Известны устройства для изготовления мешочков из термосклеивающегося ленточного материала, расфасовки в них поштучно изделий в едином процессе и их закрывания, состоящие из последовательно расположенных рулонодержателя для ленты упаковочного материала, направляющих для нее валков, приспособления для образования из ленты V-образного желоба (желобообразователя), термоэлементов для сварки продольных краев желоба и поперечной его сварки, механизма для отрезания мешочков с изделиями, питателя, расположенного над желобообразователем и перпендикулярно к нему, и привода.
Особенностью предлагаемого устройства является то, что оно снабжено опорным столом с каналом, форма сечения которого соответствует формируемому желобу. Желобообразователь установлен так, что может совершать возвратно-поступательные движения в продольном направлении. Кроме этого, он имеет боковые выступы на конце, которыми входит в канал опорного стола при обратном ходе, при этом желобообразователь может выполнять функции толкателя.
Привод устройства целесообразно выполнить гидравлическим с приспособлениями и механизмами, служащими для сообщения его рабочим органам плавного хода.
Эти отличия позволяют упаковывать сборные детали, например, топливной аппаратуры, кроме того, предотвращают их произвольное разделение на части.
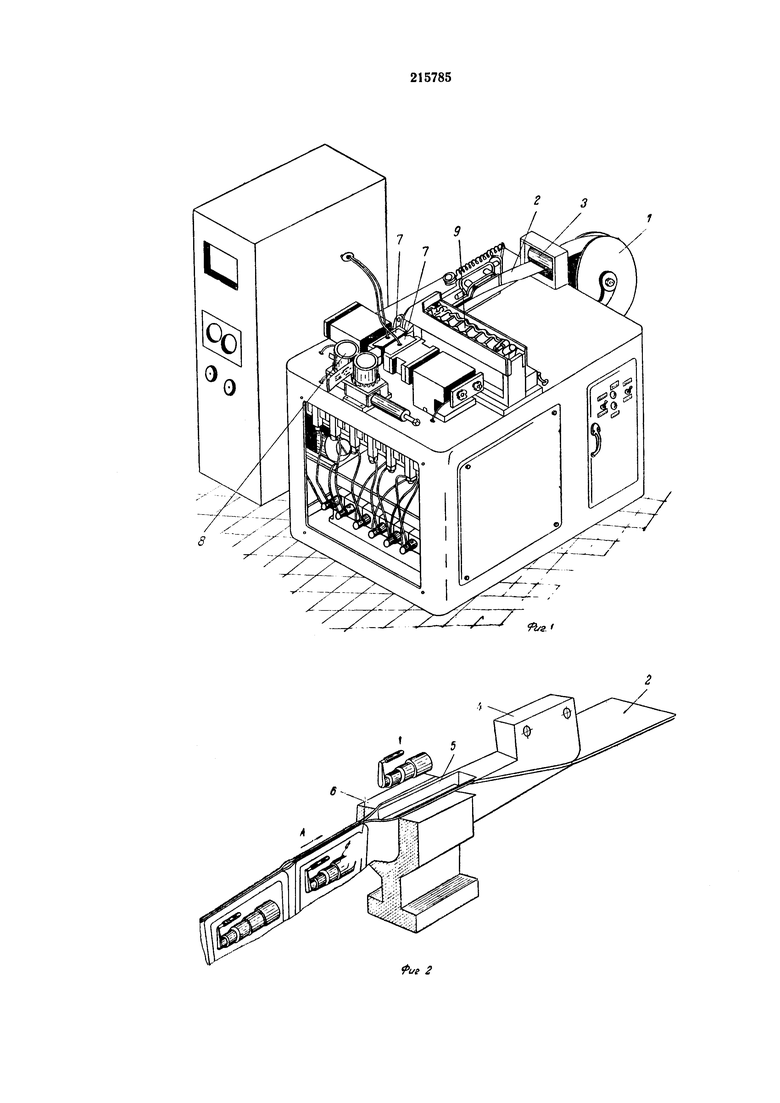
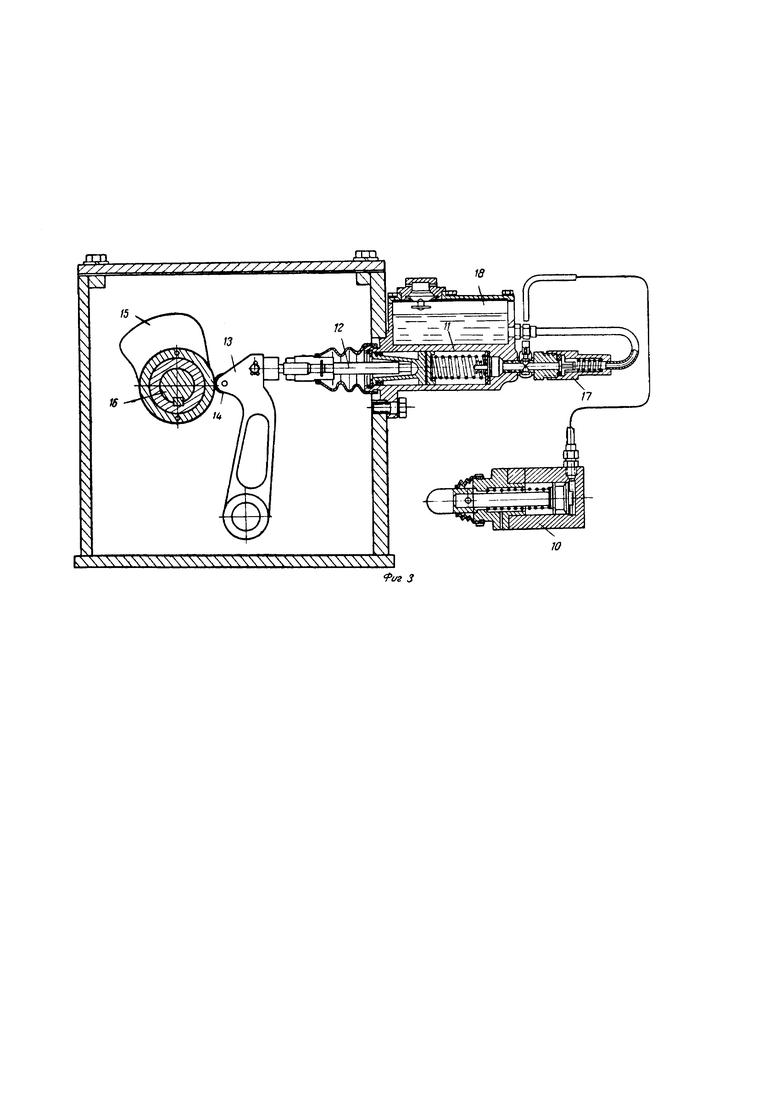
На фиг. 1 изображено предлагаемое устройство в аксонометрии; на фиг. 2 - желобообразователь с опорным столом; на фиг. 3 - принципиальная схема привода.
