5-5
(Л
4
сд
о
00
00
|Подачи деталей непрерывным потоком. |Для этого разрезные поршневью кольца поступающие из магазина 1 на цилинд1рическзто направляющую 3 с орнентируто Дей планкой, захватьгоаются вращающи- |мися роликами с винтовой нарезкой, |установленными под углом к направляющей, равном углу подъема винтовой линии нарезки на роликах, и подаются через кольцо 8, закрепленное на корпусе коаксиаяьно цилиндрической направляющей 3 к неподвижному винту |и приводной втулке 6, При вращении ролики, торцовые поверхности которых |распо,тюжены со стороны винта, размещены с щагом, равным шагу винтовой канавки винта, поршневые кольца поочередно заводятся в их винтовую нарезку В результате того, что их торцы упираются в ориентирующую планку, расположенную между роликами и имеющую скос на конце, кольца перемещаются в осевом направлении по направляющей 3 и ориентирующей планке. При подходе поршневого кольца к торцу наименьшего по, длине или по длине нарезки винтовой канавки ролика его перемещение вдоль оси направляющей 3 прекращается. 1 з.По ф-лы, 11 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для калибровки замка чугунных поршневых колец | 1972 |
|
SU436721A1 |
| Устройство для транспортирования деталей типа поршневых колец | 1978 |
|
SU715289A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| Устройство для выдавливания длинномерных изделий | 1990 |
|
SU1810155A1 |
| АВТОМАТ ДЛЯ КАЛИБРОВКИ ЗАМКА ЧУГУННЫХ ПОРШНЕВЫХ КОЛЕЦ | 1972 |
|
SU326036A1 |
| Устройство для обработки поршневых колец | 1982 |
|
SU1013223A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Кодовый замок бесступенчатого кодирования | 1986 |
|
SU1509497A1 |
| Загрузочно-ориентирующее устройство | 1983 |
|
SU1278279A1 |
| УСТРОЙСТВО ДЛЯ ОБМОЛОТА ПРЕИМУЩЕСТВЕННО БОБОВ СОЛОДКИ | 1999 |
|
RU2150815C1 |

Изобретение относится к машиностроению, в частности к станкостроению, и может быть использовано при подаче разрезных поршневых колец в зону обработки. Цель изобретения - повышение надежности и производительности устройства за счет обеспечения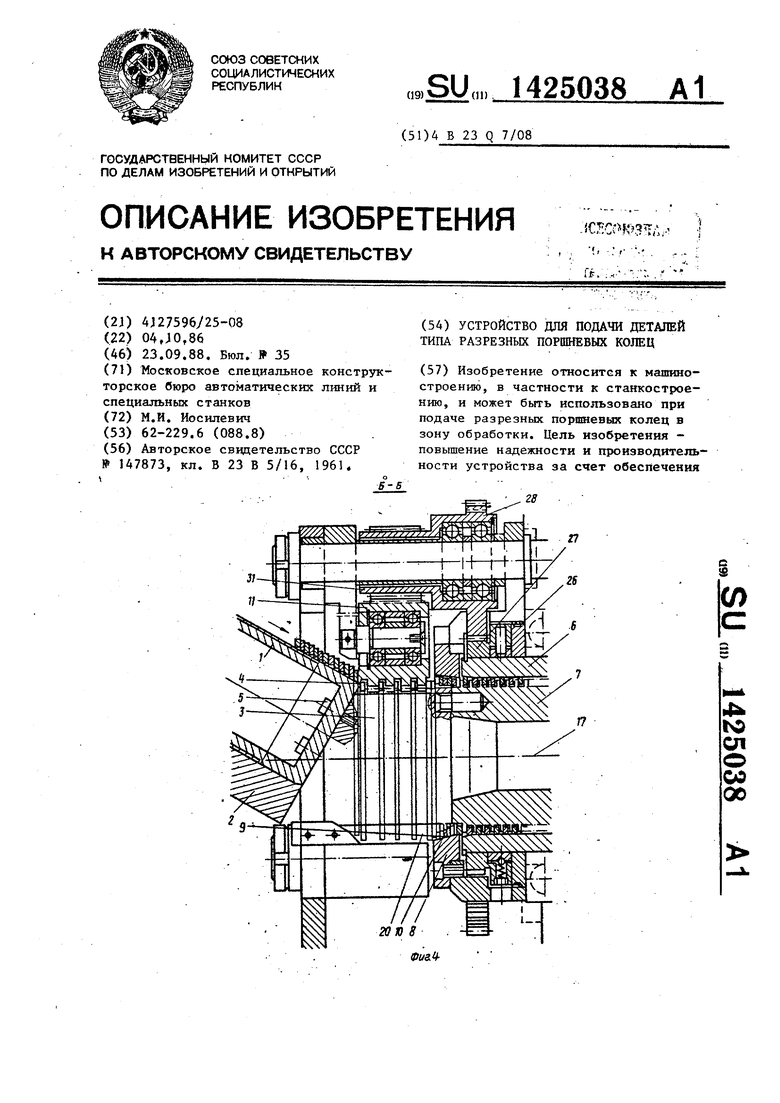
1
Изобретение относится к мащино- троению, в частности к станкострое- ию, и может быть использовано при , ;одаче разрезных поршневых колец в |зону обработки, ,
