Известны агрегаты для дублирования сердечников транспортерных лент, включающие устройство для раскатки и натяжения ткани, трехвалковый каландр для обрезинивания ткани, устройства для резки и стыковки обрезиненной ткани и раскатки сердечников, натяжное устройство, устройство для отбора срезанных кромок, закаточное устройство и дублер с протягивающим приспособлением, выполненным в виде неподвижно закрепленной к тяговым цепям дублера рейки для обвода через дублер первого слоя ткани.
В протягивающем приспособлении дублера известного агрегата не предусмотрены средства для автоматизации процессов крепления и протягивания ткани через дублер, что снижает производительность дублера этого агрегата.
Предлагаемый агрегат отличается тем, что неподвижно закрепленная рейка протягивающего приспособления связана посредством втулок с подвижной рейкой, на осях которой смонтированы подпружиненные двуплечие рычаги.
Протягивающее приспособление дублера этого агрегата обеспечит повышение производительности дублера за счет автоматизации процессов крепления и протягивания ткани.
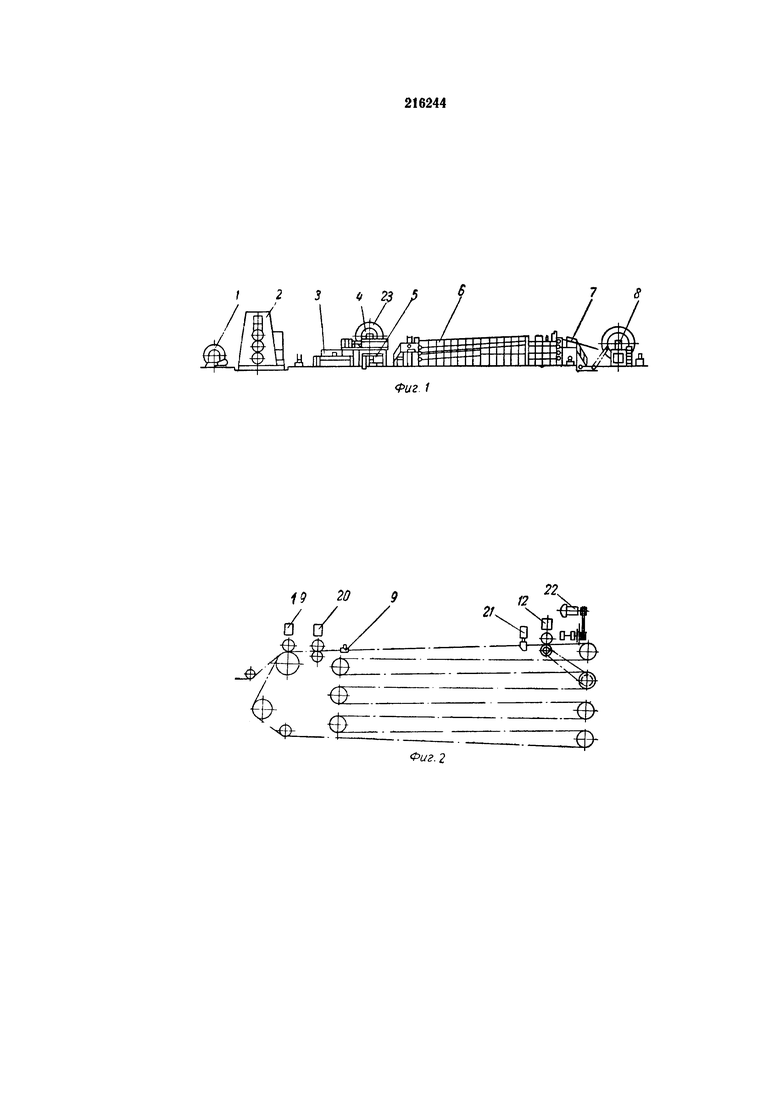
На фиг. 1 и 2 показаны схемы агрегата и дублера агрегата.
