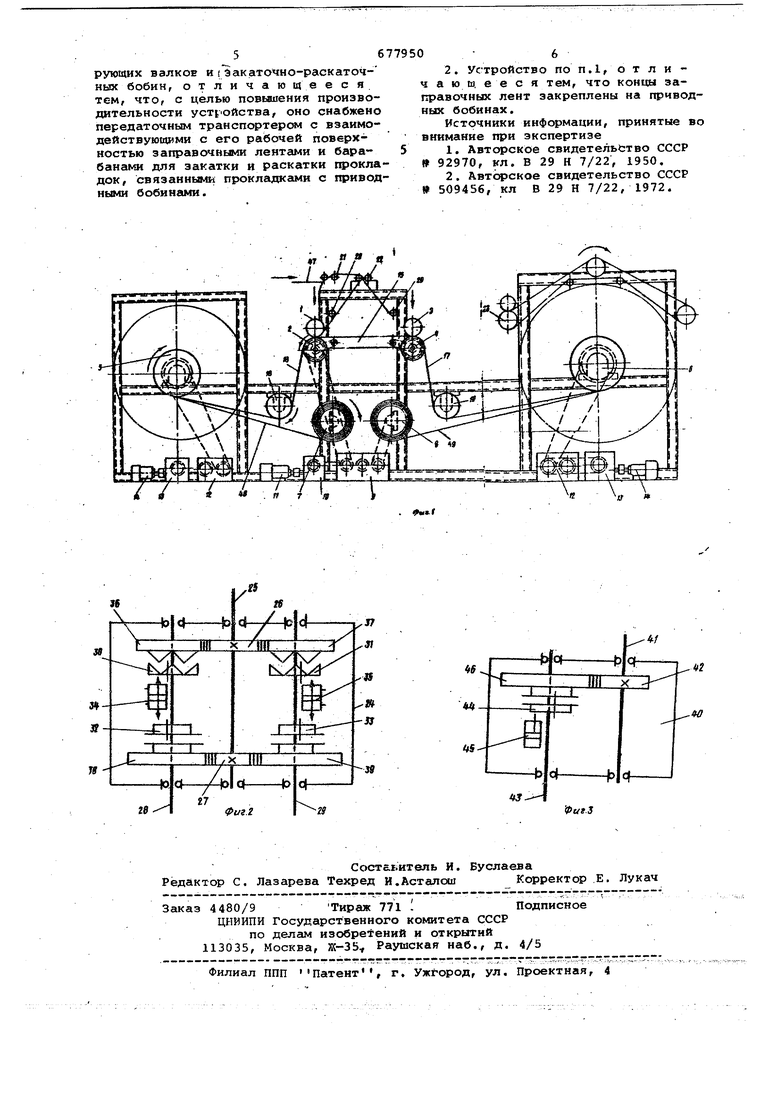
, . ,.... Изобретение относится к устройствам для изготовления резннотехничеСких изделий, например заготовок Сердечннков транспортерных лент. Известно устройство для изготовления многослойных лент, содержащее дублирукйдие валки, ленточные транспортеры, обеспечивснощие многократное прохождение заготовки ленты через дуб лирующие валки Ц. Недостатке уст ройства является неравномерное натяжение в слоях сдублированной леяты из-за наличия большого количества от клоняющих и подцерживаюйдах валков. Известно также устройство для изготовления многослойных лент из прорезиненной ткани содержащее приводные дублирующие валкиу при:водние закаточно-раскаточные бобины для заготовок многослойных лент и реверсивные регулируемые приводы вращения ду лирующих валков и закаточно-раскаточ ных бобин 2, Однако в таком устройстве при сборке заготовок сердечников много слойных лент с нечетным числом слЪев необходима перемотка прокладок или сдублированной заготовки с одной закаточно-раскаточной бобины на другую Кроме того, заправка концов загото, вок многослойных лент в зак&точкораскаточныебобины производится вручную, снижает производительность устройства. Целью изобретения является повышение производительности устройства. С этой целью предлагаемое устройство снабзкено передаточным транспортером с взаимодействующими с его рабочей пове рхностью заправочными ленlatm и барабанами для раскатки к закатки прокладок, связанными прокладками с приводными бобинами. Кроме того, концы заправочных лент закреплены на приводных бобинах. На фиг. 1 изображен общий вид устройства, на фиг. 2 - коррбки передач привода дублируняцих валков, на фиг. 3 - коробКа передач приводов закаточно-раскаточных бобин. Устройство содержит две пары приводных дублирующих валков 1, 2 и 3, 4, две закаточмо-раскаточные бобины 5 и 6 и барабаны 7 и 8 для раскатки и закатки прокладок, связанные указанньлми прокладками с бобинами 5 и Ь, Пары дублирующих валков кинематически связаны через коробку передач 9 и редуктор 10 с электродвигателем 11, а бобины 5 и 6 кинематически связаны через коробку передач 12 и редукторы 13 с электродвигателями 14. МёждУ парами дублирующих валков 1, 2 и 3, 4 расположен передаточный транспортер 15 с взаимодействующими с его (Рабочей поверхностью заправочными лентами 16 и 17 на бобинах 5 и 6. Дл подачи заготовки транспортерных лент смонтированы направляющие ролики 18 и 19, ширительные. валки 20, подающие ролики 21 и 22. Для съема готового изделия имеется транспортер 23. Коробка передач 9 дублирукядйх вал ков состоит из расположенных в корпу се 24 входного вала 25 с закрепленны ми на нем двумя зубчатыми колесами 26 и 27 и двух выходных валов 28 и 2$с кулачковыми муфтами 30 и 