Известны установки для отрезки горячекатаных труб в нагретом состоянии в потоке прокатки, содержащие отрезные головки, установленные на тележках и несущие режущие диски несимметричного клиновидного профиля с фаской, механизмы зажима трубы и упор для остановки движущейся по рольгангу прокатанной трубы.
Описываемая установка отличается от известных тем, что, с целью предохранения отрезных головок от перегрева, она снабжена устройством для их охлаждения, выполненным в виде перемещающихся по корпусу головки козырьков, наполняющихся водой за счет центробежной силы при вращении головки, и неПодвижных водосборников для отвода отработанной воды в коллектор.
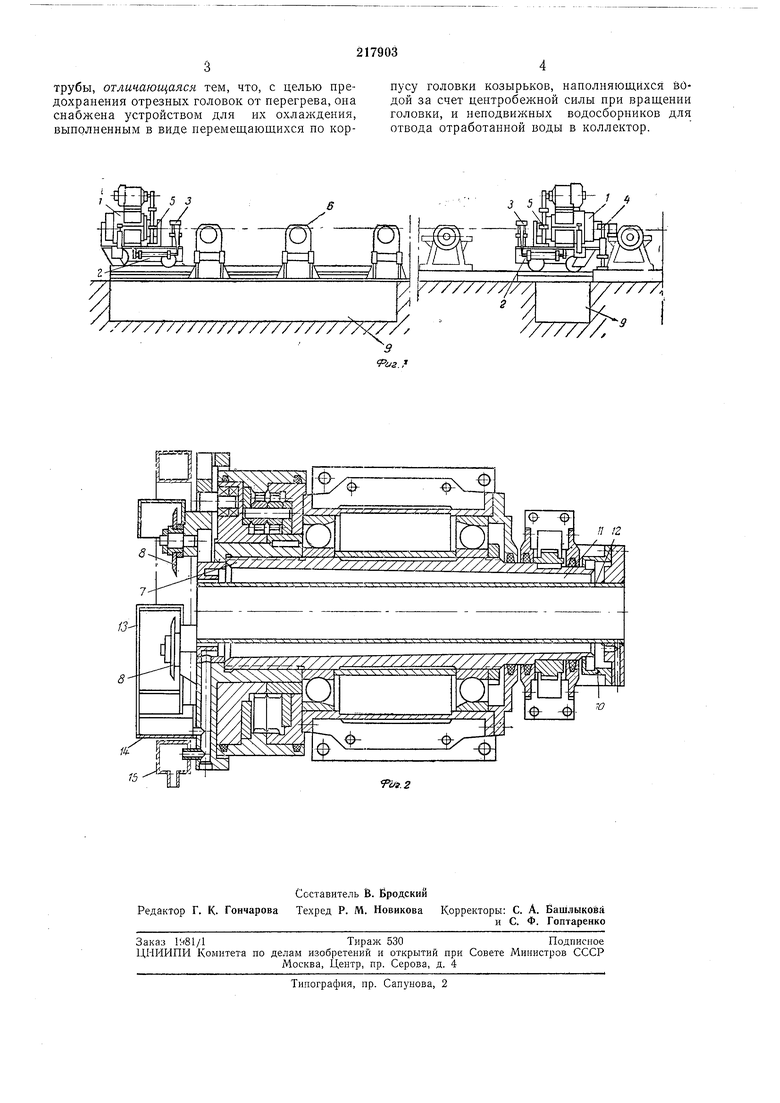
На фиг. 1 схематически изображена предлагаемая установка для отрезки горячекатаных труб; на фиг. 2 - отрезная головка.
Установка содержит отрезные головки /, установленные на тележках 2, механизмы 3 зажима трубы, качающийся упор 4 и охлаждающие устройства 5.
Труба, подлежащая разрезке, с калибровочного или редукционного стана при 800-850°С подается по рольгангу 6 и проходит внутри полых шпинделей 7 головок /, останавливается упором 4 и фиксируется механизмами 3. После этого включаются приводы головок },
в результате чего режущие диски 8 несимметричного клиновидного профиля приводятся в планетарное движение с одновременной подачей к центру трубы и производят ее отрезку. Затем упор 4 освобождает путь обработанной трубе, происходит разлсим механизмов 3 и труба передается к охладительному столу, после чего цикл работы установки повторяется.
