - на величину -f , т. е. в сторону основного перемещения. Равномерно-переменное движение продольной подачи резца 1 достигается G помощью зубчатого механизма, состоящего из эвольвентного спирально-цилиндрического зубчатото коле:са 2 и зацепляющегося с ним цилиндрического колеса 3. -Последнее перемещается в процессе работы станка вдоль колеса 2 с помощью винта 4, приводимого в двил ение шестернями 5, 6, 7 и 8. Шестерня 5 получает вращение от шпинделя 9 станка через сменные шестерни 10, 11, 12 и -13, передаточное число которых определяется по формуле
Равномерно-переменное д-вижение резцу / передается с ходовым винтом 14, связанным с зубчатым колесом 3 через шестерни -15 и 16, вал 17, сменные шестерне 18, 19, 20 и 2/ и планетарный механизм 22.
Передаточное число сменных шестерен 18, 19, 20 и 21 определяется по формуле
21
пос 10-12 сц
18
20
где tcn- передаточное число пары спиральноцилиндрическое колесо 2 - цилиндрическое колесо 3 в момент их зацепления в конечной точке цилиндрического колеса; f - шаг винта 14.
Поперечное перемещение резцу при -обработке конической поверхности придается с помош;ью конусной линейки 23.
Для обеспечения смещения резца за каждый
оборот на величину ± - при обработке правой и левой сторон нарезки служит планетарный механизм 22 с внутренним передаточным
числом гпл. мех. - , связанным со шпиндеZi
лем через сменные шестерни 24, 25, 26 и 27. Передаточное число шестерен 24, 25, 26 и 27 определяется по формуле:
25 27 . о И
«4-27
«ОС
28
При обработке правой стороны профиля витков нарезки дополнительное вращение винта 14, полученное от шестерен 24-27, должно иметь то же направление, что и основное вращение,.
При обработке левой стороны профиля витков нарезки направление дополнительного вращения винта 14 должно быть противоположно основ.ному направлению вращения винта, для чего в передачу добавляется еще одно паразитное колесо.
...
Предмет изобретения
Станок для нарезания винта с равномернопеременным щагом и щириной витка и с постоянным углом подъема, содержащий резцовый суппорт, гитары со сменными зубчатыми колесами, ходовой винт и планетарный механизм, отличающийся тем, что, с целью повышения его универсальности, он снабжен зубчатым механизмом с равномерно-переменны.м передаточным отношением и состоящим из эвольвентного спирально-цилиндрического зубчатого колеса и зацепляющегося с ним, перемещающегося в плоскости, касательной к основному цилиндру спирально-цилиндрического колеса, цилиндрическото колеса


Ю 18
