Известна установка для безвыворотного соединения заготсжок швэйньтх изделий, например воротника и подворотника, содержащая размещенные на столе в порядке технологического процесса устройство для предварительной загибки краев заготовок устройство для совмещения соединяемых загс товок и окончательной загибки краев путем их протягивания, приспособление для подачи ссжмещенных заготовок под щьющий меха низм машины, 5гстановленной с возможностью ее перемещения, и привод. Устройство для предварительной загибки краев заготовок состоит из приспособления для укладывания заготовок и механизма шаблонов для их
прсминания.
Предлагаемая устансжка более производительна, обеспечивает улучшение .качества соединения заготовок и ускоряет их обр ботку. Она отличается тем, что устройство для ссжмещения соединяемых заготовок и загибки краев путем протягивания выполнено в виде направляющих каналов, образсжанных плитой и наружным шаблоном, между которыми установлен неподвижный клин. При
способление для подачи совмещенных заготовок под иглу шьющего механизма выполнено в виде взаимодействующих между собой подвижной прижимной плиты и неподвижной платформы.
Для предварительной загибки краев заготовок устройство содержит механизм шаблонов в виде телескопически входящих одна в другую парных шарнирных плоскостей заданного контура, реечно шестеренчатый механизм для раздвигания телескопических час™ тей щаблонов и кулачково-рычажный механизм перемещения внутренних и Э1ешних шаблонов, укрепленных на траверсе.
