При изготовлении сферических куполов из светопрозрачного стеклопластика, применяемых для покрытия промышленных зданий, решающим фактором в достижении лучшей прозрачности их стенок является получение равномерного слоя напыляемой на матрицу массы.
Известно устройство для нанесения равномерного слоя связующего и армирующего материала, применяемое при изготовлении сферических светопрозрачных оболочек при производстве крупногабаритных объемных конструкций из стеклопластика.
Известный манипулятор содержит реверсируемый электропривод с редуктором и программным управлением, укрепленный на поворотной штанге пистолет-распылитель рубленого волокна и смолы и систему подводящих шлангов.
Недостатком известной конструкции является невозможность получать с ее помощью достаточно равномерную толщину напыляемой оболочки, что требует применения ручного труда при перемещении штанги с пистолетом-распылителем относительно матрицы, на которую производится напыление.
Предлагаемый манипулятор отличается от известного тем, что в нем редуктор выполнен в виде полупланетарной передачи, кинематически связанной зубчатым колесом и вертлюгом со штангой, взаимодействующей с вилкой, насаженной на вал зубчатого колеса, получающего вращение от шестеренчато-реечной и винтовой передач. Кроме того, в предлагаемом манипуляторе командоаппараты верхнего и нижнего пределов отклонения штанги оснащены пружинными нажимами, сопряженными с винтом перемещения штанги посредством регулируемого по высоте упора.
Предлагаемый манипулятор для напыления сферических оболочек позволяет автоматизировать процесс нанесения на матрицу равномерного слоя связующего и армирующего материалов за несколько проходов напылительного устройства.
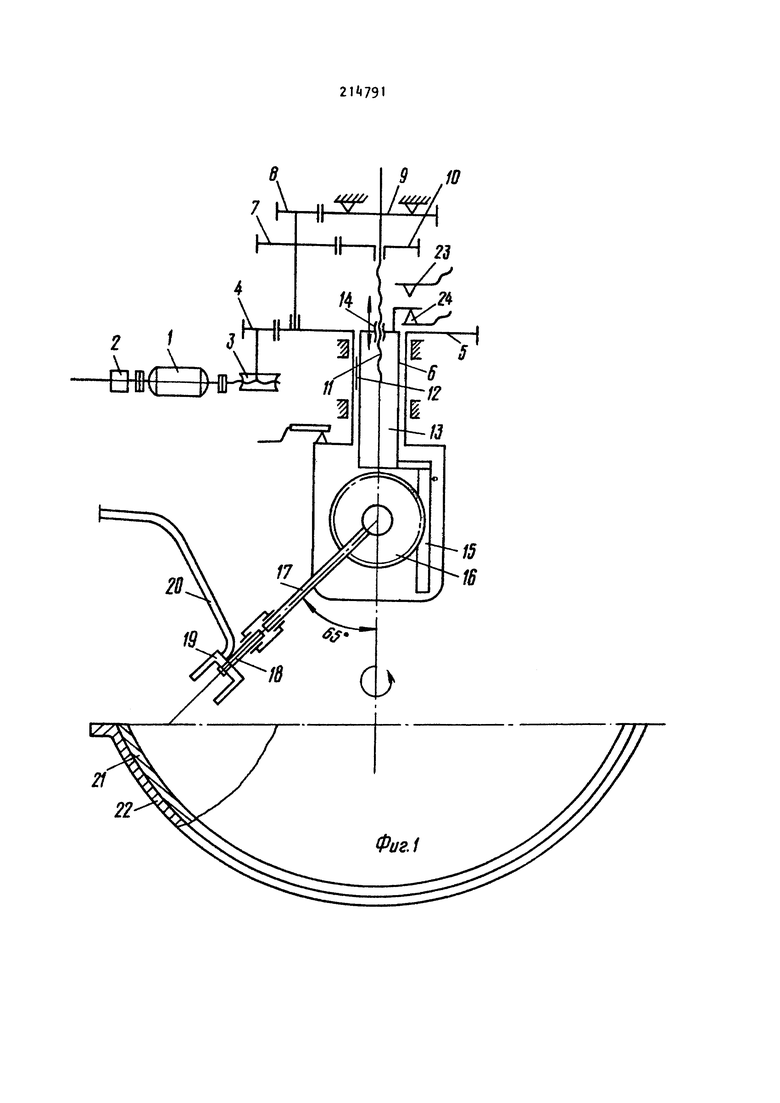