i Целью изобретения является повыше |ние надежности и производительности {устройства за счет обеспе-чения подачи разрезнь Х поршневых колец непре- рьшным потоком.
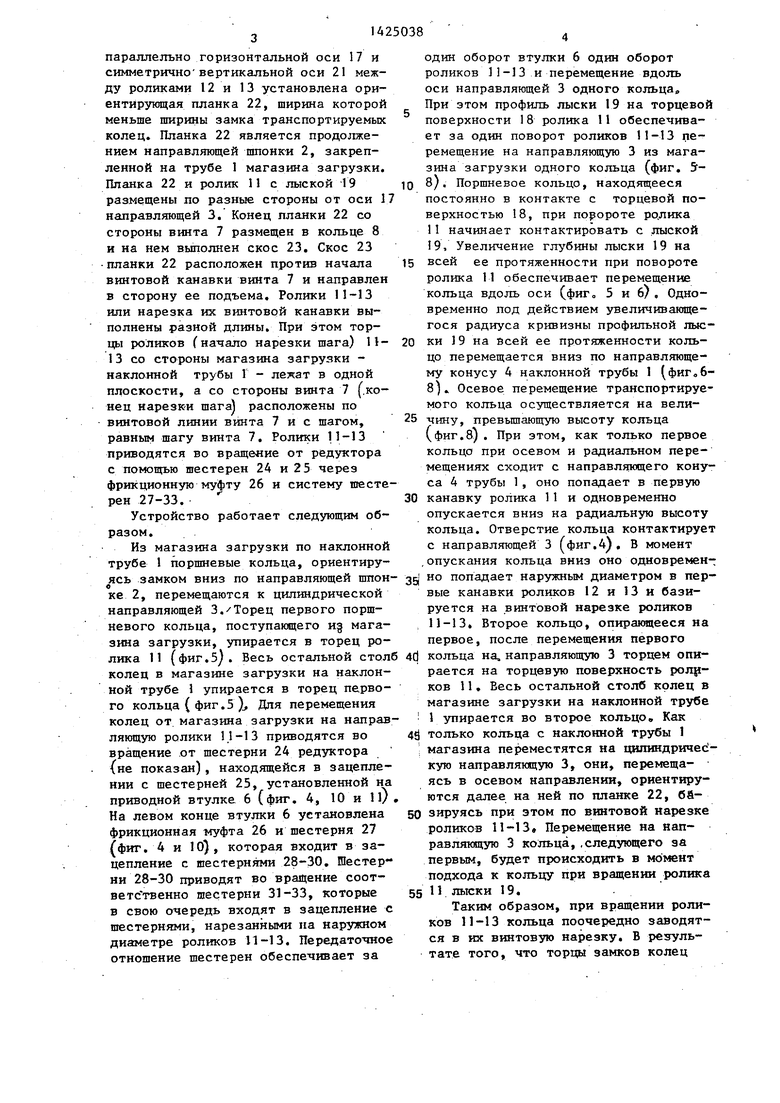
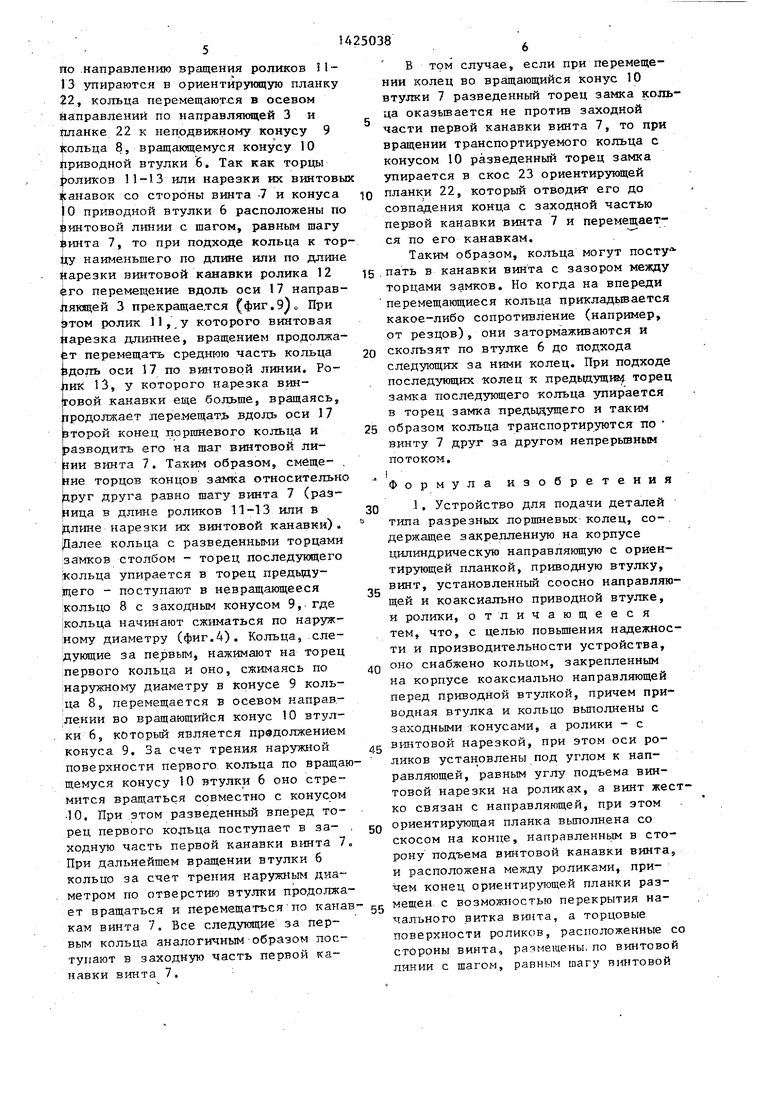
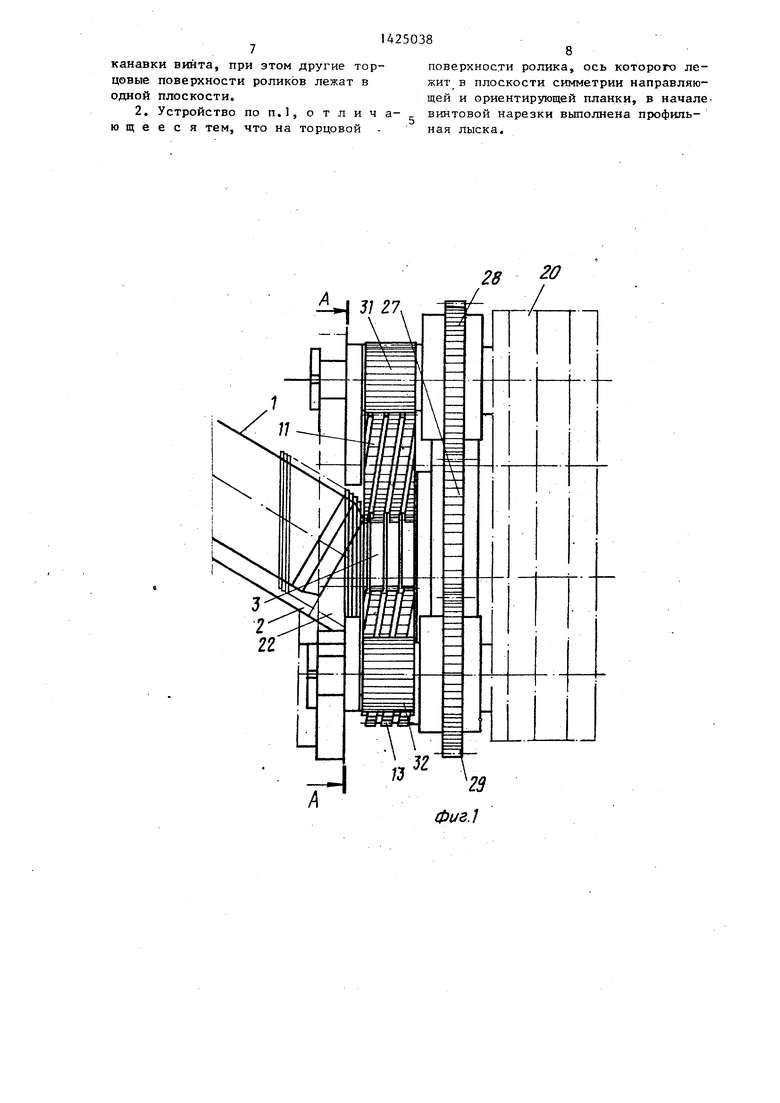
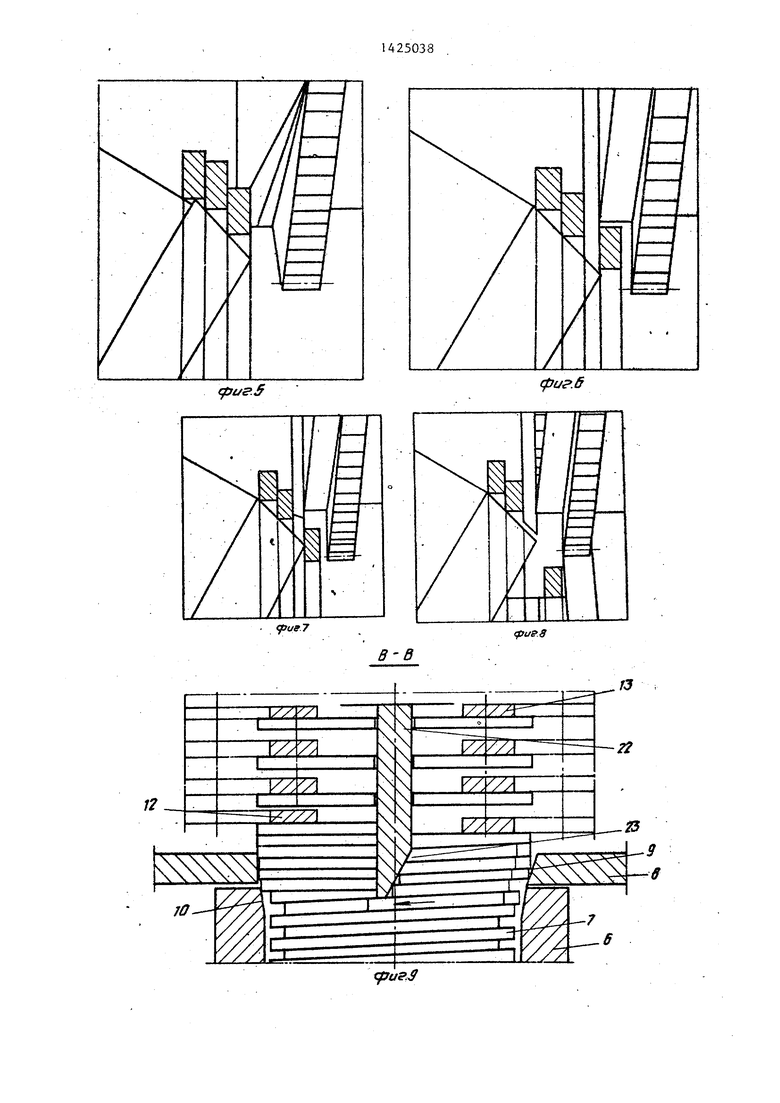
На фиг, i изображено устройство, {общий Вид; на фиг, 2 - разрез А-А {на фиг. 1; на фиг. 3 - ролик, вид iCBepxy; на фиг„ 4 - разрез Б-Б ла :фиг. 2; на фиг. 5-8 различные положения колец в процессе .ввода их в ролщси; на фнг. 9 - разрез В-В на фиг. 2; на фнга Ю - кинематическая схема устройства; на фиг, 11 - вид Г на фиг„ 10„,
Устройство содержит магазин загрузки в виде наклонной трубы 1 с направлякщей шпонко-й 2 для колец и цилиндрическую направляющую 3 Труба 1 имеет направляющий конус 4 и винтами 5 закреплена на направляющей 3. Направляющая 3 установлена соосно приводной втулке 6, В приводной втулке 6 сооско с направляющей 3 размещен винт 7, опирающийся одним своим концом на неподвижную направляющую 3. Между направляющей 3 и приводной втулкой 6 расположено неподвижное кольцо В с заходным конусом 9. Во втулке 6 со стороны кольца 8 выпол
