Известен способ магнито-импульсной обработки металлов, основанный на взаимодействии переменного или пульсирующего магнитного поля и переменного или пульсирующего тока, протекающего в заготовке.
Известны также тепловые способы обработки: электродуговая, газовая, плазменная и высокочастотная резка и сварка, а также вибродуговая наплавка. Однако эти способы имеют ограниченное применение.
Предлагаемый способ магнито-тепловой обработки металлов отличается от известных тем, что, с целью повышения производительности по съему металла или его деформации, обрабатываемую заготовку, находящуюся но вращательном или поступательном движении или в неподвижном состоянии, зажимают между двумя электродами, подключенными к источнику постоянного, переменного или пульсирующего тока, а обрабатываемый участок этой заготовки помещают соответственно в постоянное, переменное или нульсирующее магнитное поле и нагревают до плавления или размягчения газовым пламенем, электрической дугой или током высокой частоты.
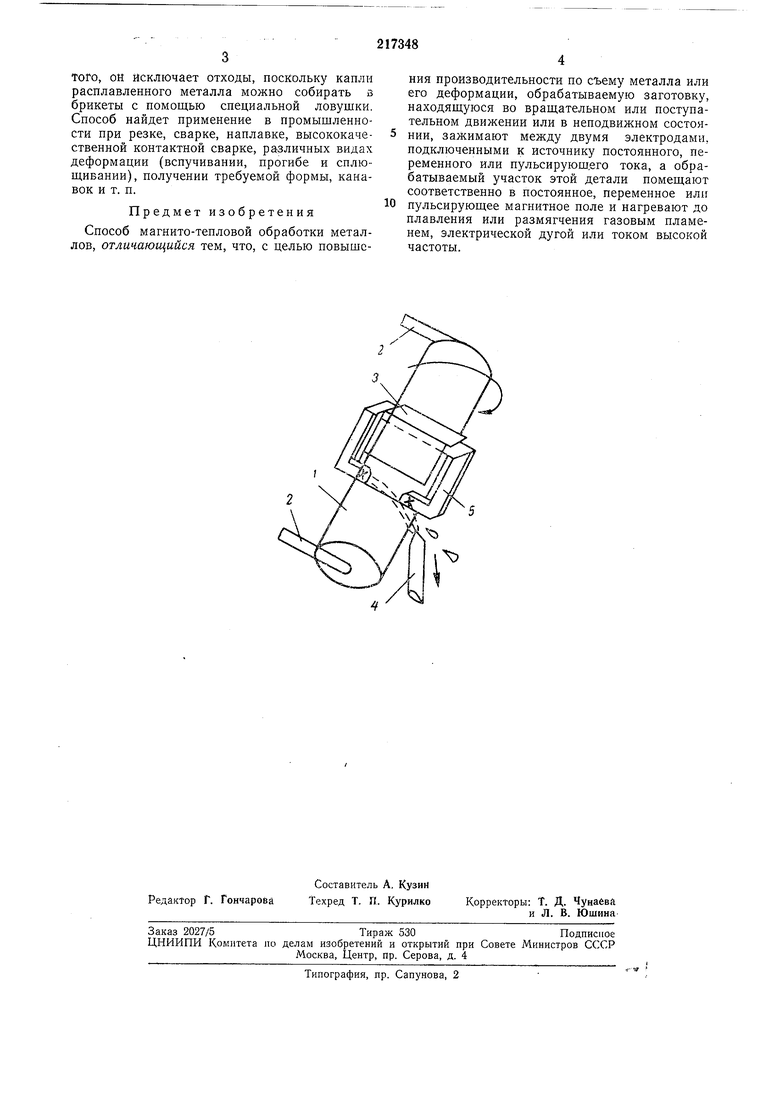
Па чертеже схематически изображено устройство для изготовления из заготовки конуса описываемым способом.
Заготовку / зажимают между двумя электродами 2 и приводят во вращательное движение. Па передвигаемой вдоль заготовки 1
каретке 3 укреплено сопяо 4 горелки и электромагнит 5, создающий сильное магнитное поле перпендикулярно движению тока через заготовку 1. В месте пересечения заготовки магнитным полем возникают механические усилия, направленные в зависимости от взаимной ориентации магнитного и электрического полей. Если пламенем сопла 4 плавить обрабатываемый участок заготовки 1, то капли ее быстро отрываются под действием механических усилий и падают вниз. Регулируют съем металла, передвигая каретку вдоль оси заготовки. Ток, протекающий через заготовку, может быть постоянный, переменный или
пульсирующий, но при этом магнитное поле магнита 5 должно быть соответственно ностоянным, переменным или пульсирующим. Относительные поступательное и вращательное перемещения можно задавать движением
как заготовки 1, так и каретки 3 с магнитом 5 и соплом 4. Нагрев и плавление заготовки осуществляются газовым пламенем или электрической дугой или током высокой частоты. Требуемая форма углубления может быть
получена путем изменения формы магнитного поля.
Предлагаемый способ позволяет получать вспучивание (вдавливание) требуемой конфигурации, если нагреваемое место не доводить
того, он исключает отходы, поскольку капли расплавлениого металла можно собирать в брикеты с помощью специальной ловушки. Способ найдет применение в промышленности при резке, сварке, наплавке, высококачественной контактной сварке, различных видах деформации (вспучивании, прогибе и сплющивании), получении требуемой формы, канавок и т. п.
Предмет изобретения
Способ магнито-тепловой обработки металлов, отличающийся тем, что, с целью повышсния производительности по съему металла или его деформации, обрабатываемую заготовку, находящуюся во вращательном или поступательном движении или в неподвижном состоянии, зажимают между двумя электродами, подключенными к источнику постоянного, переменного или пульсируюш.его тока, а обрабатываемый участок этой детали помещают соответственно в постоянное, переменное или пульсирующее магнитное поле и нагревают до плавления или размягчения газовым пламенем, электрической дугой или током высокой частоты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| СПОСОБ И УСТРОЙСТВО ДИСКОВОГО ДОННОГО СЛИВА СИСТЕМЫ ВОЛКОВА | 2004 |
|
RU2338622C2 |
| Способ дуговой сварки в защитных газах | 1991 |
|
SU1776516A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой обработки и устройство для его осуществления | 1987 |
|
SU1502239A1 |
| СПОСОБ ПРЯМОГО ВОССТАНОВЛЕНИЯ МЕТАЛЛОВ ИЗ ДИСПЕРСНОГО РУДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296165C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 2008 |
|
RU2384383C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2648618C1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