31, фрйкционньй4й муфтами 32 и 33, paiwH и 35 вклнзчения кулачйсвах муфт и свободно вращающимися зубчаты 1Со1 кОлёсамй 36, 37, 3iB и 39. Коробки передач 12 закатЬчйо-раскаточных бобин 5и 6 состОят из jpacположеиных в корпусе 40 ех6йй Ь Seiла 41 с закрепленными на нем эубча Бпии колесами 42 и выходного вала 43 с фрикционной муфтой 44, цилиндром 4 5включения муфты и свободно вращающимся зубчатЕлми колесснй 46. Работает уст зойство следуюЕфим образом, (на примере получения заго овок сердечников транспортерных лент Первый слой 47 заготовки кЬнвейер ной ленты, идущей «а сборку с посто Ш)Шй Щ{с1Йн:ым , йОЙаВ с через подающие ролики 21 и 22 сверху опускается на передаточный транспортер 15 и направляется в зазор межд парой дублирующих валков 1 и 2, сты куется с к-онцом заправочной ленты 16, проходит tepea направляющиролик 18 и наматывается на бобину 5 вместе с прокладкой 48, поступающей с барабана 7., , После намотки в соотвetстбий с размерен собираемой пбйХЗ йающий на сборку слой 47 капбр да ЬЧнс транспортере 15 скл-адав ёТСг йДвбё и направляется S обратнсзм нЖпзравлёни в зазор между парой дублирующих валков 3 и 4, стыкуется с койцом зййравочной ленты 17, прохсэдйт через направляющий ролик 19 и наматывается вместе с прокладкой 45 на ВоВйну 6. Загся ов ка, состоящая из дву слоев, движется в направлении .намотки первого слоя и дублируется с поступающим на сборку слоем, v По окончании дублирования предпоследнего слоя заправочная лента 17 отсоединяется от собранной заготовки ленты перед парой дублирующих валков 3 и 4, ,а заправочная лен.та 16 - перед парой дублирующих валков 1 и 2. же лента после выхода из Волков 3 и 4 направляется на транс. портер 23 для съема готовой прбдук;JJ5HK,. , . При изготовлении заготовок сердеч-, НИКОВ с нечетным число слоев первый слой 47 заготовки направляют в сторону пары дублирующих валков 3 и 4 и наматывают на бобину 6. Патяжение первого слоя, кяущего на сборку с бобины 5, равное натяжению слоя 47, поступающего через подающие ролики 21 и 22, создается за счет плавно изменяемого в зависимости от диаметра намотки бобины 5, крутящего момента фрикционной муфты 44,-сопротивления вращению дублирующих валков 1 и 2, при постоянном натяжении прокладок 48. Кулачковая муфта 30 и фрикционная муфта 32 коробки передач 9 при этом выключены. Натяжение заготовки сердечника, состоящей из двух слоев, равное уд вЬенному натяжению первого слоя заготовки, создается за счет плавно изменяемого, В зависимости от диаметра намотки бобины ь и числа слоев заготовки сердечника, крутящего момента фрикционной муфты 44 коробки пе;рёдач 12 и сопротивления вращению валков 3 и 4, при постоянном натяжении прокладочной ленты 49. Кулачковая муфта 31 и фрикционная муфта 33 коробки передач 9 при этом