0
5
0
5
0
5
нен конус 10, являющийся продолжением заходного конуса 9. По периферии направляющей 3 вокруг нее равномерно установлены ролики 11-13 с винтовой нарезкой. Конец направляющего конуса 4 трубы 1 размещается между роликами 11-13 и направляющей 3, Оси 14-16 соответственно роликов 11-13 расположены под углом оС относительно оси 17 направлякщей, рав- vHoM углу подьема винтовой нарезки на роликах 11-13. Это обеспечивает контакт по плоскости торца винтовой нарезки роликов 11-13 и торца поршневого кольца. На торцевой поверхности 18 ролика 11 (фиг.2} в начале винтовой нарезки вьшолнена профильная лыска 19 для перемещения колец в осевом и радиальном направлении при вводе их на направляющую 3„ Лыска 19 в радиальном и осевом направлении имеет профиль, приближенный к профилю архимедовой спирали: радиус кривизны профиля лыски 19 выполнен з еличивающимся от начала лыски 19 к выходу ее с торцевой поверхности 18 ролика 11, Глубина лыски 19 переменна по всей ее поверхности и увеличивается по направлению к выходу ее с торцевой поверхности 18 ролика 11. На выходе лыски 19 с торцевой поверхности 18 ролика П глубина лыски 19 больше высоты транспортируемого кольца На направляющей 3 и одновременно в корпусе 20
параллельно горизонтальной оси 17 и симметрично вертикальной оси 21 между роликами 12 и 13 установлена ориентирующая планка 22, ширина которой меньше ширины замка транспортируемых колец. Планка 22 является продолжением направляющей шпонкя 2, закрепленной на трубе 1 магазина загрузки. Планка 22 и ролик 11 с лыской 19 размещены по разные стороны от оси 1 направляющей 3. Конец планки 22 со стороны винта 7 размещен в кольце 8 и на нем выполнен скос 23. Скос 23 планки 22 расположен против начала винтовой канавки винта 7 и направлен в сторону ее подъема. Ролики или нарезка их винтовой канавки выполнены разной длины. При этом торцы роликов (начало нарезки шага) П- 13 со стороны магазина загрузки - наклонной трубы 1 - лежат в одной плоскости, а со стороны винта 7 (.конец нарезки шага) расположены по винтовой линии винта 7 и с шагом, равным шагу винта 7. Ролики 11-13 приводятся во враще«ие от редуктора с помощью шестерен 24 и 25 через фрикционную муфту 26 и систему шестерен 27-33.
