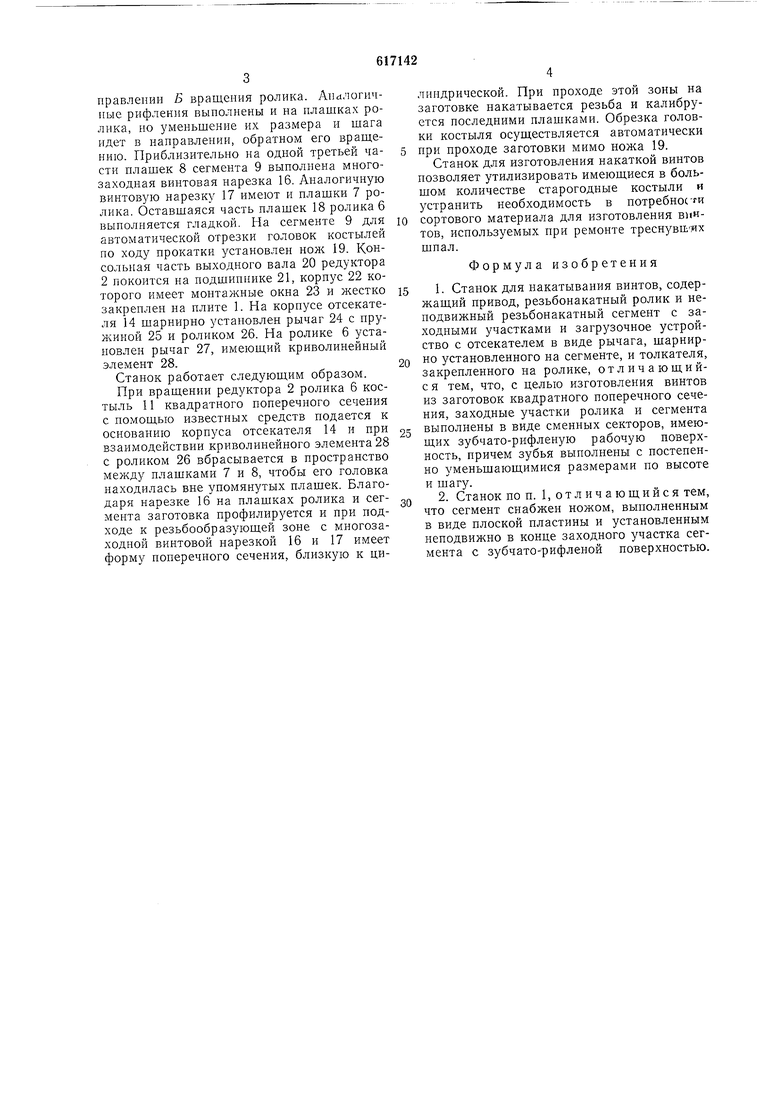
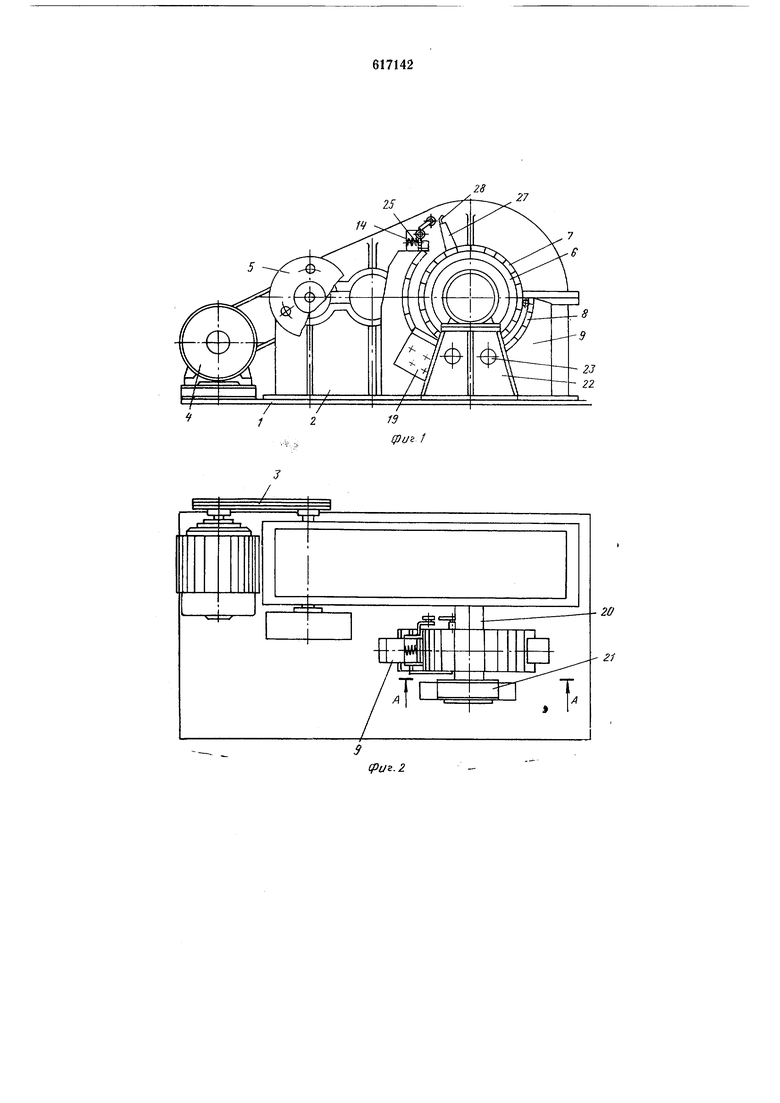
правлении Б вращеиия ролика. Апс1логиппые рифления выполнены и на плашках ролика, но уменьшение их размера и шага идет в наиравлении, обратном его враш,ению. Приблизительно на одной третьей части плашек 8 сегмента 9 выполнена многозаходная винтовая иарезка 16. Аналогичную винтовую нарезку 17 имеют и плашки 7 ролика. Оставшаяся часть плашек 18 ролика 6 выполняется гладкой. На сегменте 9 для автоматической отрезки головок костылей по ходу прокатки установлен нож 19. Консольная часть выходного вала 20 редуктора 2 покоится на подшипнике 21, корпус 22 которого имеет монтажные окна 23 и жестко закреплен на плите 1. На корпусе отсекателя 14 шарнирно установлен рычаг 24 с пружиной 25 и роликом 26. На ролике 6 установлен рычаг 27, имеюш,ий криволинейный элемент 28.
Станок работает следуюш,им образом.
При враш,ении редуктора 2 ролика 6 костыль 11 квадратного ноперечного сечения с помош,ью известных средств подается к основанию корнуса отсекателя 14 и при взаимодействии криволинейного элемента 28 с роликом 26 вбрасывается в пространство между плашками 7 и 8, чтобы его головка находилась вне упомянутых плашек. Благодаря нарезке 16 на плашках ролика и сегмента заготовка профилируется и при подходе к резьбообразуюш,ей зоне с многозаходпой винтовой нарезкой 16 и 17 имеет форму нонеречного сечения, близкую к цилиндрической. При проходе этой зоны на заготовке накатывается резьба и калибруется последними плашками. Обрезка головки костыля осуш,ествляется автоматически при проходе заготовки мимо ножа 19.
