Известно устройство для накатывания резьб, состоящее из неподвижной плашки и Ёращающегося резьбонакатного ролика. Однако такими устройствами из-за недостаточной длины резьбообразующего участка - зоны можно накатывать резьбу диаметром, не превышающим 12 мм.
В предлагаемом устройстве для накатывания крупных резьб и обеспечения необходимой точности резьбы неподвижная плашка выполнена в виде полукольца, расположенного эксцентрично относительно резьбонакатного ролика на величину необходимого заглублени я инструмента и калибрующей части, расположенной концентрично относительно резьбонакатного ролика.
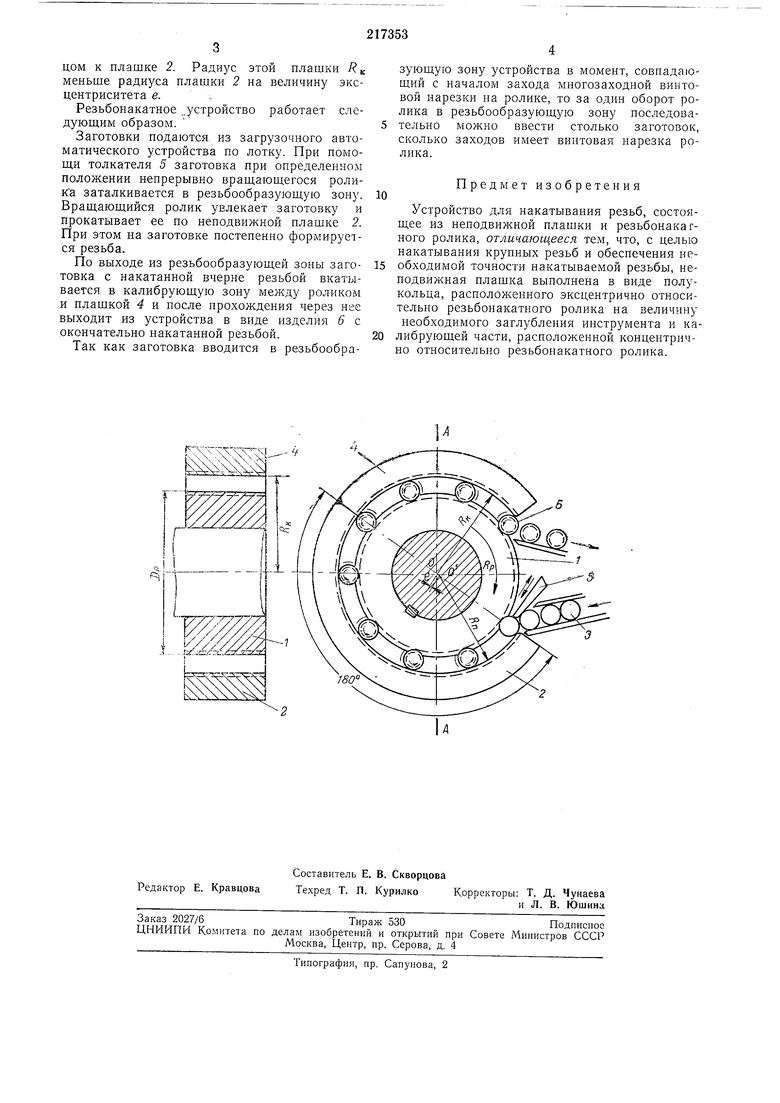
На чертелсе изображено устройство для накатывания резьб с разрезом по А-А.
На щпинделе станка закреплен резьбонакатный ролик / диаметром Dp. На его цилиндрической поверхности имеется многозаходная винтовая нарезка. Эксцентрично по отношению к ролику установлена неподвижная резьбоиакатная плашка 2 в виде полукольца с углом около 180° с многозаходной винтовой нарезкой на рабочей поверхности, обращенной к ролику. Угол подъема нарезки на ролике и на этой п.пяшке одинаков и равен углу подъема резьбы на накатываемом изделии. Плашка 2,
2
имеющая пос оянный радиус R, образует с роликом резьбоформирующую зону.
Величина эксцентриситета е равна необходимому заглублению инструмента в заготовку при накатывании для образования полнопрофильной резьбы. Плашка 2 устанавливается на заданную величину эксцентриситета е при настройке станка. Благодаря эксцентриситету радиальное расстояние между рабочими поверхностями ролика по всей длине плашки 2 различно.
В результате образуется зона постепенного формирования накатываемой резьбы по мере перемещения заготовки 3, увлекаемой вращающимся роликом, по плашке 2. Длина резьбообразующей зоны в несколько раз больше длины окружности обрабатываемой заготовки, поэтому в устройстве можно накатывать резьбы крупного размера, так как заготовка, находясь в этой зоне, совершает достаточное число оборотов для постепенного формирования накатываемой резьбы.
Из-за клиновидности радиальной ширины резьбообразующей зоны накатанная часть изделия по выходе из нее получается овальной в поперечном сечении, а резьба - недостаточно точной. Для исправления этого дефекта в устройстве предусмотрена калибрующая плашка 4, концентрично установленная отноцом к плашке 2. Радиус этой плашки RK. мепьше радиуса плашки 2 на величину эксцентриситета е.,
Резьбопакатное „устройство работает следующим образом.
Заготовки подаются из загрузочного автоматического устройства по лотку. При помош,и толкателя 5 заготовка при определенном положении непрерывно враш,аюш:егося ролика заталкивается в резьбообразующую зону. Враш;ающийся ролик увлекает заготовку и прокатывает ее по неподвижной плашке 2. при этом па заготовке постепенно формируется резьба.
По выходе из резьбообразуюш,ей зоны заготовка с накатанной вчерне резьбой вкатывается в калибруюш:ую зопу между роликом и плашкой 4 и после прохождения через нее выходит пз устройства в виде изделия 6 с окончательно накатанной резьбой.
Так как заготовка вводится в резьбообразуюшую зону устройства в момент, совпадающий с началом захода мпогозаходной винтовой нарезки па ролике, то за один оборот ролика в резьбообразуюш,ую зону последовательно можно ввести столько заготовок, сколько заходов имеет винтовая нарезка ролика.
Предмет изобретения
Устройство для накатывания резьб, состояш;ее из пеподвил ной плашки и резьбонакагного ролика, отличающееся тем, что, с целью накатывания крупных резьб и обеспечения необходимой точности накатываемой резьбы, неподвижная плашка выполнена в виде полукольца, расположенного эксцентрично относительно резьбонакатного ролика на величину необходимого заглубления инструмента и калибруюшей части, расположенной концентрично относительно резьбопакатного ролика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для накатывания винтов | 1976 |
|
SU617142A1 |
| Резьбонакатная регулируемая плашка | 1982 |
|
SU1094658A1 |
| СПОСОБ НАКАТЫВАНИЯ РЕЗЬБЫ РОЛИКАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2184008C2 |
| ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 2007 |
|
RU2354487C1 |
| УСТРОЙСТВО для НАКАТЫВАНИЯ РЕЗЬБ | 1973 |
|
SU378277A1 |
| УСТРОЙСТВО ДЛЯ ПОВТОРНОГО НАКАТЫВАНИЯ РЕЗЬБЫ | 1994 |
|
RU2063290C1 |
| Способ накатывания цилиндрической резьбы | 1987 |
|
SU1763075A1 |
| Резьбонакатная головка | 1978 |
|
SU774737A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