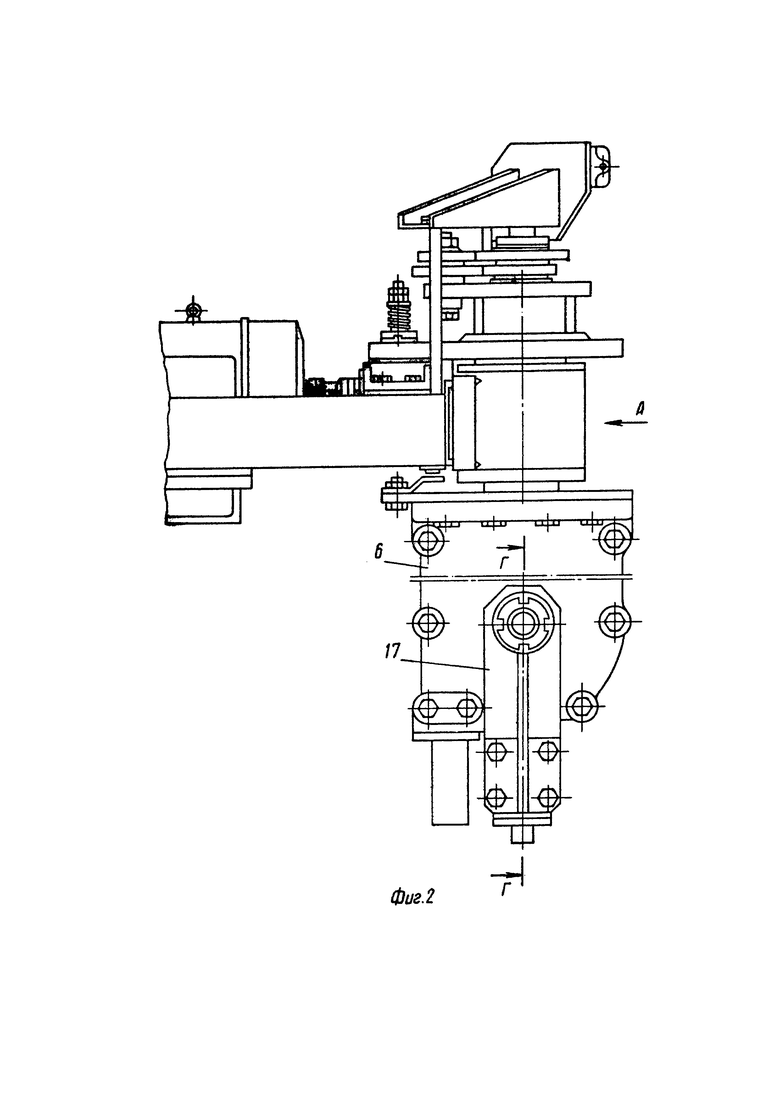
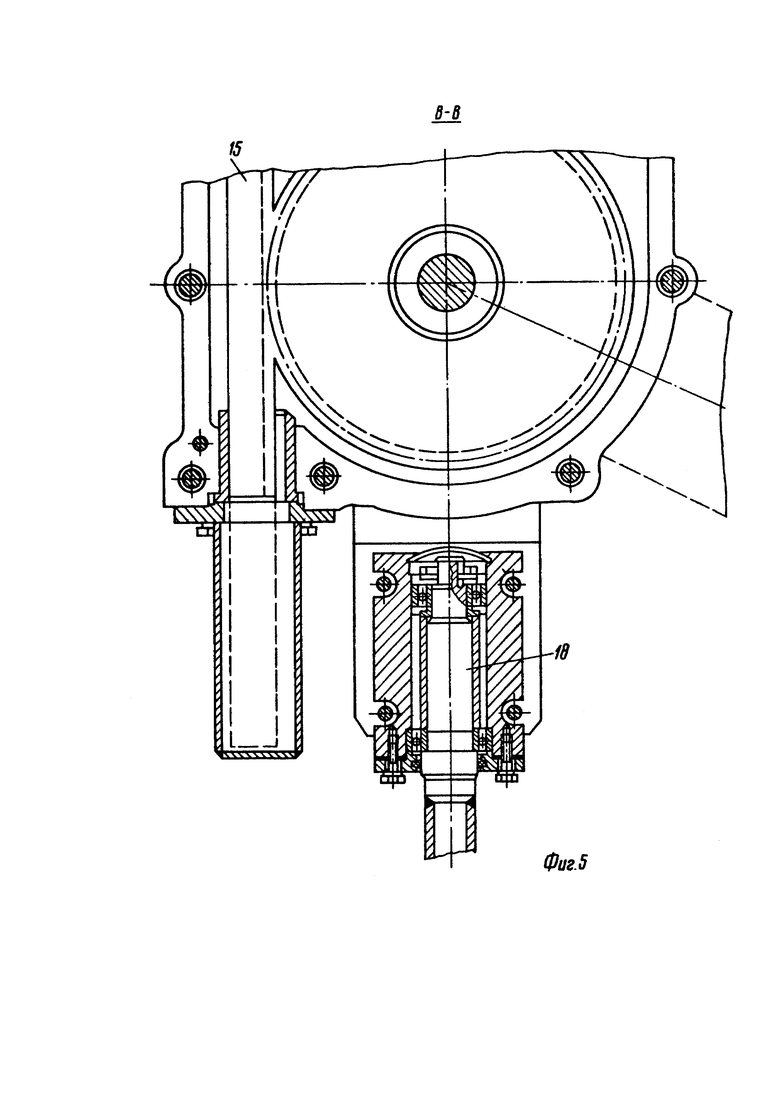
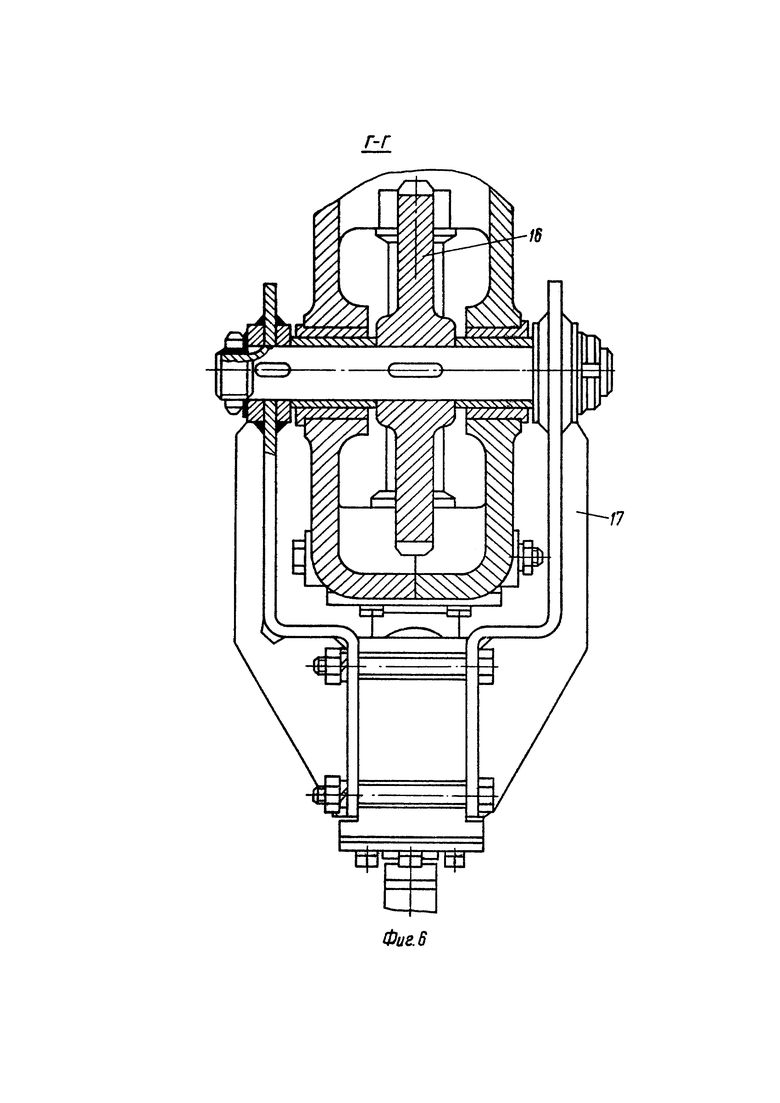
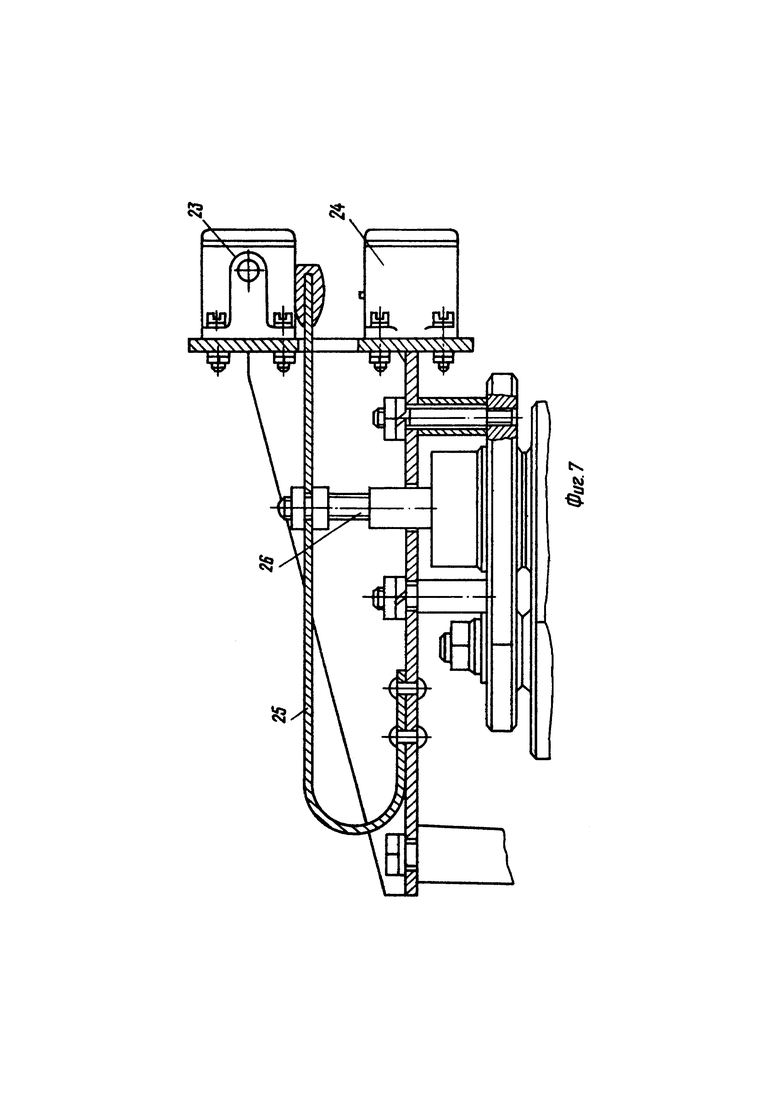
На фиг. 1 изображена кинематическая схема манипулятора; на фиг. 2 - манипулятор, общий вид спереди; на фиг. 3 - вид по стрелке А на фиг. 2; на фиг. 4 - разрез - Б-Б (по планетарному редуктору) на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3 (привод штанги); на фиг. 6 - разрез Г-Г на фиг. 2 (разрез привода штанги); на фиг. 7 - узел командоаппаратов; на фиг. 8 - схема программного управления манипулятора.