Станок для изготовления накаткой винтов позволяет утилизировать имеюш,иеся в большом количестве старогодные костыли и устранить необходимость в потребности сортового материала для изготовления винтов, используемых при ремонте треснувп их шпал.
Формула изобретения
1.Станок для накатывания винтов, содержаш,ий привод, резьбонакатный ролик и неподвижный резьбонакатный сегмент с заходными участками и загрузочное устройство с отсекателем в виде рычага, шарнирно установленного на сегменте, и толкателя, закрепленного на ролике, отличаюшийс я тем, что, с целью изготовления винтов из заготовок квадратного поперечного сечения, заходные участки ролика и сегмента выполнены в виде сменных секторов, имеюш,их зубчато-рифленую рабочую поверхность, причем зубья выполнены с постепенно уменьшаюш;имися размерами но высоте и шагу.
2.Станок по п. 1,отличаюш,ийся тем, что сегмент снабжен ножом, выполненным в виде плоской пластины и установленным неподвижно в конце заходного участка сегмента с зубчато-рифленой поверхностью.
- 23
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Резьбонакатной инструмент | 1977 |
|
SU716693A1 |
| Инструмент для одновременного накатывания резьбы и гладкой цилиндрической поверхности | 1988 |
|
SU1637923A1 |
| Загрузочное устройство к резьбонакатному станку с плоскими плашками | 1989 |
|
SU1708579A1 |
| Автомат для накатки рифлений на стержневых заготовках,преимущественно на заготовках контактных выводов | 1981 |
|
SU1115832A1 |
| Станок для накатки рифлений наТОНКОСТЕННыХ дЕТАляХ | 1979 |
|
SU837512A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Устройство для поштучной подачи заготовок стержневого типа с буртами к резьбонакатному станку | 1980 |
|
SU912375A1 |
| УСТРОЙСТВО для НАКАТЫВАНИЯ РЕЗЬБ | 1968 |
|
SU217353A1 |
(риг. 3