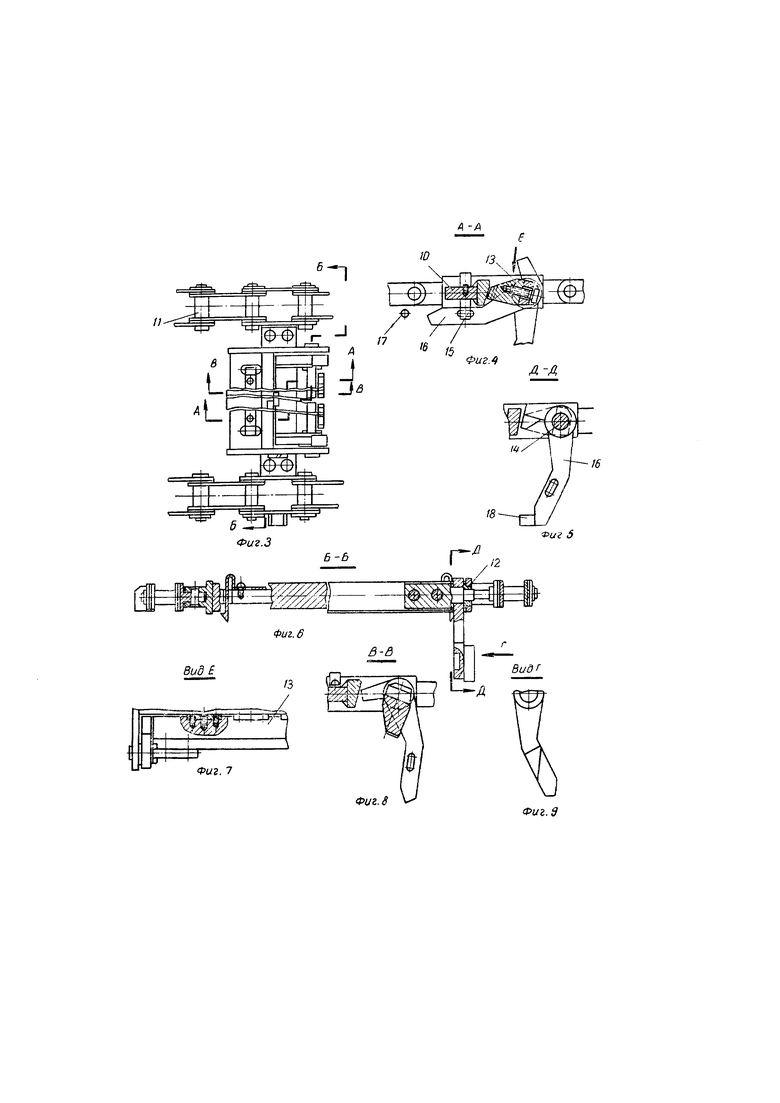
На фиг. 3, 4, 5, 6, 7, 8 и 9 - протягивающее приспособление дублера с частичными разрезами.
Агрегат для дублирования сердечников транспортерных лент включает устройство 1 для раскатки и натяжения ткани, трехвалковый каландр 2 для обрезинивания ткани, устройство 3 для резки и стыковки обрезиненной ткани, устройство 4 для раскатки сердечников, натяжное устройство 5, дублер 6, устройство 7 для отбора срезанных кромок и закаточное устройство 8.
Дублер этого агрегата включает протягивающее приспособление 9, выполненное в виде рейки 10, неподвижно закрепленной к тяговым цепям 11 дублера для обвода через дублер первого слоя ткани.
Неподвижная рейка 10 протягивающего приспособления связана посредством втулок 12 с подвижной рейкой 13, на осях 14 которой смонтированы подпружиненные пружиной 15 двуплечие рычаги 16 для смыкания и размыкания реек 10 и 13, после заправки ткани в зазор между рейками, образующими замок, запираемый с помощью рычагов и пружины.
При движении тяговых цепей справа налево, открытие замка производится при работе длинного плеча рычагов с упорами 17 и 18, а также короткого плеча рычагов с подвижной рейкой 13.
