В основном авт. св. № 108761 описан пресс для влажнотепловой обработки и сборки деталей одежды, например бортов, воротника, клапанов, хлястика, с приспособлением, выполненным в виде двух комплектов совмещаемых подвижных внутренних и внешних шаблонов, представляющих собой телескопически входящие одна в другую раздвигаемые части из тонкой листовой стали и винтовой привод для их установки на заданный размер обрабатываемых деталей.
Для оттяжки, например, стойки обрабатываемого воротника приспособление снабжено подвижным обогреваемым выпуклым утюгом, установленным на нижней подушке пресса.
С целью автоматизации работы пресса и установленного на нем приспособления, применен приводной вал с рычажно-кулачковой передачей для автоматического перемещения и совмещения шаблонов, перемещения утюга с контактами, замыкаемыми кулачком вала, предназначенными для включения и выключения привода верхней подушки пресса.
Описывае.мое приспособление к гладильному прессу отличается тем, что для увеличения усилия во время проминания загибаемого края воротника внутренними шаблонами, на внешних шаблонах предусмотрены закрепленный на главном валу приспособления кулачок ирычажношестеренчатая передача для осуществления рабочего движения траверсы с внутренними шаблонами и пружины для возвратного ее движения.
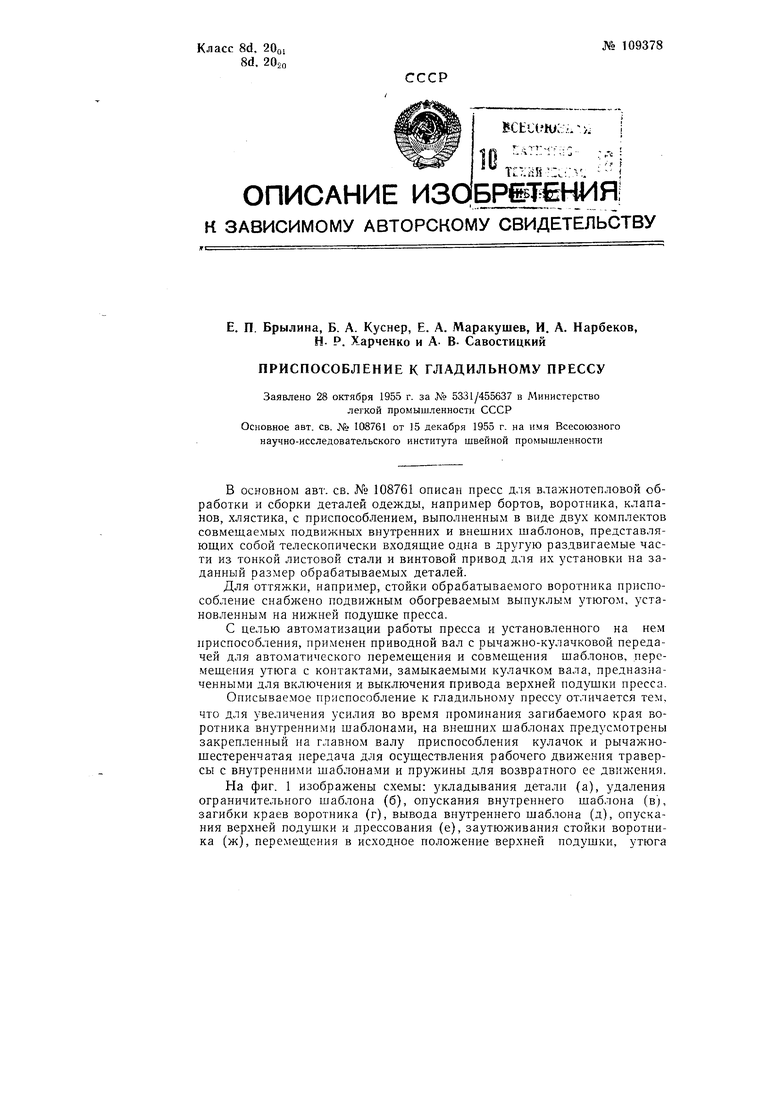
На фиг. 1 изображены схемы: укладывания детали (а), удаления ограничительного шаблона (б), опускания внутреннего шаблона (в), загибки краев воротника (г), вывода внутреннего шаблона (д), опускания верхней подушки и лрессования (е), заутюживания стойки воротника (ж), перемещения в исходное положение верхней подушки, утюга
№ 109378
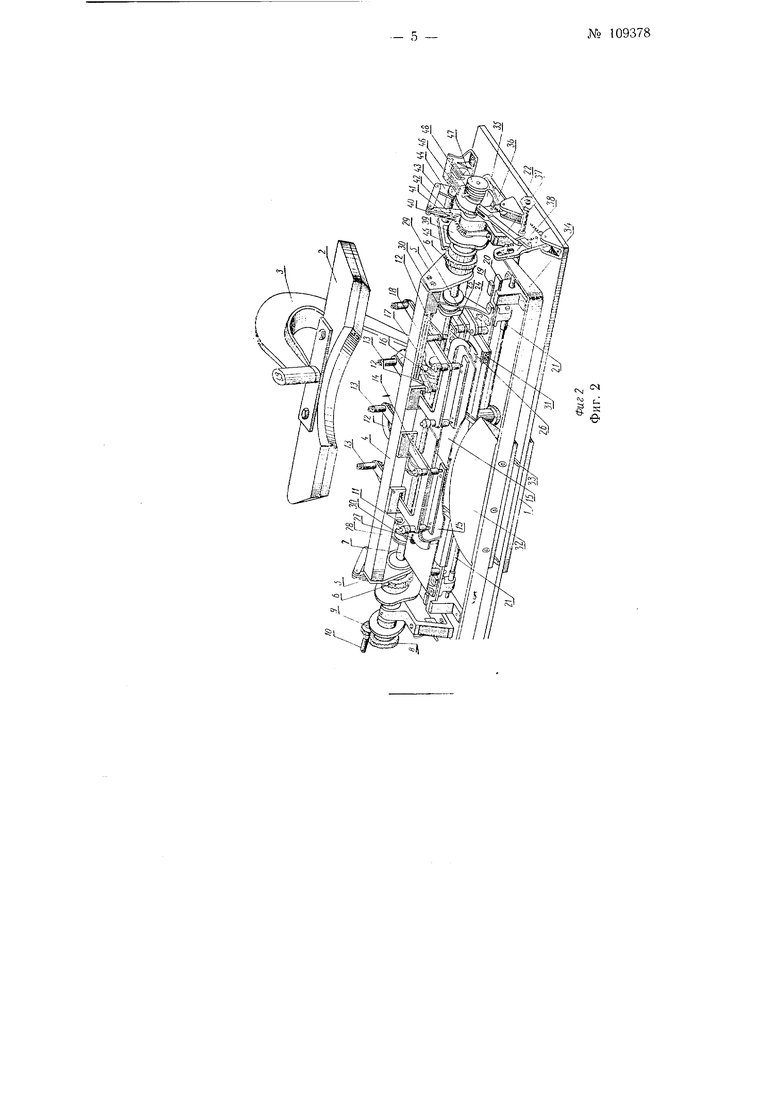
стойки и внешних шаблонов (з), привода траверсы (и), размещения в работе внутренних и внешних шаблонов с зазором между ними (к); иа фиг. 2 - обший вид описываемого приспособления, установленного на прессе.
Приспособление устанавливается иа прессе, снабженном нижней необогреваемой подушкой / и верхней обогреваемой подушкой 2, установленной на откидном рычаге 3, и состоит из поворотной траверсы, комплектов внутренних подвижных раздвижных шаблонов, внешних раздвижных шаблонов, подвижного обогреваемого утюга и приводного кулачкового вала с рычажной передачей и контактными кулачками.
Траверса 4 закреплена на рычагах 5, скрепленных с шестернями 6, свободно установленными на главном валу 7, несушем шестерню 8, сцепленную с шестерней 9 приводного вала 10, врашаемого посредством передачи от электродвигателя (на чертеже не изображен).
