Изобретение относится к обработке металлов давлением, в частности к накатыванию резьбы, и может быть использовано при накатывании наружных резьб плашками.
Известна плашка для накатки резьбы с подшлифованным по высоте профилем резьбообразующих ниток на заборном участке (см. а.с. СССР №63681, кл.7f9 от 30.06.1944 г.).
Недостатком указанной плашки является то, что в начальной стадии образования резьбы контакт металла с максимально притупленным профилем резьбообразующих ниток значительно больше, чем по боковым его сторонам. Такое условие контакта металла по вершинам и боковым сторонам резьбообразующих ниток не обеспечивает надежного сцепления накатываемой детали с инструментом, что приводит к проскальзыванию заготовки относительно инструмента. При наличии проскальзывания снижается стойкость резьбонакатного инструмента и увеличиваются затраты времени на его наладку.
Наиболее близким по технической сущности к заявляемому изобретению является резьбонакатной инструмент, на заборных участках которого выполнены поперечные канавки треугольной формы (см. а.с. №1186339, кл. В21Н 3/06 от 30.11.1983 года).
Основным недостатком известного резьбонакатного инструмента является то, что такой инструмент резко снижает качество накатываемой резьбы. На боковых поверхностях профиля резьбы, накатываемых таким резьбонакатным инструментом, остаются дефекты в виде раковин, складок, заусенцев.
Предлагаемое изобретение направлено на повышение стойкости инструмента для накатывания резьбы путем устранения явления проскальзывания заготовки относительно плашки без снижения качества накатываемой резьбы.
Поставленная задача решена тем, что в инструменте для накатывания резьбы, содержащем подвижную и неподвижную плашки, каждая из которых имеет заборный, калибрующий и сбрасывающий участки, согласно изобретению на половине заборного участка, начиная от торца плашек, выполнены многочисленные мелкие кратеры, полученные электроискровым методом, глубиной не более 0,3 мм на вершинах и боковых поверхностях верхней половины профиля резьбы.
Изобретение поясняется чертежами. На фиг.1 изображены подвижная и неподвижная плашки в продольном сечении. На фиг.2 изображен профиль резьбы плашек.
Инструмент для накатывания резьбы работает следующим образом. При рабочем ходе S подвижной плашки 1 заготовка 3 подается в зону накатывания. Резьбообразующие нитки на первой половине заборных участков 4 подвижной 1 и неподвижной 2 плашек постепенно внедряются в тело заготовки, сообщая ей вращение и поступательное перемещение относительно инструмента за счет сил трения, возникающих в мелких кратерах вначале на вершинах, а затем и на боковых поверхностях профиля резьбы. И чем глубже внедряются плашки в тело заготовки, тем большие силы трения вращают заготовку. Вращающаяся заготовка плавно переходит во вторую половину заборных участков 5 плашек, где исправляются мелкие дефекты резьбового профиля накатываемой резьбы.
Таким образом, у плашек по предлагаемой конструкции резко увеличиваются стойкость без снижения качества накатываемой резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатной инструмент | 1980 |
|
SU919796A1 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2098240C1 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| Резьбонакатной инструмент | 1983 |
|
SU1186339A2 |
| Инструмент для накатки резьбы | 1990 |
|
SU1759511A1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 1996 |
|
RU2096121C1 |
| УСТРОЙСТВО ДЛЯ ПОВТОРНОГО НАКАТЫВАНИЯ РЕЗЬБЫ | 1994 |
|
RU2063290C1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТКИ КРУПНОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ | 2007 |
|
RU2336140C1 |
| Инструмент для накатывания резьбы | 1987 |
|
SU1704894A1 |
| Способ формирования резьб | 1988 |
|
SU1572733A1 |
Изобретение относится к обработке металлов давлением, а именно к устройствам для накатывания резьбы. Устройство содержит подвижную и неподвижную плашки, каждая из которых имеет заборный, калибрующий и сбрасывающий участки. На вершинах и боковых поверхностях верхней половины профиля резьбы половины заборного участка, расположенной от торца плашек, электроискровым методом выполнены кратеры глубиной не более 0,3 мм. В результате повышается стойкость устройства. 2 ил.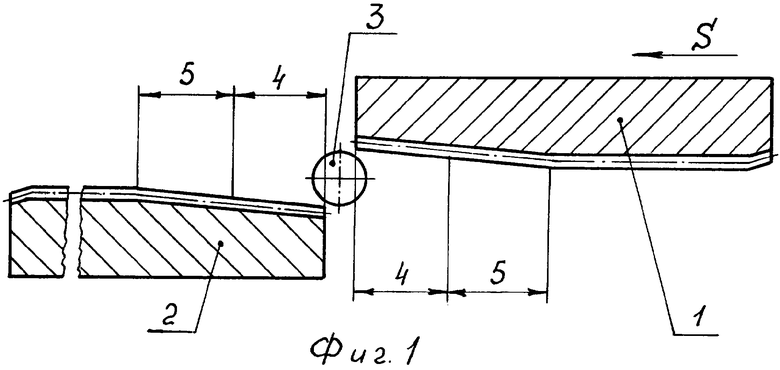
Инструмент для накатывания резьбы, содержащий подвижную и неподвижную плашки, каждая из которых имеет заборный, калибрующий и сбрасывающий участки, отличающийся тем, что на вершинах и боковых поверхностях верхней половины профиля резьбы половины заборного участка, расположенной от торца плашек, электроискровым методом выполнены многочисленные мелкие кратеры глубиной не более 0,3 мм.
| Резьбонакатной инструмент | 1983 |
|
SU1186339A2 |
| RU 2089322 C1,10.09.1997 | |||
| Инструмент для накатывания резьбы | 1977 |
|
SU747599A1 |
| Ролик для накатки многониточных резьбошлифовальных кругов | 1983 |
|
SU1209354A1 |
| US 5735658 A, 07.04.1998. | |||