Устройство работает следующим образом.
Из магазина загрузки по наклонной трубе 1 поршневые кольца, ориентируясь замком вниз по направляющей шпон- 35 о попадает наружнья диаметром в перке 2, перемещаются к цилиндрической вые канавки роликов 12 и 13 и бази- направляющей 3./Торец первого порш- руется на винтовой нарезке роликов
невого кольца, зина загрузки.
поступающего и§ мага- упирается в торец ро11-13. Второе кольцо, опирающееся на первое, после перемещения первого
лика 11 (фиг.5). Весь остальной столб 4d кольца на, направляющую 3 торцем опи- колед в магазине загрузки на наклон- рается на торцевую поверхность ролр- ной трубе 1 упирается в торец перво- ков 11, Весь остальной столб колец в го кольца ( фиг.5), Для перемещения магазине загрузки на наклонной трубе
1 упирается во второе кольцо Как 4Й только кольца с наклонной трубы 1 магазина переместятся на цилиндричес;- кую направляющую 3, они, перемещаясь в осевом направлении, ориентируются далее на ней по планке 22, бй- 50 зируясь при этом по винтовой нарезке роликов 11-13. Перемещение на направляющую 3 кольца,.следующего за первым, будет происходить в момент подхода к кольцу при вращении ролика 55 11 лыски 19. .
колец от магазина загрузки на направляющую ролики 1.1-13 приводятся во вращение от шестерни 24 редуктора {не показан), находящейся в зацеплении с шестерней 25, установленной на приводной втулке 6 (фиг. 4, 10 и ll). На левом конце втулки 6 установлена фрикционная муфта 26 и шестерня 27 (фиг. 4 и 10) , которая входит в зацепление с шестернями 28-30. Шестерни 28-30 приводят во вращение соот- ветс твенно шестерни 31-33, которые в свою очередь входят в зацепление с шестернями, нарезанными иа нарзгяном диаметре роликов 11-13. Передаточное отношение шестерен обеспечивает за
один оборот втулки 6 один оборот роликов 11-13 и перемещение вдоль оси направляющей 3 одного кольца. При этом профиль лыски 19 на торцевой поверхности 18 ролика 11 обеспечивает за один поворот роликов 11-13 перемещение на направляющую 3 из магазина загрузки одного кольца (фиг. 5г- В), Поршневое кольцо, находящееся постоянно в контакте с торцевой поверхностью 18, при повороте ро.лика 11 начинает контактировать с .лыской 19, Увеличение глубины лыски 19 на всей ее протяженности при повороте ролика 11 обеспечивает перемещение кольца вдоль оси (фиг„ 5 и б) , Одновременно под действием увеличивающегося радиуса кривизны профильной лыски 9 на Всей ее протяженности кольцо перемещается вниз по направляющему конусу 4 наклонной трубы 1 (фиг.б- 8). Осевое перемещение транспортируемого кольца осуществляется на величину, превьш1ающую высоту кольца (фиг.8) . При этом, как только первое кольцо при осевом и радиальном перемещениях сходит с направляющего конуса 4 трубы 1, оно попадает в первую канавку ролика 11 и одновременно опускается вниз на радиальную высоту кольца. Отверстие кольца контактирует с направляющей 3 (фиг.4. В момент ,опускания кольца вниз оно одновремен4d кольца на, направляющую 3 торцем опи- рается на торцевую поверхность ролр- ков 11, Весь остальной столб колец в магазине загрузки на наклонной трубе
1 упирается во второе кольцо Как 4Й только кольца с наклонной трубы 1 магазина переместятся на цилиндричес; кую направляющую 3, они, перемещаясь в осевом направлении, ориентируются далее на ней по планке 22, бй- 50 зируясь при этом по винтовой нарезке роликов 11-13. Перемещение на направляющую 3 кольца,.следующего за первым, будет происходить в момент подхода к кольцу при вращении ролика 55 11 лыски 19. .