Электродвигатель 1 соединен с тахогенератором 2, а также через редуктор 3 с шестерней 4, находящейся в зацеплении с шестерней 5, жестко соединенной с корпусом вертлюга 6. Вместе с шестерней 5 вращение получает водило 7 полупланетарной передачи, на валу которого закреплена шестерня 8, находящаяся в зацеплении с неподвижной шестерней 9. Водило 7 находится в зацеплении с шестерней 10 привода винта 11. Корпус вертлюга 6 связан через скользящую шпонку 12 с корпусом толкателя 13.
Толкатель 13, получающий продольное перемещение посредством гайки 14, сопряженной с винтом 11, жестко соединен с рейкой 15, взаимосвязанной с зубчатым колесом 16, на оси которого закреплена вилка 17, шарнирно скрепленная со штангой 18. На конце штанги 18 расположен пистолет-распылитель 19 с питающими шлангами 20.
По команде с пульта управления одновременно включается привод манипулятора от электродвигателя 1 и напылительная установка, подающая напыляемый материал в пистолет-распылитель 19. При этом штанга 18 с пистолетом распылителем из исходного положения, соответствующего нанесению материала на верхний край матрицы, начинает перемещаться по спиралеобразной траектории, совершая вращательное движение вокруг вертикальной оси напыляемого изделия 21, приближаясь к этой оси.
Кинематически сложное движение штанги 18 с пистолетом-распылителем 9 по спиралеобразной траектории осуществляется следующим образом.
Электродвигатель 1 через редуктор 3 и шестерни 4 и 5 приводит во вращение корпус вертлюга 6 и водило 7. Корпус вертлюга, вращающийся вокруг своей вертикальной оси, совмещенной с вертикальной осью матрицы 22, вращает вилку 17 со штангой 18. Питающие шланги 20 препятствуют вращению пистолета-распылителя 19 вокруг продольной оси штанги 18, шарнирно связанной с вилкой 17.
Вращающееся водило 7 через пары шестерен полупланетарной передачи 8, 9 и 7, 10 приводит во вращение винт 11, перемещающий вверх или вниз толкатель 13 с рейкой 15, благодаря чему вилка 17 со штангой 18 и пистолетом-распылителем 19 отклоняется от вертикальной оси. Ограничение угла перемещения штанги 18 от вертикальной оси производится командоаппаратами 23 и 24 предельного нижнего и верхнего положений штанги посредством пружинного нажима 25, регулируемого по высоте винтовым упором 26.
Необходимость получения равномерного слоя напыляемого материала требует сохранения постоянства линейной скорости перемещения напылительного устройства по всей спиралеобразной траектории. Для этого скорость приводного электродвигателя 1 следует регулировать по определенному закону в зависимости от угла отклонения штанги 18 от оси вращения напыляемого изделия 21. В предлагаемом манипуляторе скорость приводного двигателя регулируется не плавно, а ступенчато: после каждого оборота штанги 18 с пистолетами-распылителями 19 вокруг оси вращения напыляемого изделия 21 командоаппарат 27 подает командные импульсы на соответствующее изменение скорости приводного двигателя. Погрешность вследствие замены плавного регулирования скорости дискретным не превышает допустимой величины (2-5%).