Устройство состоит из последовательно расположенных рулонодержателя 1 для ленты 2 упаковочного материала, направляющих для нее валков 3; приспособления 4 для образования из ленты V-образного желоба (желобообразователя), выполненного с возможностью возвратно-поступательного движения в продольном направлении, имеющего на одном конце боковые выступы 5 и служащего толкателем опорного стола 6 с каналом, форма сечения которого соответствует формируемому из пленки желобу; термоэлементов 7 для сварки продольных краев желоба и поперечной его сварки; валков 8 для вынесения мешочков с изделиями из зоны упаковки; механизма для отделения их друг от друга (не показан); питателя 9, расположенного над желобообразователем и перпендикулярно к нему, включающего загрузочную подвижную гребенку и наклонную направляющую, по которой детали скатываются в проем между выступами желобообразователя; и привода, выполненного гидравлическим с приспособлениями и механизмами, служащими для сообщения рабочим органам плавного хода, включающего исполнительные гидроцилиндры 10 и гидравлический командоаппарат, снабженный задающими гидроцилиндрами 11. Поршень каждого гидроцилиндра приводится в движение посредством толкателя 12 с рычагом 13, ролик 14 которого взаимодействует с соответственным кулачком 15, сидящим на валу 16, приводимом во вращение от электродвигателя, и перегрузочными клапанами 17, срабатывающими при достижении поршнем исполнительного гидроцилиндра 10 упора (не показан), ограничивающего движение рабочего органа.
Устройство работает следующим образом. Лента 2 упаковочного материала с рулонодержателя 1 направляется валками 3 и, огибая желобообразователь, формуется в желоб. Детали, подлежащие упаковке, по одной выдаются подвижной гребенкой питателя 9 и, скатываясь по наклонной направляющей, попадают в проем между боковыми выступами 5 желобообразователя на сформованный из ленты желоб, находящийся в канале опорного стола 6. Желобообразователь при движении вперед, упираясь торцами выступов в поперечный шов желоба пленки, выносит ее с опорного стола к термоэлементам 7 для сварки продольных ее краев и поперечной ее сварки. При этом торец желобообразователя толкает сборную деталь, предохраняя детали от произвольного разделения на части.
При обратном ходе желобообразователя выступы 5 снова входят в канал опорного стола и в проем между ними на пленку скатывается следующая деталь. При достижении поршнем исполнительного гидроцилиндра 10 упора, ограничивающего движение, остатки жидкости, поступающие из задающего гидроцилиндра 11, через перегрузочный клапан 17 поступают в бачок 18. Этим обеспечивается постоянство рабочего усилия на рабочие органы устройства при достижении ими крайнего положения, в результате чего они предохраняются от перегрузки.
1. Устройство для изготовления мешочков из термосклеивающегося ленточного материала, расфасовки в них поштучно изделий в едином процессе и их закрывания, состоящее из последовательно расположенных рулонодержателя для ленты упаковочного материала, направляющих для нее валков, приспособления для образования из ленты V-образного желоба (желобообразователя) термоэлементов для сварки продольных краев желоба и поперечной его сварки, механизма для отрезания мешочков с изделиями, питателя, расположенного над желобообразователем и перпендикулярно к нему, и привода, отличающееся тем, что, с целью упаковки сборных деталей, например топливной аппаратуры, и предотвращения их от произвольного разделения на части, оно снабжено опорным столом с каналом, форма сечения которого соответствует формируемому желобу, а желобообразователь установлен с возможностью возвратно-поступательного движения в продольном направлении и служит толкателем.
2. Устройство по п. 1, отличающееся тем, что желобообразователь выполнен с боковыми выступами на конце, которыми он входит в канал опорного стола при обратном ходе.
3. Устройство по п. 1, отличающееся тем, что его привод выполнен гидравлическим с приспособлениями и механизмами, служащими для сообщения его рабочим органам плавного хода.