При работе агрегата на режиме дублирования полусердечника транспортерной ленты рулон обрезиненной ткани устанавливают на устройстве 1 для раскатки и натяжения ткани, конец ткани заправляется в каландр для нанесения слоя резины, далее производится заправка ткани под натяжное устройство 5 и конец ткани заправляется в протягивающее приспособление дублера. Натяжное устройство 5 в момент заправки находится в нижнем положении, при этом включаются в работу тяговые цепи дублера. Протягивающее приспособление с заправленным концом ткани обводится по всему контуру петель тяговой цепи дублера, образуя первый слой сердечника транспортерной ленты. При включении дублера натяжное устройство 5 перемещается вверх, обеспечивая заданное натяжение ткани. После получения первого слоя сердечника протягивающее приспособление останавливается между дублирующими валками 19 и прикатывающими валками 20. Автоматическое освобождение ткани из протягивающего приспособления происходит при обратном ходе (движении слева направо) дублера, в результате взаимодействия длинного плеча рычагов с упорами 17 и 18, а также короткого плеча этих рычагов с подвижной рейкой 13. В момент открытия замка реек 10 и 13, тяговые цепи с закрепленной рейкой 10 останавливаются, при этом ткань с помощью дублирующих и приводных прикатывающих валков 19 и 20 получает дальнейшее перемещение с натяжением и стыковкой первого слоя сердечника. После прикатки стыка дублер останавливается в момент, когда стык первого слоя находится между дублирующими и прикатывающими валками 19 и 20. Таким же образом после получения следующих слоев сердечника тяговая цепь дублера отключается, а ткань получает движение от дублирующих и прикатывающих валков дублера. Дублирование последующих слоев сердечника производится с натяжением, равным натяжению первого слоя. В момент начала дублирования последнего слоя полусердечника включается в работу механизм 21 продольной резки кромок сердечника, который с дублером отключается после сборки на дублере полусердечника с заданным количеством слоев, далее сердечник с помощью механизма 22 разрезается поперек, затем снова включается дублер и конец сердечника подается на закаточное устройство 8, а срезанные кромки сердечника заправляются на устройство 7 для отбора кромок, при этом за счет кинематической связи устройств 7 и 8, закатка и отбор срезанных кромок производится одновременно. При дублировании сердечника резка и стыковка ткани производится на устройстве 3.
При работе агрегата на режиме двустороннего обрезинивания ткани на каландре и дублировании сердечника из двух полусердечников производится независимая работа устройства 1 с каландром, устройства 4 с дублером, а также устройства 7 для отбора кромок с закаточным устройством 8, при этом ткань с устройства 1 поступает на каландр, где обрезинивается и закатывается на устройстве 8, затем производится дублирование сердечников и двух полусердечников, для чего устанавливают на устройстве 4 бабину 23 с изготовленным на дублере полусердечником, который перемещают, центрируют и дублируют с полусердечником, находящимся на дублере. Когда конец полусердечника, поступающего с устройства 4, доходит до механизма резки, дублер останавливают, при этом производится поперечная резка полусердечника и после этого дублер снова включается для подачи сдублированного сердечника на закатку, одновременно производится обрезка и отбор срезанных кромок с помощью механизма резки и устройства 7. Дублирование сердечника из двух полусердечников производится с постоянным натяжением, которое устанавливается и поддерживается с помощью системы автоматического регулирования приводов дублера и устройства 8. Таким образом осуществляется дублирование сердечников транспортерных лент на агрегате с применением протягивающего приспособления дублера.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ДУБЛИРОВКИ ПРОМАЗАННОЙ ТКАНИ | 1972 |
|
SU323282A1 |
| Устройство для изготовления многослойных лент | 1980 |
|
SU872288A2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ТКАНИ С ЗАДАННЫМ УГЛОМ РАСПОЛОЖЕНИЯ НИТЕЙ К КРОМКЕ | 1967 |
|
SU204557A1 |
| Устройство для изготовления многослойных лент | 1976 |
|
SU677950A1 |
| КАЛАНДРОВАЯ УСТАНОВКА ДЛЯ ДВУСТОРОННЕГО ОБРЕЗИНИВАНИЯ ТЕКСТИЛЬНОГО ИЛИ СТАЛЬНОГО КОРДА | 1990 |
|
RU2008224C1 |
| Способ обкладки резиной сердечниковтранспортерных лент | 1952 |
|
SU99535A1 |
| КОМБИНИРОВАННАЯ ДИАГОНАЛЬНО-РЕЗАТЕЛЬНАЯ МАШИНА | 1970 |
|
SU274352A1 |
| Устройство для равнения кромок ткани при сборке заготовок сердечников транспортерных лент | 1959 |
|
SU125668A1 |
| Способ наложения резиновых прослоек на резинокордный материал и устройство для его осуществления | 1989 |
|
SU1742099A1 |
| Приспособление к каландрам для натяжения ткани при обрезинивании | 1949 |
|
SU84644A1 |
Агрегат для дублирования сердечников транспортерных лент, включающий устройство для раскатки и натяжения ткани, трехвалковый каландр для обрезинивания ткани, устройства для резки и стыковки обрезиненной ткани и раскатки сердечников, натяжное устройство, устройство для отбора срезанных кромок, закаточное устройство и дублер с протягивающим приспособлением, выполненным в виде рейки, неподвижно закрепленной к тяговым цепям дублера для обвода через дублер первого слоя ткани, отличающийся тем, что, с целью повышения производительности дублера за счет автоматизации процессов крепления и протягивания ткани через дублер, неподвижная рейка протягивающего приспособления дублера связана посредством втулок с подвижной рейкой, на осях которой смонтированы подпружиненные двуплечие рычаги.