Импульсы, подаваемые командоаппаратом 27, поступают в программный задатчик 28, состоящий из шагового искателя и делителя напряжения. При поступлении импульса щетки шагового искателя производят ступенчатое переключение напряжения, подаваемое на вход системы регулирования скорости электродвигателя 1.
Скорость регулируется по системе магнитный усилитель-двигатель, включающей статический преобразователь 29 напряжения (собранный на основе магнитного усилителя и кремниевых выпрямителей), промежуточный полупроводниковый усилитель 30 и электродвигатель 1 постоянного тока.
Система замкнута отрицательными обратными связями по скорости, снимаемой с тахогенератора 2, и по напряжению на электродвигателе 1. После напыления первого слоя материала приводной электродвигатель 1 реверсируется по команде, подаваемой командоаппаратом 23. При этом пистолет-распылитель напыляет второй слой, перемещаясь по спиралеобразной траектории в обратном направлении - от центра матрицы 22 к ее краям.
Скорость приводного электродвигателя 1 при напылении второго слоя меняется по той же программе, но в обратном направлении, так как шаговый искатель, переключающий напряжение программного задатчика 28 на входе системы регулирования, также реверсируется.
По окончании напыления второго слоя материала штанга 18 с пистолетами-распылителями 19 возвращается в исходное положение, и командоаппарат 24 выдает команду на повторение цикла напыления. После напыления необходимого количества слоев, зависящего от толщины изделия, манипулятор автоматически отключается.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБОЛОЧЕК ИЗ СТЕКЛОПЛАСТИКА | 1968 |
|
SU213329A1 |
| УСТАНОВКА ДЛЯ ВОССТАНОВЛЕНИЯ БЛОКОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ ПЛАЗМЕННЫМ НАПЫЛЕНИЕМ | 2000 |
|
RU2187575C2 |
| РОТОРНЫЙ ЭКСКАВАТОР | 1969 |
|
SU244209A1 |
| УСТАНОВКА ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ГАЗОТЕРМИЧЕСКИМ НАПЫЛЕНИЕМ | 1999 |
|
RU2175360C2 |
| УСТАНОВКА ДЛЯ СМАЗКИ ИЗЛОЖНИЦ | 1992 |
|
RU2043830C1 |
| Машина для термической резки листов | 1979 |
|
SU872086A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОИЗОЛЯЦИОННЫХ И ЗАЩИТНЫХ ПОКРЫТИЙ | 1972 |
|
SU431040A1 |
| Установка для нанесения покрытия на внутренние поверхности изделий | 1979 |
|
SU876187A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ИЗДЕЛИЙ С НИЗКИМ ЗНАЧЕНИЕМ ПОВЕРХНОСТНОГО ЭЛЕКТРИЧЕСКОГО СОПРОТИВЛЕНИЯ | 2013 |
|
RU2528840C1 |
| Зажимное устройство для токарного станка | 1983 |
|
SU1127696A1 |



1. Манипулятор для напыления сферических оболочек из стеклопластика, содержащий реверсируемый электропривод с редуктором и программным управлением и укрепленный на поворотной штанге пистолет-распылитель рубленого волокна и смолы с системой подводящих шлангов, отличающийся тем, что, с целью осуществления спиралеобразной траектории движения штанги, обеспечивающей равнотолщинность напыляемых изделий, редуктор выполнен в виде полупланетарной передачи, кинематически связанной посредством зубчатого колеса и вертлюга со штангой, которая, в свою очередь, взаимодействует с вилкой, насажено на вал зубчатого колеса, получающего вращение от шестеренчато-реечной и винтовой передач.
2. Манипулятор по п. 1, отличающийся тем, что, с целью обеспечения безударного реверса штанги, командоаппараты верхнего и нижнего пределов отклонения штанги оснащены пружинными нажимами, сопряженными с винтом перемещения штанги посредством регулируемого по высоте упора.