выключены. Натяжение заготовки сердечника, состоящего иэ трех слоев, создается за счет плавно изменяемого в зависимости от диаметра намотки бобины 5 и числа слоев заготовки сердечника, крутящего момента фрикционной муфты 44, а также за счёт крутящего мчмгнТй: фрикционной муфты32, при постоянном натяжении прокладочной ленты. Кулачковая муфта 30 и фрикционная муфта 33 коробки передач 9 при этом выключены. , Натяжение заготовки сердечника, состоящей из четьфех и более слоев, кратное натяжению слоя 47, поступающего на сборку, создается аналогично натяжек ию заготовки сердечника, состояще1й из слоев, при ступенчатом увеличении крутящего мсмента фрикционных муфт 32 и 33 коробки пепедач 9 в зависимости от числа слоев заготовки сердечника и направления дубЛйрШания, Предлагаел.ое устройство повьаяает производательность за счет ликвидации операции перемотки прокладок при сборке заготовок сердечников с нечет Иьам числом слоев и ликвидации ручной заправки первого слоя заготовки сердечника. Формула изобретения 1. Устрсй{ тво для изготовления многослойных лент, содержащее привод(Ныедублирующие валки, приводные зат ато ;но-раскатОчные бобины для заго|Товок многослойных лент и реверсивные регулируемые приводы вращения дубЛирующих валкоЕ иiЭакаточно-раскаточных бобин, отличающееся тем, что, с целью повышения производительности устройства, оно снабжено передаточным транспортером с взаимодействующими с его рабочей поверхностью заправочнЕФШ лентами и барабанами для закатки И раскатки прокладок, связанными прокладками с приводными бобинами. 6 6 2. Устройство по п.1,о т л и а ю ш. е е с я тем, что концы заавочных лент закреплены на приводх бобинах. Источники информации, принятые во имание при экспертизе 1.Авторское свидетельство СССР 92970, кл. В 29 Н 7/22, 1950. 2.Авторское свидетельство СССР 509456, кл В 29 Н 7/22, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления многослойных лент | 1976 |
|
SU963876A1 |
| Устройство для изготовления многослойных лент | 1980 |
|
SU872288A2 |
| Способ изготовления герметизирующего слоя покрышек пневматических шин | 1986 |
|
SU1397304A1 |
| Устройство для изготовления многослойных лент | 1978 |
|
SU735424A1 |
| Способ изготовления герметизирующего слоя покрышек пневматических шин | 1987 |
|
SU1407842A2 |
| Устройство для изготовления многослойных лент из прорезиненной ткани | 1980 |
|
SU937219A1 |
| Устройство для изготовления много-слойных лент из прорезиненной ткани | 1972 |
|
SU509456A1 |
| Агрегат для изготовления заготовок протекторов велосипедных покрышек | 1973 |
|
SU504667A1 |
| УСТРОЙСТВО для ЗАКАТКИ И РАСКАТКИ РУЛОННОГОМАТЕРИАЛА | 1970 |
|
SU275632A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ПЕЧАТНОЙ ПРОДУКЦИИ | 1991 |
|
RU2071928C1 |
// /