Приспособление для укладывания одной из заготовок может быть выполнено в шде неподвижной плиты, для укладывъния другой - в виде подвижного шаблона.
Привод для перемещения швейной мащины по заданному контуру состоит из реверсивной лебедки с тросом, приводимым в движение от электродвигателя.
рычажно-кулачкового механизма и взаимодействующий с плитой, которая перемещается синхронно с ним.
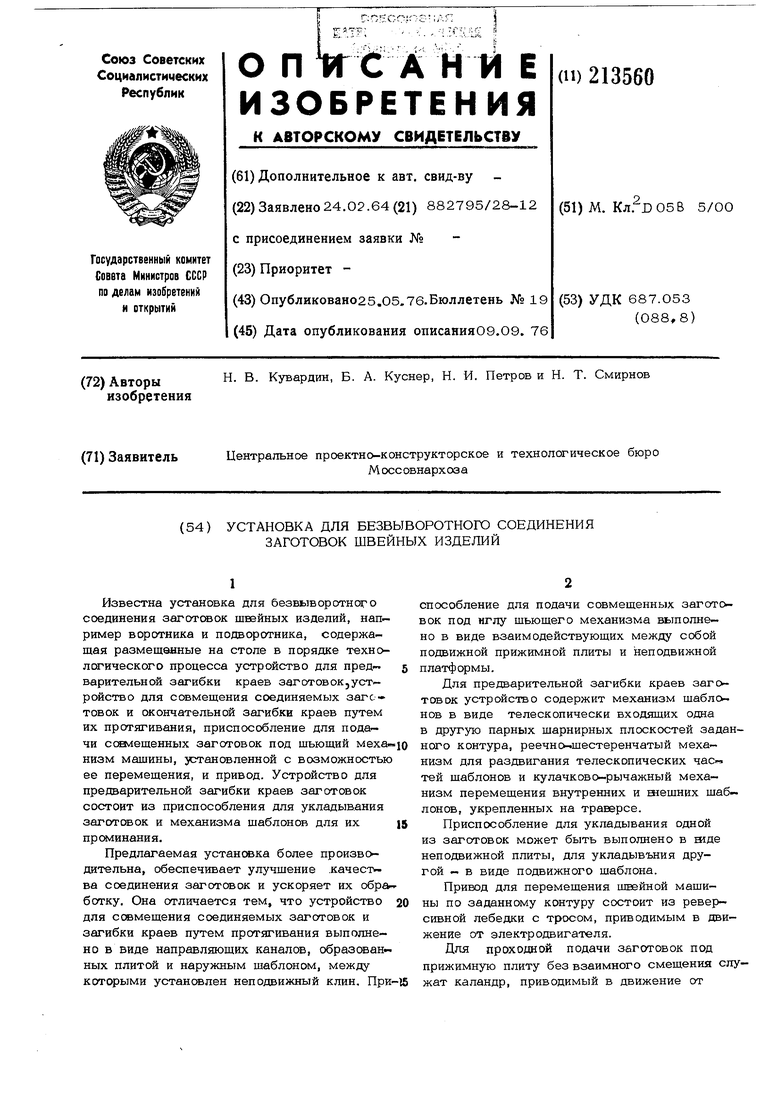
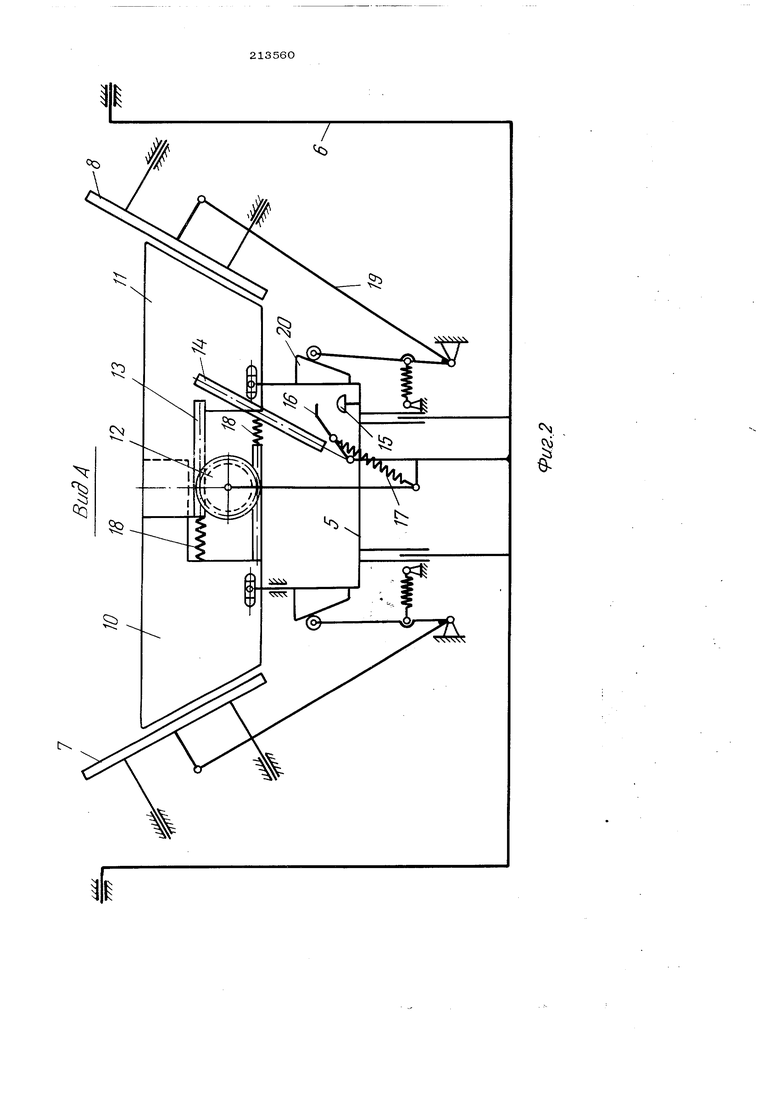
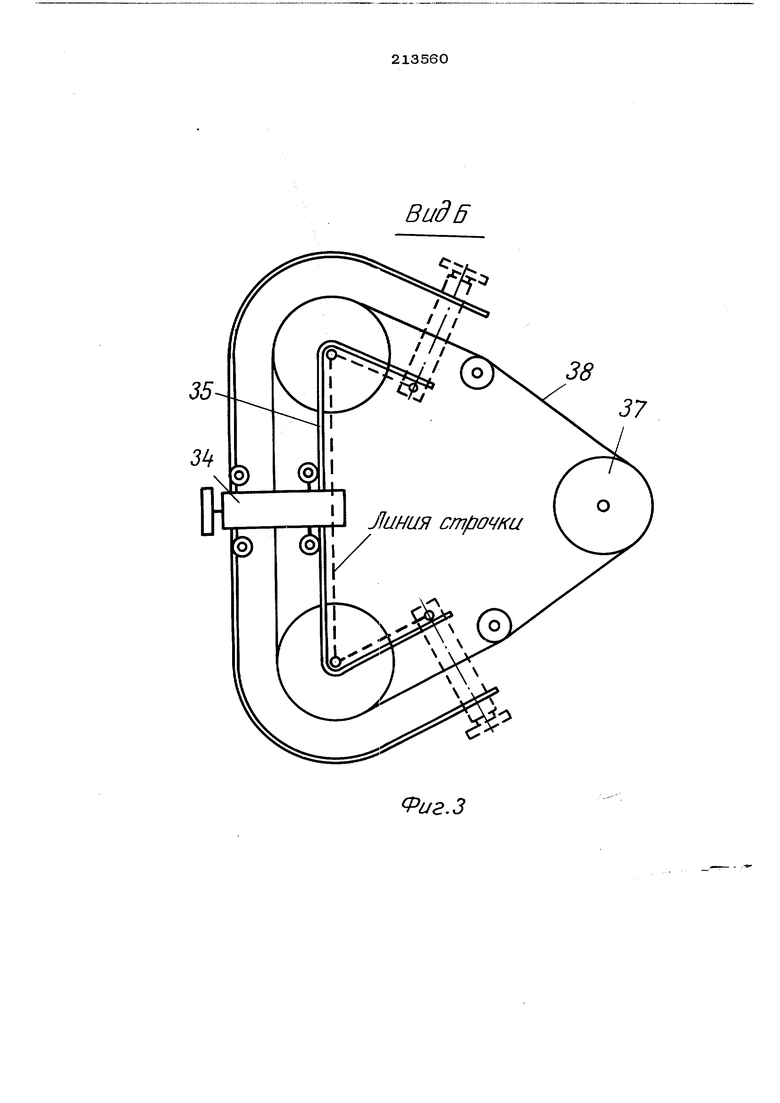
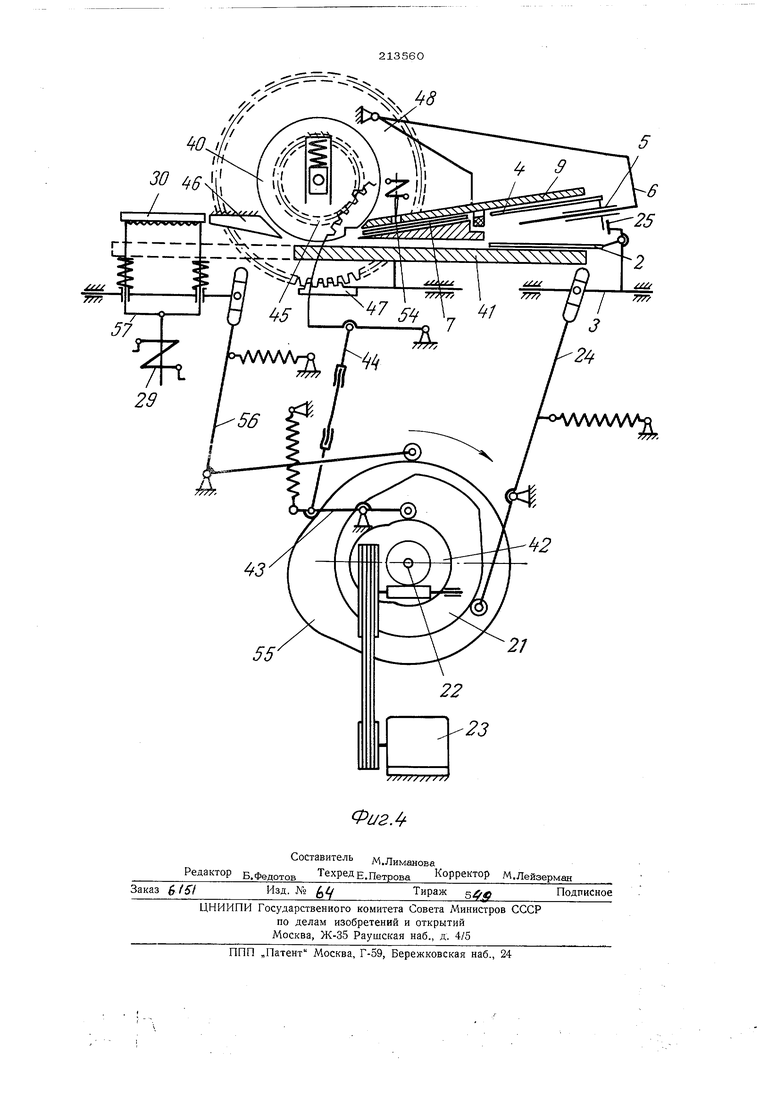
На фиг, 1 изображена кинематическая схема предлагаемой установки; на фиг. 2 механизм шаблонов, вид по стрелке А на фиг. 1; на фиг. 3 ™ привод шьющего механизма, вид по стрелке Б на фиг. 1; на фиг. 4 - часть установки с каландром и повижной плитой.