Таким образом, при вращении роликов 11-13 кольца поочередно заводятся в их винтовую нарезку. В резгуль- тате того, что торцы замков колец
По направлению вращения роликов I - 13 упираются в ориентируняцую планку 22, кольца перемещаются в осевом йаправлений по направляющей 3 и Планке 22 к неподвижному конусу 9 1 ольца 8, вращакяцемуся конусу 10 Приводной втулки 6. Так как торцы )оликов 11-1.3 или нарезки их винтовы канавок со стороны винта 7 и конуса
О приводной втулки 6 расположены по интовой линии с шагом, равным шагу инта 7, то при подходе кольца к тор tty наименьшего по длине нли по длине Йарезки винтовой канавки ролика 12 го перемещение вдоль оси 17 направ- гякщей 3 прекращае.тся (фиг.9)„ При ролик 11,, у которого винтовая нарезка длиннее, вращением продолжа- iiT перемещать среднюю часть кольца :}доль оси 17 по винтовой линии. Ролик 13, у которого нарезка вин- говой канавки еще больше, вращаясь, лродолжает лере 1ещат1 вдоль оси 17 второй конец поршневого кольца и эазводитъ его на шаг винтовой ли- йии винта 7, Таким образом, смеще- . кие торцов концов замка относительно цруг друга равно шагу винта 7 (раз- ица в длине роликов П-13 или в |цлине нарезки их винтовой канавки). (Далее кольца с разведенными торцами замков столбом - торец последующего кольца упирается в торец предьиу- imero - поступают в невращающееся кольцо 8 с заходным конусом 9,- где |Кольца начинают сжиматься по наруж- |ному диаметру (фиг.4). Кольца, .следующие за первьпч, нажимают на торец лервого кольца и оно, сжимаясь по наружному диаметру в конусе 9 кольца 8, перемещается в осевом направ- :Лении во вращающийся конус 10 втулки 6, который является продолжением конуса 9. За счет трения наруткной поверхности первого кольца по вращающемуся конусу 10 втулки 6 оно стремится вращаться совместно с конусом 10, При .этом разведенный вперед то- рец первого кольца поступает в за- , кодную часть первой канавки винта 7« При дальнейшем вращении втулки 6 кольцо за счет трения наружным диаметром по отверстию втулки продо.ттаа- ет вращаться и перемещаться по канав кам винта 7. Все следующие за первым кольца аналогичным-образом поступают в заходную часть первой канавки винта 7,
g 0 5 0 0 5 g
5
В том случае, если при перемещении колец во вращающийся конус 10 втулки 7 разведенный торец замка кольца оказьгоается не против заходной части первой канавки винта 7, то при вращении транспортируемого кольца с конусом 10 разведенный торец замка упирается в скос 23 ориентирующей планки 22, который отводйзг его до совпадения конца с заходной частью первой канавки винта 7 и перемещается по его канавкам.
Таким образом, кольца могут посту
. пать в канавки винта с зазором между торцами замков. Но когда на впереди
перемещающиеся кольца прикладывается какое-либо сопротивление (например, от резцов), они затормаживаются и скользят по втулке 6 до подхода следующих за ними колец. При подходе последующих колец к предыдущш4 торец замка последующего кольца упирается в торец замка предыдущего и таким образом кольца транспортируются по винту 7 друг за другом непрерьшным потоком.
I
Формула изобретения
канавки винта, при этом другие торцовые поверхности роликов лежат в одной плоскости.
поверхности ролика, ось которого лежит в плоскости симметрии направляющей и ориентирующей планки, в начале. винтовой нарезки вьтолнена профильная лыска.
gyue.S
pue.7
(риг.б
(frueS
9Л/йУ
-К
фиг. to
В ад Г
,
fffaff.ff
| Способ снятия острых кромок на внутренней окружности разрезных колец | 1961 |
|
SU147873A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