Обрезки труб собираются в накопителях 9. В течение процесса отрезки через неподвижный коллектор 10 в головку 1 подается вода, которая заполняет полость 11 между щпинделем 7 и кожухом 12. Одновременно вода подается под козырьки 13, перемещающиеся вместе с дисками 5, и охлаждает последние. Отработанная вода из водосборников 14 отводится в коллектор 15.
Описываемая установка позволяет повысить производительность трубопрокатных станов и удешевить процесс изготовления труб.
Предмет изобретения
Установка для отрезки горячекатаных труб в нагретом состоянии в потоке прокатки с отрезными головками, установленными на тележках и несущими режущие диски несимметричного клиновидного профиля с фаской, механизмами зажима трубы и упором для остановки движущейся по рольгангу прокатанной 3 трубы, отличающаяся тем, что, с целью предохранения отрезных головок от перегрева, она снабжена устройством для их охлаждения, выиолненным в виде перемещающихся по кор4пусу головки козырьков, наполняющихся вбдои за счет центробежной силы при вращении головки, и неподвижных водосборников для отвода отработанной воды в коллектор.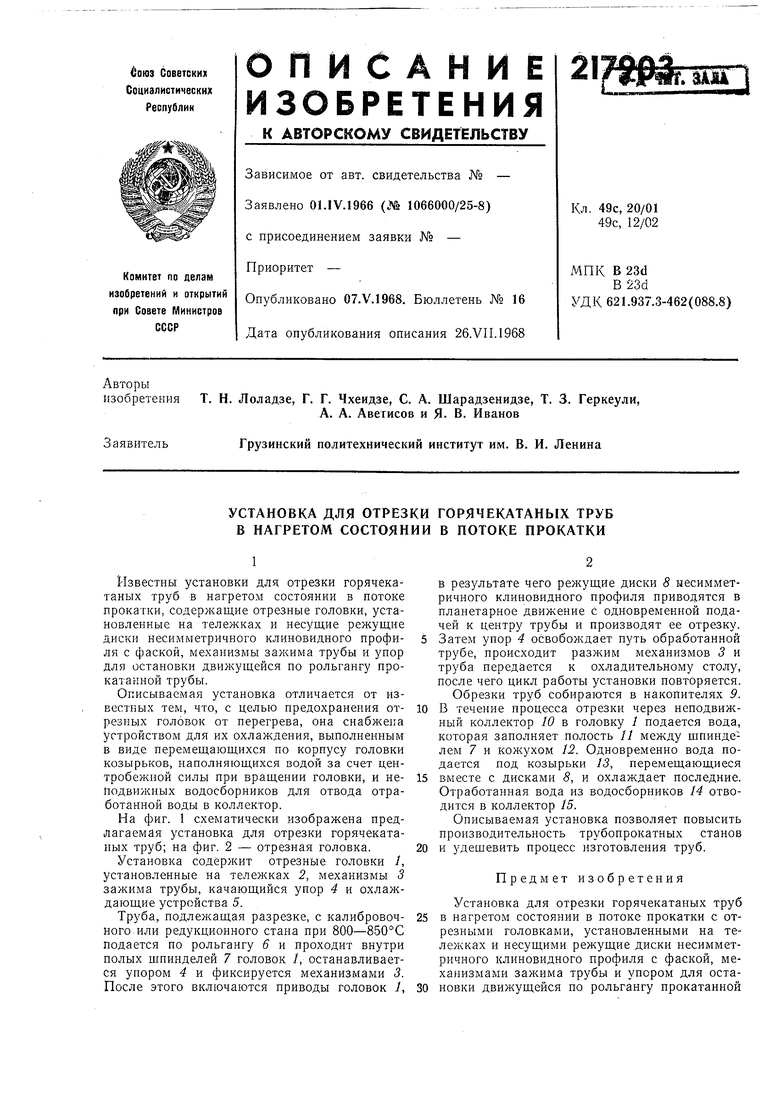
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отрезки концов горячекатанных труб | 1974 |
|
SU633680A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1971 |
|
SU412995A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТ | 1993 |
|
RU2065806C1 |
| Отрезной станок | 1976 |
|
SU685450A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1966 |
|
SU179173A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1997 |
|
RU2145449C1 |
| УСТАНОВКА ДЛЯ ОТРЕЗКИ ГОРЯЧЕКАТАНЫХ ТРУБ | 1971 |
|
SU420411A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Отрезной станок | 1981 |
|
SU1038117A2 |
//7777