Установка содержит размещенные по ходу технологического пропесса смонтированные на станине устройство для предварительной загибки краев заготовок, устройство для совмещения соединяемых заго товок, приспособление для подачи заготово под шьющий механизм и привод.
Устройство для предварительной загиб ки краев заготовок состоит из приспособления для укладывания заготовок, содер- жащего неподвижную плиту 1, и механизма шаблонов для проминания заготовок и предварительной загибки их краев.
Механизм шаблонов содержит нижний внутренний шаблон 2 на ползуне 3 и верхНИИ внутренний шаблон 4 на ползуне 5 поворотной траверсы 6, которая смонтирована на столе станины.
На траверсе 6 щарнирно укреплены внение шаблоны 7 и 8 и наружный шаблон 9.
Внутренние шаблоны 2 и 4 представляют собой телескопически входящие одна в другую парные шарнирные плоскости Ю и 11 заданного контура, раздвигаемые реечно-шестеренчатым механизмом, который состоит из спаренных шестерен 12, зубчатых реек 13 на плоскостях 10 и 11 и псжоротной рейки 14, периодически входящей в зацепление с одной из щестерен 12 при поступательном движении ползуна 5 и взаимодействии толкателя 15 с рычагом 16 с помощью пружины 17. При возвратном движении ползуна 5 одна из щестерен 12 обкатывается по рейке 14 и получает вращательное движение , а вторая обеспечивает сближение плоскостей 10 и 11. В конце хода ползуна рейка 14 выво дится из зацепления с шестерней 12, к плоскости 10 и 11 под действием пружин 18 занимают исходное положение.
Внешние шаблонь5 7 перемещаются в пазах наружного шаблона 9 двуплечим рычагом 19 при передвижении ползуна 5, горке 20 которого взаимодействует с ведущим плечом рычага 19.
24, перемадающий ползун 3 с нижним внутренним шаблоном 2. Верхний внутренний щаблон 4 передвигается одновременно толкателем 25.
Устройство для совмещения соединяемых заготовок и окончательной загибки краев выполнено в виде двух направляющих канале 26 и 27, образованных плитой 1 и наружным шаблоном 9, между которыми уста новлен неподвижный клин 28,
Приспособление для подачи совмещенных заготовок под иглу щьющего механизма содержит взаимодействующие между собой под вижную от электромагнита 29 прижимную плиту 30 и неподвижную платформу 31, В прижимной плите имеется отверстие для ввода иглы 32, приводимой от электромагни та 33. Игла удерживает заготсжку от смещения в зоне щьющего механизма 34.
Шьющий механизм 34 представляет собой ттгиййную мащину с качающейся рамкой игло водителя, перемещаемую по заданному контуру по направляющим 35. Ее механизмы приводятся в движение от электродвигателя 36 По направляющим 35 машина передвигается при помощи реверсивной лебедки 37 с тросом 38, приводимой от электродвигателя 39.
Для проходной подачи заготовок под прижимную плиту 30 без юаимного смеще- ния подогреваемый каландр 4О и подвижная плита 41, которые перемещаются синхронно от рычажно-кулачксесуо механизма с кулачком 42 на валу 22 через рычаг 43 щатун 44 и зубчатую передачу 45,
Каландр 40 и плита 41 снабжены нагревательными элементами. Рящом с калан ром 40 находится съемник 46, отделяющий заготовки от поверхности каландра. Рейка 47 через щестерню 48, жестко соединенную с каландром, передает плите возврат но-поступательное движение,
Работает установка следующим образом.
Заготовки подворотника и воротника вручную помещают в приспособление для укладывания. При этом заготовку подворотника укладывают на неподвижную плиту 1 и при помощи рукоятки 49 опускают нижний внутренний щаблон 2. Далее при помощи рукоятки 50 опускают верхний внутренний ща&1он 4, на котором уложена заготовка воротника, и рукояткой 51 опускают наружный шаблон 9. Заготовки проминаются и края их огибают шаблоны.