На осях // траверсы установлены рычаги 12, соединенные шарнирами 13 с рамками 14, несушими раздвижные внутренние шаблоны 15. Рычаги 12 снабжены роликами 16, взаимодействуюшими с пазом кулачков 17, закрепленных на главном валу.
Оси 11 установлены на салазках 18, перемешаемых для раздвижекия внутренних шаблонов по размеру изделия.
В направляющих 19 установлены салазки 20, перемещаемые посредством винта 21 с маховичком 22.
На осях 23 укреплены рычаги 24, несушие рамку 25, на которой прикреплены раздвижные внешние шаблоны 26. Внешние шаблоны снабжены установленными на осях 27 ограничительными шаблонами 28, предназначенными для правильной установки обрабатываемого изделия.
Рычаги 24 снабжены роликами 29, взаимодействующими с пазом закрепленных на главном валу кулачков 30 для перемещения внешних шаблонов.
На нижней лодушке 1 пресса, снабженной пружинным матом 31, установлен подвижной выпуклый обогреваемый утюг 32 для оттяжки стойки воротника, перемещаемый по направляющим 33. Утюг прикреплен к скобе 34, передвигаемой посредством закрепленного на главном валу кулачка 35, и рычажной передачи, состоящей из рычага 36, тяги 37 и рычага 38.
С целью увеличения усилия во время про.минания загибаемого края воротника внутренними шаблонами 15 на внешних шаблонах 26, применены закрепленный на главном валу кулачок 39, рычажно-шестеренчатая передача для осуществления рабочего движения траверсы с внутренними шаблонами и пружина 40 для возвратного ее движения.
Рычажно-шестеренчатая передача состоит из взаимодействующего с кулачком 39 своим роликом 41 рычага 42, тяги 43, рычага 44, соосно скрепленного с сектором 45, взаимодействующим с шестерней 6 рычагов 5 траверсы.
Для обеспечения регулирования величины проминания при изменении толщины ткани обрабатываемого воротника взаимодействующий с кулачком 39 главного вала ролик 41 рычажно-щестеренчатой передачи установлен на переставной, например эксцентриковой, оси.
Рычажно-щестеренчатый кулачковый привод для подъема траверсы с внутренними шаблонами работает синхронно с рычажно-кулачковым приводом для установки внешних шаблонов в исходное положение.
С целью обеспечения более точного управления электроконтактами 46, осуществляющими включение и выключение приводного электродвигателя и механизма опускания верхней подушки 2 пресса, осуществляющей прессование воротника с загнутыми краями (на чертеже не показан) и замыкаемыми и размыкаемыми кулачками 47 главного вала.
рабочие части 48 этих кулачков выпо.шены с возможностью их установки в заданном положении.
Очередность выполнения QnepauHft по обработке воротника 49 с лодворотником 50 наглядно изображена в последовательном порялке на фиг. 1.
Предмет и з о б р е т е и и я
1.Приспособление к гладильному прессу по авт. св. .N 108761, о т л пчающееся тем, что, с целью увеличения усилия при нроминанни загибаемого края воротника внутренними шаблонами на внешних шаблонах, применены закрепленный на главном валу приспособления кулачок и рычажно-шестеренчатая передача для осуществления рабочего движения траверсы с внутренними шаблонами и пружины для возвратного ее движения.
2.Форма выполнения приспособления по л. 1, о т л и ч а ю ш, а я с я тем, что, с целью обеспечения регулирования величины нроминания при изменении толщины ткани обрабатываемого воротника, взаимодействующий с кулачком главного вала ролик рычажно-шестеренчатой передачи установлен на переставной, например эксцентриковой, оси.
3.Форма выполнения приспособления по п. 1, отличающаяся тем, что рычажно-шестеренчатый кулачковый привод для подъема траверсы, с внутренними щаблонами выполнен одновременно работающим с рычажно-кулачковым приводом для установки внешних щаблонов в исходное /положение.
4.Форма выполнения приспособления по п. 1, отличающаяся тем, что, с целью обеспечения более плавного управления электроконтактами, замыкаемыми и размыкаемыми кулачками главного вала, рабочие части кулачков выполнены составными с возможностью их установки в заданном положении.