Затем включают электродвигатель 23, который приводит в действие реечно-шестеренчатый и кулачке о-рычажный механизмы 0 механизм шаблонов. Происходит предварительная загибка краев заготовок. Внут -оенние шаблоны 2 и 4 вместе с заготов5ками перемещаются в каналах 26 и 27 между наружным шаблоном 9 и неподвиж- ным клином 28 и протягивают заготовки. При этом заготовки совмещаются и их края окончательно загибаются с трех сторон. Далее шаблоны 2 и 4 протягивают сежмещенные заготовки между подвижной плитой 30. и неподвижной платформой 31. Электр с лагнит 33 вводит иглу 32 в OTV. верстие подвижной плиты ЗО для удержания совмещенных деталей при выводе внутренних шаблонов 2 и 4 в исходное положение. Затем электромагнит 29 опускает плиту 30, которая вместе с неподвижной платформой 31 формует ссземешенные и соединяемые заготовки 52 и фиксирует их в зоне шьющего механизма 34. После этого электродвигатель 23 вык- лючается и включаются электродвигатели 36 и 39, приводящие в действие шьющий механизм 34 и привад для его перемещения по заданному контуру. Игла 53 шьющего механизма стачивает заготовки по контуру и соединяет их, По окончании стачивания игла 32 и прижимная плита 30 поднимаются, освобож- дая готовое изделие, а шлющий механизм отключается. Пуск и останов шьющего механизма осуществляют посредством конечных выключателей. В случае проходной подачи заготовок под прижимную плиту 30 с применением каландра 40 с подвижной плитой 41 заготовки после совмещения и загибки краев в каналах 26 и 27 между наружным шаблоном 9 и плитой 41 удерживаются иглой 54, приводимой в движение от электромагнита, а затем внутренние щаблоны 2 и 4 выводятся в исходное положение. Далее игла 54 освобождает заготсвки, которые захввпыварются приводимым во вращение каландрдал 40 и перемещаются HviecTe с плитой 41 под прижимную плиту 30. Съемник 46 способствует отделению заготовок от каландра. После опускания плиты 30 и зажима заготовок кулачек 55 на валу 22 включает кулисный механизм S6, который приводит в движение подпружиненную рамку 57, соединенную с прижимной плитой 30. После няя с зажатыми заготовками перемещается в горизонтальной плоскости к шьющему механизму. Далее происходит соединение заготовок. 213 0 6 расположенные в порядке технологического процесса устройство для предварительной за- гибки краев заготовок, состоящее из приспо- собления для укладывания заготовок и меха. шаблонов для их проминания, устчрсйство шя совмещения соединяемых загото окончательной загибки краев путем их протягивания, приспособление для подачи совмещенных заготовок под шьющий механизм машины, установленной с возможностью ее перемещения, и привод, состоящий из распределительного вала с эксцентриками, сообщающ движения устройствам и приспособле ниям устансжки, отличающаяся тем, что, с целью улучшения качества соедения заготовок и повышения производитель- ности, устройство для совмещения соединяе- мух заготовок и загибки краев путем протягивания выполнено в виде двух направляюших каналов, образованных плитой и укрепленным на траверсе, смонтированной на столе, наружным шаблоном, между которыми установлен неподвижный клин, а приспособление для подачи совмещенных заготовок под иглу шьющего механизма выполнено в виде взаимодействующих между собой подвижной от электромагнита прижимной плиты и неподвижной платформы, при этом прижимная плита имеет отверстие для ввода приводимой в движение от элек громагнита иглы, удерживающей заго гсвки от смешения, и фиксирующей их в зоне шьющего механизма, 2. Установка поп, 1, отличаюшаю щ а я с я тем, что в ней применены для предварительной загибки краев заготовок механизм шаблонов виде телескопически входящих одна в другую парных шарнирных плоскостей заданного контура, реечно-шестеренчатый механизм для раздвигания теле- скопических частей шаблонов и кулачковорычажный механизм перемещения шаблонов внутренни-х и внешних, укрепленных на траверее. 3. Установка поп. 1 о т и и ч а ю щ ая с я тем, что приспособление для уклады- вания одной из заготовок выполнено в виде неподвижной плиты, а для укладывания другой - в виде подвижного щаблона. 4. Установка по п. 1, отличающ а я с я тем, что привод для перемещения щвэйной мащины по заданному контуру состоит из реЬерсивной лебедки с тросом, приводимым в движение от электродвигател:. 5. Установка поп, 1, отличаю - щ а я с я тем, что, с целью проходной пода-
Buds
38
37
иг.З